
Conan_568
-
Posts
85 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Conan_568
-
 This is my shop. That is my new Striker STC-88 air hammer and my brand new 200 lb. Brooks anvil in front of it. I also have an 88 lb. Brooks anvil behind the bigger one.
This is my shop. That is my new Striker STC-88 air hammer and my brand new 200 lb. Brooks anvil in front of it. I also have an 88 lb. Brooks anvil behind the bigger one. -
 Here's a shot of me welding a billet together. It's all in the timing.
Here's a shot of me welding a billet together. It's all in the timing. -
 This is the 7 layer billet after I've welded it. The bar should be the same color all of the way through. If it's not and you can see lines where the color changes, then you have a bad weld.
This is the 7 layer billet after I've welded it. The bar should be the same color all of the way through. If it's not and you can see lines where the color changes, then you have a bad weld. -
 This is how all of my Damascus starts out. I stack 7 layers of 1095 and 203-E together and hammer weld it together. This is a critical weld because you're welding 7 pieces of dissimilar steel together. After this weld all welding is fusing the same steel together and welding only 4 pieces instead of 7. I draw the bar out, grind the scale off and cut it into 4 pieces. These are restacked and go back into the forge for the second weld. I do this until I reach 448 layers for large blades and 336 layers for small blades.
This is how all of my Damascus starts out. I stack 7 layers of 1095 and 203-E together and hammer weld it together. This is a critical weld because you're welding 7 pieces of dissimilar steel together. After this weld all welding is fusing the same steel together and welding only 4 pieces instead of 7. I draw the bar out, grind the scale off and cut it into 4 pieces. These are restacked and go back into the forge for the second weld. I do this until I reach 448 layers for large blades and 336 layers for small blades. -
You must draw the temper back and it is Fahrenheit not celsius. The jaws should come out of your oven a straw color or darker, which will leave it fairly hard, but not so brittle. You can go to 450 if you want tougher jaws and 325 to 400 for very hard jaws. I don't know where you got the figures you show, but if I tempered my knives at 900 degrees they wouldn't hold an edge at all.
-
If I get excessive scaling I turn the gas up a bit. You want a slightly carbonizing mixture in your forge. I lose next to nothing from scaling when I've got it set right. I use a rheostat to control the blower and it's not that good but it can be done. That should be a cool looking blade when it's finished.
-
Quench in oil if you're not doing it already. These traditionally made Japanese swords are quenched in water, but they're made from tamahagane laminated any number of ways. I've read that the authentic Katanas are not all that hard and that the edge down quench causes compression in the edge. The edge down quench is what curves the blade as well. I quenched a Bowie that way once, it was straight when it went in the oil, but when it came out it had a nice curve to it. Chuck is right, if you check your blade after you quench it you can straighten it. I usually pull my blades out when the flames go out and have a look.
-
Get some anhydras borax, not the 20 mule team stuff. Watch for the flux to start bubbling in the forge and when the steel starts to give off the odd spark it should weld. High carbon steel will weld at a lower heat then low carbon steel will. When I make my Damascus steel I always arrange the steel so that I'm welding the high carbon steel together rather than the low carbon steel. I also grind the surfaces of the bars to be welded clean before I stack them. The thing you have to watch for is overheating high carbon steel. If it looks like a Halloween sparkler it's burned and it's done for. Once you get this forge welding down it becomes second nature, I never get bad welds anymore.
-
Hi Ted. It seems like there are a lot of great people on this forum yourself included. I'm looking forward to getting to know some of you and learn, and maybe teach a few things as well.
-
I just want to introduce myself, and give a little of my smithing background. My name is David, I live on Vancouver Island and have been forging knives since the 80s. I specialize in ladder pattern Damascus steel which is a classic pattern and when done right will hold it's own against any patterns appearance. I've really been impressed by the talent on this site, there are some amazing smiths here and I plan on dabbling in ornamental ironwork a bit. For you new Bladesmiths out there, feel free to ask for help, I taught myself and I know how frustrating it can be sometimes. Best regards, David.
-
Just turn the oven up to 375 or 400 and you should be fine. Put the jaws in there for a few hours and then either let them cool or put them in water. I just checked and most files are 1095 which could be why they make good knives. I'm glad you fellows pointed that out it gives me another source for that steel.
-
Hardening the jaws makes them very hard but very brittle as well. By putting the jaws in the oven for 2 or 3 hours you remove some of the hardness and this makes your jaws less brittle. If you don't do this tempering you risk the jaws breaking at a later date. Files are made from W-1 or W-2. Beware though there are junk files made in China that are surface hardened only. If you use those they won't harden. 1095 is actually classed as a spring steel, even though it has a high carbon level aproaching 1 percent. I use it mixed with 203-E nickel alloy to make my Damascus steel..
-
I bought 5 lbs. of anhydras borax on ebay for $10. It's way better then that 20 mule team stuff. I keep it in a sealed jar until I'm ready to use it. Add nothing to it, just use straight borax. Borax is all I ever use and I never make a bad weld.
-
Files are a water quenching steel. They are either W-1 or W-2 steel which has a very high carbon content, over 1 percent. With that said, do not quench your vise jaws in water. Quench them in oil to harden them. After the jaws have been hardened turn your kitchen oven up to 375 degrees and put the jaws in the oven. Let them soak in your oven for 2 or 3 hours. Your jaws should now be hard enough to resist abrasion and filing somewhat, and be tough enough to make good vise jaws. Files make xxxxxx good knives too.
-
This is my Wilton C2 5 inch jaw vise. It weighs over 100 lbs. I bought it on ebay for $250. I think they sell for around $700 new.
-
 This was my first attempt at a Sutton Hoo pattern sword. I'm working on another that will be bigger and better. It will also have a ladder pattern edge which I don't think has been done before. This one has an 18 inch interrupted twist blade, Damascus fittings, and a birds-eye yew handle. That wood is very rare
This was my first attempt at a Sutton Hoo pattern sword. I'm working on another that will be bigger and better. It will also have a ladder pattern edge which I don't think has been done before. This one has an 18 inch interrupted twist blade, Damascus fittings, and a birds-eye yew handle. That wood is very rare -
 This was the core of the Suttun Hoo sword I'm working on before I forge welded it together then welded the ladder pattern edge around it. It's about 90 percent forged. These swords are a biatch to make and when this one is done I think it will be my last one.
This was the core of the Suttun Hoo sword I'm working on before I forge welded it together then welded the ladder pattern edge around it. It's about 90 percent forged. These swords are a biatch to make and when this one is done I think it will be my last one. -
Degreasing blades before etching: What to use ?
Conan_568 replied to oakwoodforge's topic in Finish and Polish for Knives
I use the same thing followed by a wipe down with pure alcohol. I etch in battery acid, it gives a slow etch that I like. -
apprenticeman. Thanks I'm glad that you like them The pic came out better in the gallery section for some reason. You can really see the patterns a lot better at the link below. I'll be starting a fresh batch soon and it will be nicer than this stuff. http://www.iforgeiron.com/gallery/showphoto.php/photo/5003/size/big/cat//ppuser/2599
-
 These extra wide combo dies just came and I installed them in my 88 lb. Striker air hammer yesterday. They are 3.15" thick by 4.75" wide by 3.75" high. They will be used to produce my next Damascus steel. I think they're going to work great for drawing out and truing up the bars.
These extra wide combo dies just came and I installed them in my 88 lb. Striker air hammer yesterday. They are 3.15" thick by 4.75" wide by 3.75" high. They will be used to produce my next Damascus steel. I think they're going to work great for drawing out and truing up the bars. -
Around May of this year I started some new Damascus. I made 2 bars of 448 layer ladder pattern steel that I made in my shop from 1095 and 203-E bars. I made the two Bowie's in the pic out of one of the bars and three hunters from the other bar. They all have birds-eye red cedar handles except the 12.5" blade Bowie at the bottom which has a mule deer antler handles and blued Damascus fittings.
-
 This 88 lb Striker air hammer came up for sale a while back for $6500 with the base and motor. They retail for around $8000 new without a base. I had to decline at that time, but a while later I was asked by the company again if I was interested. The price had been reduced to $3500 because the organ builders that owned it in Quebec had welded the upper die in place. I bought it, then I ground the die and ram true, and now it's as good as new. I have a spare ram and extra wide combo dies coming for it.
This 88 lb Striker air hammer came up for sale a while back for $6500 with the base and motor. They retail for around $8000 new without a base. I had to decline at that time, but a while later I was asked by the company again if I was interested. The price had been reduced to $3500 because the organ builders that owned it in Quebec had welded the upper die in place. I bought it, then I ground the die and ram true, and now it's as good as new. I have a spare ram and extra wide combo dies coming for it. -
 This Bowie was my first without flaws around 1991.. I made another smaller one from the same 320 layer bar, but sold it to a friend. At that time I was making Damascus from O1 and mild steel. I also made my first Mokume' which I used for the guard and butt-cap. It has an Elk antler handle and an 11 inch long ladder pattern blade. The hunter was made from 448 layer ladder Damascus that I made 10 years ago. It has a 5 inch ladder pattern blade and a birds-eye red cedar handle.
This Bowie was my first without flaws around 1991.. I made another smaller one from the same 320 layer bar, but sold it to a friend. At that time I was making Damascus from O1 and mild steel. I also made my first Mokume' which I used for the guard and butt-cap. It has an Elk antler handle and an 11 inch long ladder pattern blade. The hunter was made from 448 layer ladder Damascus that I made 10 years ago. It has a 5 inch ladder pattern blade and a birds-eye red cedar handle. -
 A couple more I made while I was teaching myself to forge weld and eventually make Damascus.
A couple more I made while I was teaching myself to forge weld and eventually make Damascus. -
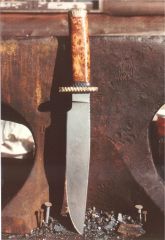 This was my first Damascus bowie. It did have one big cold shut, but it was my first one. I did this steel with a friend striking and ended up at over 700 layers. The handle is birds-eye yew. I live on Vancouver Island and I like to use local wood for my handles.
This was my first Damascus bowie. It did have one big cold shut, but it was my first one. I did this steel with a friend striking and ended up at over 700 layers. The handle is birds-eye yew. I live on Vancouver Island and I like to use local wood for my handles.