

jlblohm
-
Posts
196 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by jlblohm
-
-
I talked with the metalergist at the foundry the rhino anvils are made and he told me they are ground on a large surface grinder and it does use a magnetic chuck. He is not sure what incandescent iron works does for polishing but he said if there is any magnetism in the anvil it will work itself out.
-
6 hours ago, Jet Man said:
Well I fully intend to put it thru it's paces for the next few days.. hopefully it will release the magnetism.. it's a beautiful anvil..242 pound papa rhino.
Over on bladesmithsforum.com jerrod miller is the metalergist for the foundry that makes these anvils. I will shoot him a message to see what he says about them being magnitised.
-
A safe is nothing. A friend of mine "owed" a "builder" a thousand dollars and the only reason he never got paid was because the roof never got finished and the building suffered major water damage from the wicked Michigan Upper Peninsula winter. So any way the guy came in the next spring and stole the whole building and everything in it. Including guns a couple quads, $10,000 worth of tongue and grooved cedar, and countless other things. All the state cops said was he had a legal right to "repossess" the building because he was never paid. As for the contents they told him he was making it up to get back at the guy.
-
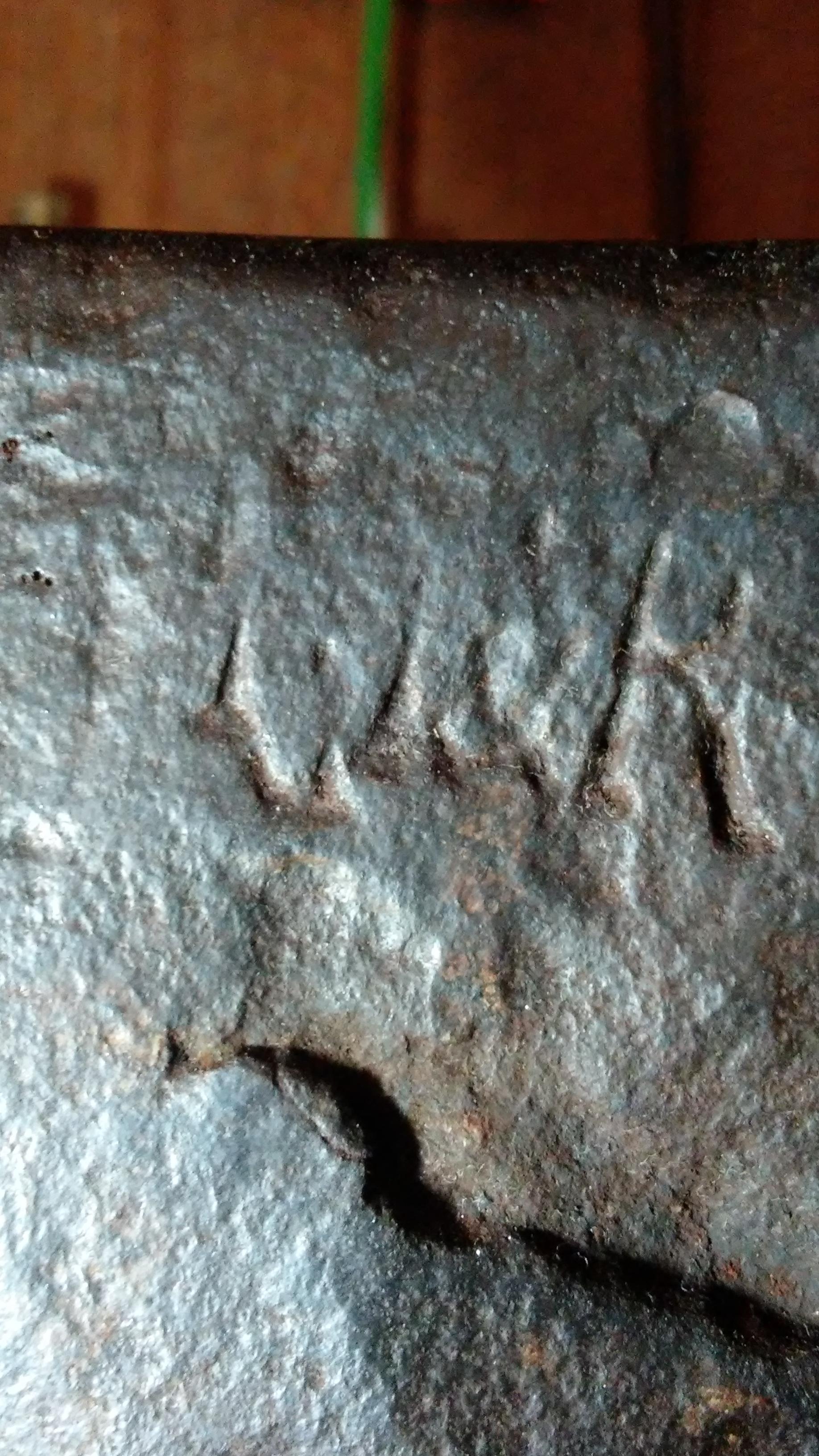
By looking at the flats going accross the feet i would bet it is a Peter Wright or Henry Wright
-
It looks kinda neat in that picture. I like the spotted corrosion look.
-
Thats awesome you got a great anvil thar will outlast you and probably yor kids.. Enjoy!!!
-
There is chips missing so it must be hard. All the welded anvils ive seen had rolling on the edges not chips so thats a good sign.
-
I almost dont wat to say this but it looks like the edges have been weded up. You can see the distinct lines that run the whole length of the anvil. One way for sure would be an acid etch. It would bring out any weld material. If done properly it shouldnt affect it much. I know you asked him and he told you it wasnt welded but i think he lied.
-
Still havent hammered on it yet but i put it on the scale and it is right on 110lbs. My daughter felt the need to point out the weight but it worked out for a size reference.


-
It very welm could be. Wilkinson is one of the big 3 anvil makers and later bought out Peter Wright. Look on the opposite side of the weight markings. Akso look low between the feet. According to anvils in america postman recorded 5 different makers marks. It is fitting the profile of a Wilkinson. It is looking like one of there erlier ones. Really blocky but that is a good thing. Good mass under the face. There is no mention of serial numbers in AIA.
-
One of the best you can get if there hasn't been any welding done to it.
-
Were you usinh a 20lb cylinder? If so was the tank getting really frosty?
-
Wow i have been searching for one like that also. This anvil i got i think just made me an anvil collector. Im now searching for nice old rare anvils. I have useable anvils (not that this one isn't) but i want rare and interesting now.
Here is a picture of me and my daughter at the falls. Didn't get a good picture of the falls but there was a huge ice island just below us in the picture

-
No i didnt get any bottom tools. I wish i did though.
I also wish we would have went to the Canadian side. It looked a lot nicer! I am going to take the whole family rhis summer and we are going to stay on the Canadian side by the casino.
I dont think i will ever take a hammer to this thing. I tapped it a couple times with a hammer and did a ball bearing test which came out to 85%.
-
On 2/2/2018 at 5:41 PM, arkie said:
The bit was newly sharpened, BTW
Arkie even mentioned it in his original post that the drill bit has been sharpened. I didnt just assume it was.
-
One question i have is have you ever sharpened a drill bit before? I have watched a lot of people try to sharpen a drill bit and they end up with the same problem you are having. There is more to sharpening a drll bit than touching up the edge.
-
Will do. I am going see what this thing can handle. And it will have inexperienced smiths working on it including my kids so it will see plenty of abuse. We will see if it can handle it.
-
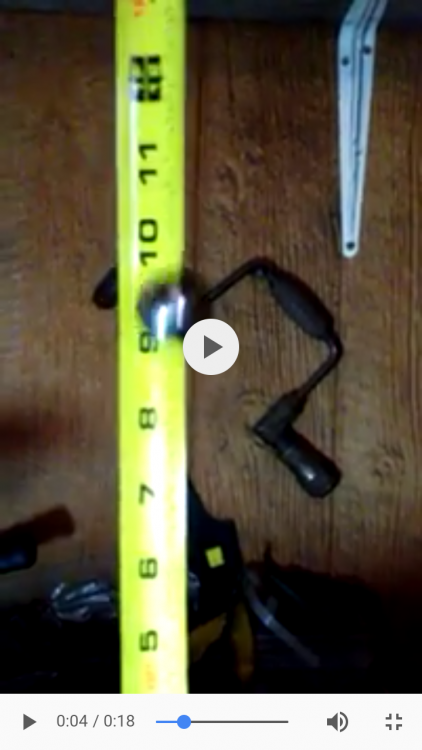
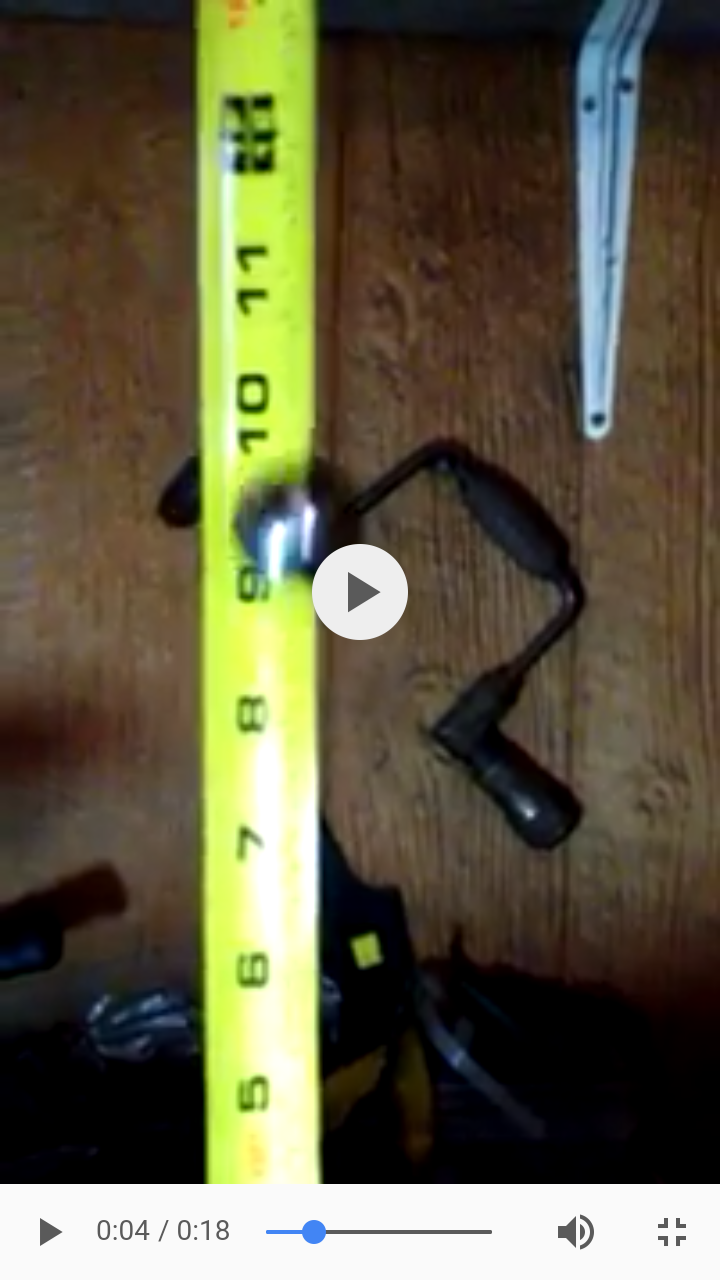
Here is a still picture of the rebound.
-
-
This is a 200# cutlers anvil i traveled almost 2000 miles round trip through canadian farm lands and the Adirondack mountains freezing rain, heavy snow and torrential down pours. I got elevation sickness in the mountains. I brought my daughter and my friend brought his son with us. We got to see Niagra falls and all kinds of beautiful countryside. IT WAS WORTH EVERY MINUTE!




-
One thing i should say is this anvil is made in china. But it is real steal and not just some ASO. The ring and rebound proves it.
You can actually buy them in bulk from alibaba.com
-
I'm going to start with the price point. On the website it was listed at $329 Canadian but with exchange rate I got it for $286 USD including tax. Shipping to my address in Michigan would have been $132 not sure if that's Canadian or USD. I was passing through and happened to be going by one so I didn't have to pay shipping.
So I decided to buy the princess auto 110# anvil the other day for the sole purpose of doing a review on it. I have other anvils that are good quality so I didn't really need this one.
Lets start with the quality of the finish. The horn is very rough and you can see some grind lines through the paint. The very tip of the horn has a defect. And the it is nor conical like the picture suggests.
The face of the anvil has 2 very small inclusions or pits and it appears that someone took a grinder with a flap disk to it. Not sure why but there is no start and stop marks from the grinder so whoever was running the grinder knows what they are doing.
The paint itself seems very cheap and flakes away fairly easy after it has started to.
The transition from theface to the horn could have been done a lot better. There is a drop from the face to the horn where it would be nice to have it flush. The way it is now will leave marks in the workpiece when drifting holes.
Speaking of holes...let's talk about them. They are very dirty. Not sure how rough they are but they are definitely dirty. We will see when I get a chance to blow then out and clean them up.
All of these things are me picking it apart. Now its time to talk about the good.
The rebound is EXCELLENT!!! 90% or more with a 7/8" ball bearing at 10 inches.
The size of the working surface is impressive as is how smooth the face is. It has VERY sharp edges.
I have video of the rebound test and pictures that I am going to update this with but I had a couple things come up and had to take off but when I get home I will post them.
Over all I really like this little guy. But the test of time will be the ultimate test and I will update this as time passes and damage is afflicted.
Horn defect

Paint chipping and grind lines in horn

Grinder marks on face

2 small pits in face


Rough casting on horn and raised transition from face to horn where pritchel is.

Hardy hole and pritchel hole.


Im uploading a video to YouTube of the rebound test and will post it soon.
-
That little chip on the side isn't going to affect the usability. I would like to see some more pictures. It does look like a very thin top.
-
Its a vulcan.












Magnetism and Anvils
in Anvils, Swage Blocks, and Mandrels
Posted
Not a problem.