

foundryguy
-
Posts
132 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by foundryguy
-
-
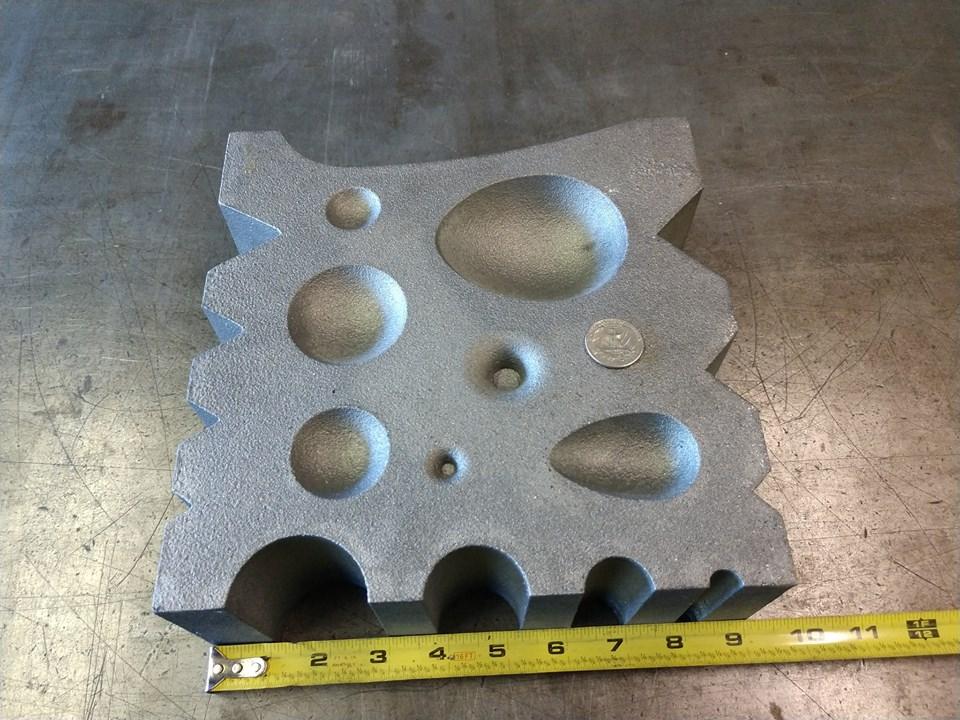
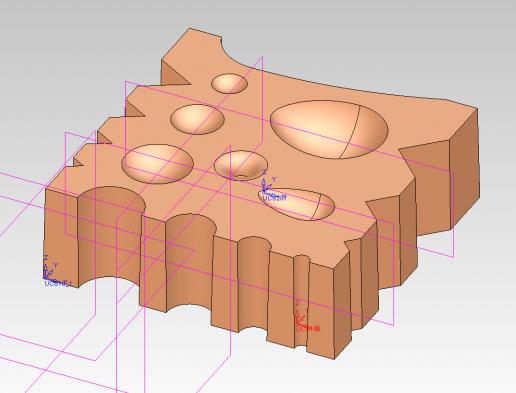
My son drew this pattern up and cut the tool last week. Pretty happy with what he came up with. These are ductile iron and 50 lbs. We are thinking about pouring a few out of H13 tool steel and hardening them up like the anvils. A big block with round and square holes is in the works. Cheers


-
To all. Thanks again for the support and kind words. The person in question started in about TFS anvils on my Holland Anvil facebook page then started saying I can not cast H13 so I took his comments down and he got upset. I was not up for defending myself or teaching a foundry 101 class to someone that can not listen. My page is not a forum, its just there to show off my goods and do some short chats. Some folks talk about other manufacturers and that is if fine. I do not knock any ones products nor will I, not on here, my page, an email or in person. We are trying to make the best anvil in our ability as metal casters. I have learned its expensive, time consuming and dealing with the public can be overwhelming at times.
My son is home from college and drew up a Swage block and cut a pattern last week. It has one large round impression on the back side. We should have some castings made this week in ductile iron. I do not think they justify H13, correct me if I am wrong. It should weigh around 60 lbs. He is going to do a 150 lb with holes in it next.
Have a great day! Greg
excess image has been cropped
-
On 7/22/2018 at 1:25 AM, stevomiller said:
Howdy Greg!
Really sorry he’s been grieving you, you see.........BTW what would approx shipping costs be on your 190 and 250 to San Jose, CA?
Hey Steve, I get a very good rate out to the Bay area on R&L carriers. I could get an anvil out to you for $200 in that weight range. I thought it would be more. If the Bridge School Concerts were still going on in Mountain View I would be out there in September. Have a great day!
-
Gents, it's Greg who makes Holland Anvils. The guy Kane, aka Travis, was posting tons of xxxx on my Facebook page. I blocked him but somehow he can still share my page and talk xxxx about my products.?
Every anvil I have made is cast H13 and hardened to 52 to 55 Rc. My metallurgist has material certs on every heat we've poured for the past 12 years.
The only complaints I have had are not by customers but people selling used anvils for exorbitant prices. I posted a note on Travis's Anvil page and he went crazy saying you can't make anvils out of h13 and blocked me which is fine by me.
I appreciate everyone's guidance when I started doing this six months ago and you'll never hear me say a bad thing about anyone's products ever.
Have a great day and a terrific weekend, cheers! Greg
Edited by Mod 44 for language
-
Thanks on the anvil coments, so far so good. I think we have sold around 20, mostly the 85 lb. My son Hobie is studying Chemical Engineering at Western Michigan University and is helping us out for the Summer. He is rocking some dread locks but hopefully not for long.
-
4 hours ago, Mike Cross said:
Thanks for the tip!
Mike, I would love to sell you an anvil or at least let you see what we are up to. My facebook page, Holland Anvil is my link to the outside world at the moment and you can contact me there if you would like. We pour H13 frequently and love the way it hardens, that is why we chose it. I appreciate being mentioned with Fontanini and Nimbas as they are terrific tools and the castings are made in the USA. Have a fine day and buy American, it matters! Cheers
4 hours ago, JHCC said:If you're looking for a new American anvil, also consider Holland Anvils (IFI member foundryguy), which makes a 444 lb. double-horn anvil in H13.
Thank you for thinking of me. We are casting a couple of 250 double horns this week. Swage blocks are in the planning stage as well.

-
Most are 8630 steel. Strong but not very hard
-
Going with completed, at least for now. The art is in the heat treat and I want anything with my name on it to be done correctly. Cheers,
-
On 5/4/2018 at 2:36 PM, jlpservicesinc said:
the Castings look nice an clean.. I can see why you are busy with work.. Nicely done..
The casting does look great I must say. When we took it out of the blast we all gave it a wow! 1st articles can be a struggle at times. It was so hot we had to put it on an iron plate as a skid would have burned.
The crown down the center line would be the parting and draft, at least on mine, both top and bottom. We would need to get the bottom flat by grinding so it would sit on a flat surface. A couple of guys that have hard verbal orders want them milled so we will see how it goes and keep track of the time involved and cost.
On hardening, H13 gets hardened completely, not surface hardened. All of my commercial castings are sold annealed as they go into tool shops for machining. In extrusion dies like a wheel mold they are typically used in that condition as hardening does not help with wear. Other applications require hardening, depends on the end use. We use a world class heat treater 30 miles from my shop and I am relying on their expertise on the process which is a vacuum process with a quench of i believe Nitrogen then a couple of tempers.
I appreciate everyone comments over the past few months. Have a fine day and cheers!
On 5/4/2018 at 3:50 PM, JlBlohm said:That anvil is impressive. You have created a masterpiece.
When the asparagus starts to pop I will be in your hood a few times. I will bring a few anvils up and meet you at the Brown Bear for one. Thanks for the kind words
-
31 minutes ago, JHCC said:
Impressive! Has it been ground & heat treated yet?
No sir, poured yesterday, still very hot! Question for you, if i ground them like we do all castings top and bottom and belt sanded the top would that be adequate in your opinion? If I do not need to mill them like I have been doing the smaller ones it would save a ton of labor and I could sell them at a cheaper price. TGIF and thank you!
-
Here is our newest creation. Poured yesterday. H13 tool steel, 450 lb casting.


-
I see them on blacksmith depot. Back to the drawing board
-
On 4/18/2018 at 5:25 PM, Frosty said:
My pleasure. Somewhere I have sketches of the steel stand I came up with but . . . well, that notebook is in the basement somewhere. Anyway, it was a 4 legged steel stand with a round top that was hinged. The swage block rests on the flat on the top. To access the edge you turn it on the round top inside a rim using a wrench similar to a large scrolling wrench. Then using the same wrench you take the weight off the two folding legs and the stand top hinges with the swage block into the vertical.
It's coming back to me now I think I came up with a pivoting 3rd. leg instead of folding legs. The folders were too problematical in concept.
Then I was given that beautiful Lancaster pattern swage block, needed a stand and had to help replace a bunch of guardrail so I came up with that one. It's very similar in concept and action to the folding steel stand just different.
Frosty The Lucky.
Is there a market for a block like that one? It is a simple casting, draft on the sides and easy to make. The blocks with holes and square openings are a tougher part to make in the foundry as every one would need a core. Similar material and hardness to an anvil?
-
Just now, Frosty said:
Please offer my personal attagirl for doing such a nice job. Seriously she even made you're part look okay.

Frosty The Lucky.
haha, i just sent her a note on it. Thanks!
2 minutes ago, jlpservicesinc said:Love to.. All of the Hay Budden Anvils over 150lbs had a slight crown to the face.. I got used to it and the Peddinghaus 275 I have now is pretty flat..
") Love pictures..
Love pictures..
I will get them too you, thanks.
-
Frosty, thank you for the kind words. My lady is good with a camera and the sound is super cool for sure. Cheers
12 hours ago, jlpservicesinc said:I am interested in seeing what you come up with.. If you are still accepting patterns to pour I might go that way.. Looking forwards to both models.. I'm not a fan of a completely flat face.. Do you need to have it machined before heat treat? Or could the face be left as cast?
The as cast face is drafted from the center line outward, it is drafted for molding. It is also a cast, rough finish. I would like to help you out but not sure it would be an ideal set up. I can shoot you a pic if you care to see it.
-
Pattern is done so I should be able to pour one late this week or early next. I will get a photo out once I have a casting. Lots of interest in it and doing one in that shape in the 225 lb range. 400 lbs is not a big casting for us so it should work fine.
-
The heat treat bills are killers and there is no way around them to do it right! Mill, drill and polish is a bit time consuming as well. 8640 would save me a bunch of cash at heat treat but I am going to stick with my H13 program.
-
Thank you, it's been fun but alot of work and expense making them.
-
Here is a bounce test on my 85 lb H13. VID-20180422-WA0007.mp4VID-20180422-WA0007.mp4
-
30 minutes ago, ThomasPowers said:
If you can forge on it; it's not an ASO, it's an anvil.
ASO is reserved for cast iron things where the face will dent under hot steel being worked!
I have had a couple people message me asking if I could make one in iron or ductile or not hardened at a cheap price, i tell them to keep on walking!
So on the photo that Koek posted, that is awesome! What would that be made of in the 1800s that would hold up for all these years?
-
2 hours ago, Frosty said:
ASO = Anvil Shaped Object and no, you aren't casting ASOs.
The reference is to the exaggerated false face plate on cast iron ASOs. My Soderfors has a demarcation between the body and false face plate. Like yours it's deeply hardened steel and has no need of a "face plate." When Soderfors was being imported there was a lot of negative advertising about Swedish cast steel anvils and one piece of propaganda was the lack of a steel face plate.
Thank you for the explanation. The badge is getting smaller as we speak. I am looking forward to getting a few cast and hopefully good field reports. Casting pics in a week or so!
-
I can not rework the tooling at this point other than the reduction of my badge or it will be 2019 before I can make a casting. Too many opinions led me in too many directions on this site and others. Ask 100 Smiths and I get 199 different answers. A perfect anvil to one person will have a dozen flaws or errors to the next person. Its kind of like comparing a Chevy to a BMW. Neither is perfect that is why I own both!

On the little 85 lber, i found the pattern and only added the name and hardy. I plan on changing the name to Holland Anvil instead of my company name.
What is ASO? I did not follow that? My anvils are cast solid and hardened throughout, not a surface hardening. I added the name in a recess so it can not be easily removed by someone.
Also, in the last photo JLP posted it looks like the hardy does not go through the anvil at all and if it did it a long shaft would hit the base? Maybe its a camera angle?
I also had several people direct me to put the upsetting block and the shelf on opposite sides unlike the photo above. They called it a knuckle buster? It is a bit more difficult to cast but we did make that change.
-
Possibly a beneficial bi-product but it should be quite smooth if it works.
-
My 400 double horn is taking shape. CAD says it will come in at 420 raw weight so finish weight should be in the 405 range. Shelf is on the opposite side of the step seen here.
Today I am going to reduce the size of the badge. My design guy got carried away as you can see on the photo. The casting photo is my 200 and I plan on making the same badge size and depth. I think we scaled it up on the computer and it is overwhelming in my opinion.
The hardy and hole will be on the same end as seen by the core prints. Hoping to cast the hole like the hardy as drilling through this much H13 is not fun.
I should be casting a couple of these next week in H13
I hope it is OK to say on here if not let me know. I have a FB page called Holland Anvil and i will be updating progress as well as here at times.








Largest vintage anvil
in Anvils, Swage Blocks, and Mandrels
Posted
I have entertained the idea of making a 1,400 to 1,450 lb double horn anvil in H13. With gates and risers that would be my limit on weight. Would there be a market for this? It would be in the 6 to 7 K range