

eseemann
-
Posts
967 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by eseemann
-
-
So I have this guy at work and every time I send Peter Wright an email I think of anvils. \
Now that my good people is an inside joke.
-
On 3/4/2019 at 9:57 PM, caotropheus said:
I wonder for how many years is this bit of railroad anvil being used?
Cool video, reminds me of the guys in India (or maybe Pakistan) making Kukris. This operation was at least 20 work stations for lack of a better term. I love the charcoal fired forge, that is simplicity in action.
On 2/3/2019 at 8:57 AM, David Thomas said:Started life as a 12"x12" I=beam drop. 5 lb 1907 Hay Budden. Still, my ALO is a good striking anvil at nearly 100 lbs even without the lead.
I have always wondered if that would work. It looks great. Is that 2/2" plate? I would assume the plate is A36 or 1018 ie construction type steel like the I Beam?
Looks great and should last for a VERY long time.
-
On 12/11/2018 at 4:11 PM, 671jungle said:
face 9 1/2" x 2" Height 25 3/3"
have not welded or weighed it yet, i guesstimate 75-80lbs
OK safety first, lift with your legs!!!!
Second, I love it when you have the mill imprint on the rail.
I would think this hunk a hunk a steel must ring like crazy. Do you do anything like magnets or chains to reduce the sound?
On 7/26/2019 at 4:34 PM, Randy Griffin said:Here's mine.
I made something like that for my nephew. If you can find some RR tie plates you can add a hardy hole. Your cut is much cleaner than mine was.
-
Thanks for the info, I don't want to bring the mods down on me. But what a fantastic haul!!! the step pulley alone would cost over $25.
-
All,
Sorry if I broke the rule listing the name of the sales agent I thought that the name of the agent w/o the URL would be acceptable but I guess I should l brush up on the rules before posting. -
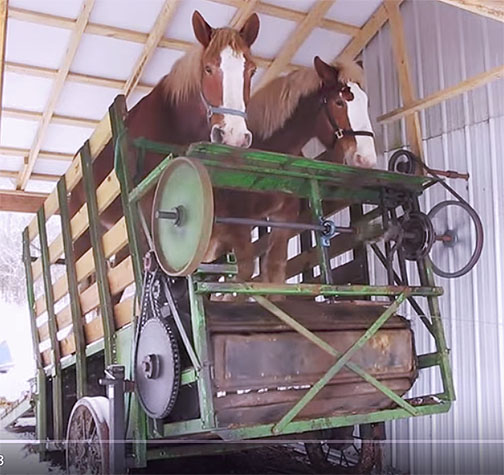
Good Morning All,
I wanted to ask if anyone has seen this type of shredder before. I picked it and a few other goodies up at an auction in Fayetteville TN. The motor is a 1/2 HP Dayton with a 4 step pulley and the shredder part looks to have been used to shred foam rubber.
Motor w/ pulley and some kind of shredder thing $10.00
14" Plane $12.00
2 Electric start propane torch (TS3000KC and TS4000T) with full MAPP Pro and to part full real MAPP gas bottles $16.00It was a very good haul.
This same place (xxxxxxxxxxxxxxxxxxxxxxxxxxx) had a 137 (might have included the stump in that weight) Antique M&H Armitage Mouse Hole Anvil that went for $260.00!!! (I did not have enough extra $$ to bid but that is a good deal)
This was an online action so you get the chance to get a good deal w/o having to be there.




-
On 3/1/2019 at 2:50 AM, Lars_ said:
Yes they do, that's why the bolt-screws have that angle.
I think the fact that you have 2 at each foot is the best part since they will lever against each other and hold for a very long time.
-
22 hours ago, JHCC said:
As I understand it, the main point of repeatedly flattening, folding, and welding the tamahagane is make the carbon content consistent through the entire bar. With bloomery iron, the point is to consolidate the bloom into a single mass; the slag that remains within the bloom becomes the silica content that gives wrought iron its fiber-like grain.
Now that is something I did not know, thanks.
-
On 1/18/2018 at 9:59 PM, ThomasPowers said:
Yes but many new folk reading this might not know the dangers or the correct procedures; so it will probably get mentioned every time it comes up.
Mr. Thomas makes a very good point. There may not be a "safe" level of beryllium that once can take in without ill effects but the fact of the matter is someone may be exposed to a small amount of something and feel a little bit "off" and think that it was no big deal. There are a number of chemicals like lithium carbonate that have a VERY narrow therapeutic range meaning the "goldilocks zone" of do nothing, improve health and become toxic. If anything else I am always reminded of the words of Paracelsus (Philippus Aureolus Theophrastus Bombastus von Hohenheim) "The dose makes the poison" (Latin: sola dosis facit venenum). The fact that people are sickened by fatal water intoxication proves the point.
-
Good Morning All,
Please correct me if I am wrong in my understanding of the process used to make this bloom in to a blade. As I understand it the sword smith or any other type of smith would take the bloom and flatten, fold, weld and repeat. What I think I understand about this process is that all the smith is trying to work all of the crud (for lack of a better term) that is not iron out of the material using the process of flattening, folding and welding. I assume the mechanic that makes this work would be due to the fact that the aforementioned crud is brittle and would not weld due to being an incompatible alloy.
On a side note I assume you could braze slag to steel or iron but that is not the same as welding.
How am I doing on my understanding?
Nice work.
-
7 hours ago, Steve Sells said:
arent you adding a de gasser?
Like Beano?
-
On 1/7/2018 at 11:06 AM, Nobody Special said:
Well, it looks nifty, be interesting to see it finished, know how it works.
I dunno, the right kind of bronze is supposed to be roughly hard as mild steel if work hardened. Wouldn't apply to cast though, and I wouldn't try some of the other traditional hardeners like arsenic.
Copper + Arsenic is called arsenical bronze and as far as I know was once of the first types of bronze. A good copper/tin bronze can be harder than wrought iron or (I guess) very low carbon mild steel. The problem in the Bronze Age was that a given Kingdom might have copper mines but not many tin mines. Iron was not a hard (or I have read in history books called not a strong) as good bronze BUT if you found iron ore you did not need another metal like tin. As far as I know all bronze items start as a casting and then can be work hardened after that.
Also the reason you don't find many old broken bronze swords at Bronze Age sites is a broken bronze anything could be re-melted and re-cast.
-
I have a bunch of new blades I picked up on clearance at WalMart so these would not have the had the very hard life of a used blade. I almost want to take one and harden it just to see how brittle it gets. I would think these would be good for large bush knives or machetes. In these cases you need a blade that can bounce back from things but you should not expect it to hold a razor edge. I have some used bush hog blades like you see the highway crews use. I would think these blades a maze of micro fractures and metal fatigue.
-
Never mind, I did not know Chromium had such a high melting point. I (incorrectly) assumed that some Chromium could out-gas. given the fact that it melts (from what I have seen) about 1,000 degrees Fahrenheit hotter than steel I see that I did not know what I was talking about.
-
Steve,
Thanks for the info. I guess the alloy is only a big risk if you try and melt the steel. Mo lib de num. I call it Molly also.
thanks
-
Good Morning All,
I have been watching some videos on what must be the Darwin Comedy network A.K.A YouTube and I see people modifying air punches and chisels I wonder how much hexavalent chromium they are being exposed to. I know that there are small hand rivet tool sets that may be for hot rivets but a good number of the run of the mill air tooling seems to be chrome molybdenum steel. I was watching a video where the guy from Christ Centered Ironworks was turning a chisel in to a ball end tool once he got it up to forging heat. I have read on IFI that heating up a vanadium chrome wrench to forging temp is at best a VERY bad idea so I figured that was also true for chrome molybdenum steel. (Off topic, does anyone else here have trouble pronouncing the word "molybdenum"?)
Please let me know what you think because if I am wrong I would like to know since it seems like a neat way to get some work done. If I am correct in thinking this might be a bad idea I figure you can take an air tool and cut off the tool end attach a "working end" that is a less toxic steel like 1080 or 5160.
Thanks again and please remind people that just because it worked on YouTube falls in to the same bucket as "I saw it on HG TV so we should be able to do it".
Ernest
-
On 4/24/2018 at 9:29 PM, Glenn said:
2 HP, as in real HP.
That might be the super-duty option and may test out at 3+ HP.
-
You ain't kidding, that is NEAT!!!
-
A guy I met at an SCA event knew a guy that serviced street sweepers and got his hands on a bunch of steel bristles. He used them for a demo of full hard vs full soft. The full hard snapped like glass and the full soft acted like normal wire.
-
The problem is I drive past one every day! Must get more lights!!!!
-
Good Morning All,
I have been looking at people doing Harbor Freight challenges like how many free LED lights that look like light switches they can get in a month and one guy posted a photo with a box full of "free with any purchase" items including tape measures. I figure that HF tape measures would be the cheapest steel you can get and still be spring steel but they would still be some kind of spring steel. I wondered if anyone has sanded or sand blasted a HF tape measure tape and added it to a pattern weld just for the heck of it. I know you would need a bunch of them since the tape is very thin but I thought I would see if anyone has done this in the past.
-
16 hours ago, jeffery71 said:
It wouldn't make any difference on the stroke length. The diameter is where it makes a difference.
Thanks for the info, I (sort of) understand that you on get the top of your power curve when the (in my case) air over hydraulic jack makes contact with the steel and is (for lack of a better term) straining against the top die.
-
BM and Frosty,
I think I have it up too high and am wasting gas at this point. I think I can get it as low at 5 to 10 PSI before it starts sounding like a V-1 Buzzbomb. I can always take the bell off and see what that does as well.
thanks
Ernest
-
Good Evening from Sunny but not warm Alabama. I have installed my 1" T-Burner in what I call the forge with a face only a mother could love. These images are using a .045 ( I think) MIG tip at around 20 psi with a 1" pipe and 1 1/4" bell on the end. To my not-very-good-at-judging-this-eye the blue cone looks less solid then an oxidizing flame and maybe between oxidizing and neutral. Please let me know what you think since I am rubbish at trying to figure this out for my self.
Ernest






A collection of improvised anvils
in Anvils, Swage Blocks, and Mandrels
Posted
I have been told that the Vikings used chunks of stone for anvils but I agree a purpose built anvil would be nice.