
fciron
Members
-
Joined
-
Last visited
Everything posted by fciron
-

© cc - attribution, non-commercial
-
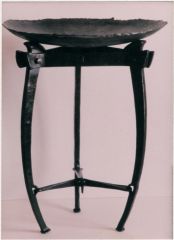 Forged Steel about 12" across and 16" high. I figure if a giant paperclip becomes sculpture then so does a tiny table.
Forged Steel about 12" across and 16" high. I figure if a giant paperclip becomes sculpture then so does a tiny table.© cc
-
 Made for the Metal Museum's Repair Days Auction 2009
Made for the Metal Museum's Repair Days Auction 2009 -
 Made for the Metal Museum's Repair Days Auction 2009
Made for the Metal Museum's Repair Days Auction 2009© cc - attribution, non-commercial
-
Hofi, Thanks for explaining. I misunderstood part of the technique; your explanation makes more sense. I will have to play with it some more.
-
I know, because I've been there. ;)
-
I think that part of the problem might be the lack of control on the hole. If the disk is relatively thin and the hole is kind of tapered then I could easily see the disk flexing and popping out of the hole as the hole shrinks. You don't often see shrink fits on pieces that are smaller than the hole and perhaps this is why (usually parts are shrunk onto a piece that sticks out of the hole.) That popping out could also be the source of your ping noise. I'm going to have to argue with bigfoot, the hole will shrink smaller because the metal also contracts lengthwise around the periphery of the hole and that amount of shrinkage is more than enough to overcome the thinning in the other dimension. I've had good luck drifting the hole with the same size material as the plug will be and then just inserting the plug and quenching. If you drift it hot then you will end up with an interference fit after cooling.
-
Hey Budd, I've got a shop in Louisville and there are a few other folks around. I'm kind of buried in work right now, but we're planning some kind of open studio when the weather cools off a little. Lewis
-
It's an old post drill with a bunch of parts missing! Someone has stuck a motor on it, and it might be fun to play with. Please define 'working smith' because most of the full-time smiths I know are more interested in tools that work than tools that are vintage. If you're interested in setting up a vintage/period shop then you probably don't want a kludge like the one above. Criminy! Thanks for posting the pics. I thought of adding a motor to my old post-drill, so it's fun to see how someone else managed it.
-
Now the English and the Australians can't understand each other either? I thought it was the Atlantic that was supposed to be the linguistic divide. Although Aussies are often incomprehensible I always blamed it on weird vowel sounds and rhyming slang. I'm also making guesses as to what that meant, perhaps a picture of the tool would help.
-
Thinking on this today and it seems to me that the negative pressure approach is really only applicable to free-standing gas forges. If you've got the forge under an exhaust hood or you have one of those deluxe shops with gas heat and hot water then you are in a similar situation to my coal forge. Make sure that the combustion products are exiting correctly.
-
Bob, that's what I do. What I really need to do is extend the chimney. I assume your suggestion to force the hot air down and out was not addressed to my coal forge. One reason to draw things out the top, even in winter, is to get the hot combustion products out of the shop as quickly as possible. If you draw cold, heavy air in from above it will probably drop straight down, leaving all that hot CO hanging around to get breathed in.
-
Cool. I'm not familiar with the Mitchell, but in my experience with mechanical hammers you want the link arms (between the ram and the bigger arms) to be about horizontal. This would be achieved by tightening the springs on top. The variable stroke comes from the flexing of the triangular assembly holding up the ram, if it's not at it's widest point the ram will have several inches of uncontrolled movement at the top and bottom of the stroke. The four parts of the action (the two arms and the two links) should actually form a triangle while at rest with the two links forming a straight line. (If the pins on the links are offset then all of the pins joining them should form a straight line.) This puts the action in it's widest possible configuration and the ram cannot move in either direction without compressing the springs. If the ram is below that point it's momentum at the top of the stroke will carry it through that center point, widening the assembly and loosening the springs. It will pass through that point again on the way down. This causes some unpleasant noise, extra wear and loss of energy that you want for forging. I just finished a rebuild on my Little Giant, which has a similar action, and there are no clunks or rattles anywhere in the stroke. That's what you're looking for; the only rhythmic noise should be the BLAM of the dies coming together. It looks like there are some provisions for adjusting the ways that the ram rides in. You want these to be as close as possible without binding. I usually oil things up and turn all of those adjusting screws in by hand until I feel the ways touch the ram. (Try everything even while doing this, one could tighten one corner too far and not be able to bring the opposite corner in as a result. Then I turn the hammer by hand while I make adjustments by tightening one screw at a time until the ram sticks and then backing that screw off an eighth of a turn at a time until the ram frees up. If it's your first time you might have to go around a couple times until your get the feel for things. Hope that helps, real experts will be along soon.
-
When I get negative pressure in the shop it messes with the draft on my coal forge. Any suggestions?
-
I think I would be with the other commenters who bring up the dangers of carbon monoxide. The original posters complaints certainly sound like CO. The chimney on my coal forge is too short and draws poorly. It's in an old blacksmith shop and and the fellow I got the shop from had been working in there for sixty years, I think the chimney may only have been short for the last 30 (tornado in 1973). Fred started getting tired easily and short of breath, so his son, the radiologist, snuck him in for some chest x-rays. They were expecting to find his lungs full of coal ash and grinder dust, instead they found clogged arteries. His lungs were fine, but he had a quadruple by-pass by the end of the week. Anecdotal, but interesting. Note to self, fix chimney.
-
Sorry if I was unclear. Someone had mentioned the technique of leaving a small piece of unforged metal (a blob) at the end of your taper to be forged out as the last step. If I understand correctly it acts as a heat reservoir and the internal friction will actually heat the bit up as it is forged so that the tip of the taper has plenty of heat in it. (Lot's of folks have trouble with sharp points because the point cools quickly and then splits when you're trying to finish it.) The heat management aspect works as described, but I find the difficulty of matching the size of the taper to the reservoir (blob) to be difficult and I also find it hard to get consistent results from piece to piece. If the reservoir is too large I have to trim off excess metal at the end, which costs time and can interfere with making matching parts. So I say it is a 'neat trick' because it is really cool to see the blob on the end go from dull red to bright orange in a couple of hammer blows and it looks almost as though the smith has gotten an extra heat without returning to the fire, but I have not found it useful in my work. I don't use it when I teach and did not think it would help the original poster with his question. No disrespect was intended. I've gotten a lot of value from the forging demonstrations that I have seen from Uri Hofi and his admirers. He has been a very good influence on the American smithing community in getting people to stop doing thing the 'old way' and start thinking about how to do things the smart way.
-
Thanks, I am glad that helped. We need to know why things work if we want to be able to apply them to new problems. I am sure that some engineer could quibble with my explanation, but the basic principle is sound. The conversation had gone off on a tangent, even though Grant hit the nail on the head right away. The OP's second question got kind of lost in the fun, so I tried to answer it.
-
Yes! That's what they're saying and if you were trying to draw round that is almost certainly the cause of the splitting. Let me try and clarify. Most of my books cover drawing square before rounding things up and the need for this is not limited to wrought iron, it is just as applicable to mild steel. When you hit a round bar with the cross section deforms to a flat sided oval, ideally you will then rotate 90 degrees and smash that oval down into a rough square. If you attempt to draw it out round you will be using most of your energy chasing that oval around the bar instead of reducing the cross section. By working on alternate you ensure that the bar is being forged by your blows, not simply twisted. Piping (aka fish lips, an ***hole, or just dangit!) is caused when the outside of the bar moves but the center does not. On large bars it's clearly visible, on small stuff it is usually less obvious, in both cases it can cause internal cracks in addition to the obvious fish lips. It sounds like an extra step to forge square and then round it up, it is less work because it makes more efficient use of your hammer blows. I also find that when drawing in only two planes it is a lot easier to see what your taper looks like and where to hit it to correct things, when you try to work round you have no reference points to work from. Here's a video from the Society of Mechanical Engineers that shows some ridiculously large stuff being forged SOR just as the boys have been telling you. The advice about starting at the end is right on IMO too. (The hofi blob is a neat trick, but I always seem to wind up cutting the extra material off the end which eliminates any heat savings.) http://www.youtube.com/watch?v=tLRkOupbARM
-
No one piles more of that stuff than a bunch of blacksmiths. :rolleyes: