
Donniev
-
Posts
189 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Donniev
-
-
Finally diving into the gas forge side of things, and I have what is likely a dumb question. I'm planning on making a NARB, if I make a forge that after refractory is 8"*6"*14" will I need 2 t burners? I've seen that you need 1 3/4 burner for every 350 cubic inches, so I'm wondering if that holds true when making a NARB? I could scale is back smaller to say 6*6*10 so I only need to make 1, haven't decided yet.
Thanks
-
Those look great, nice work!
-
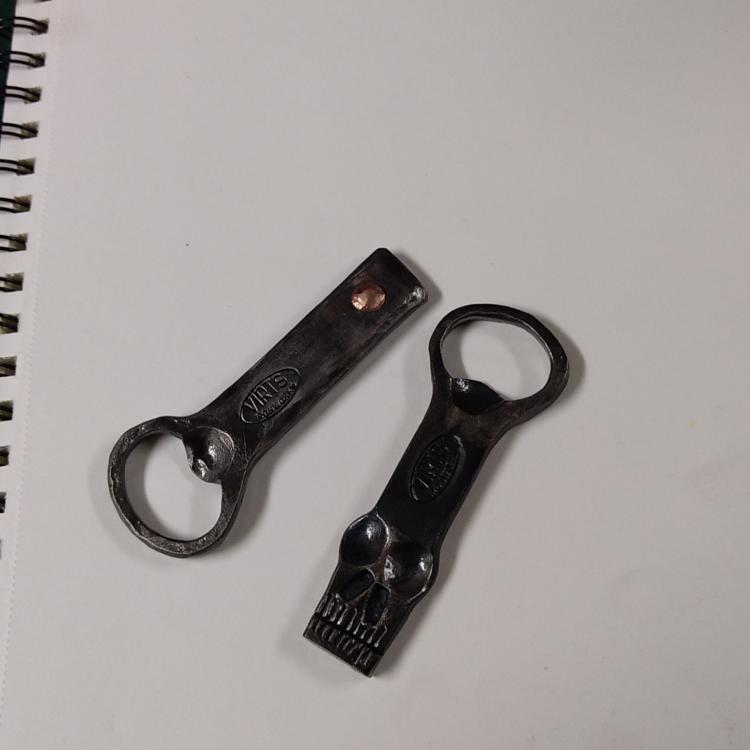
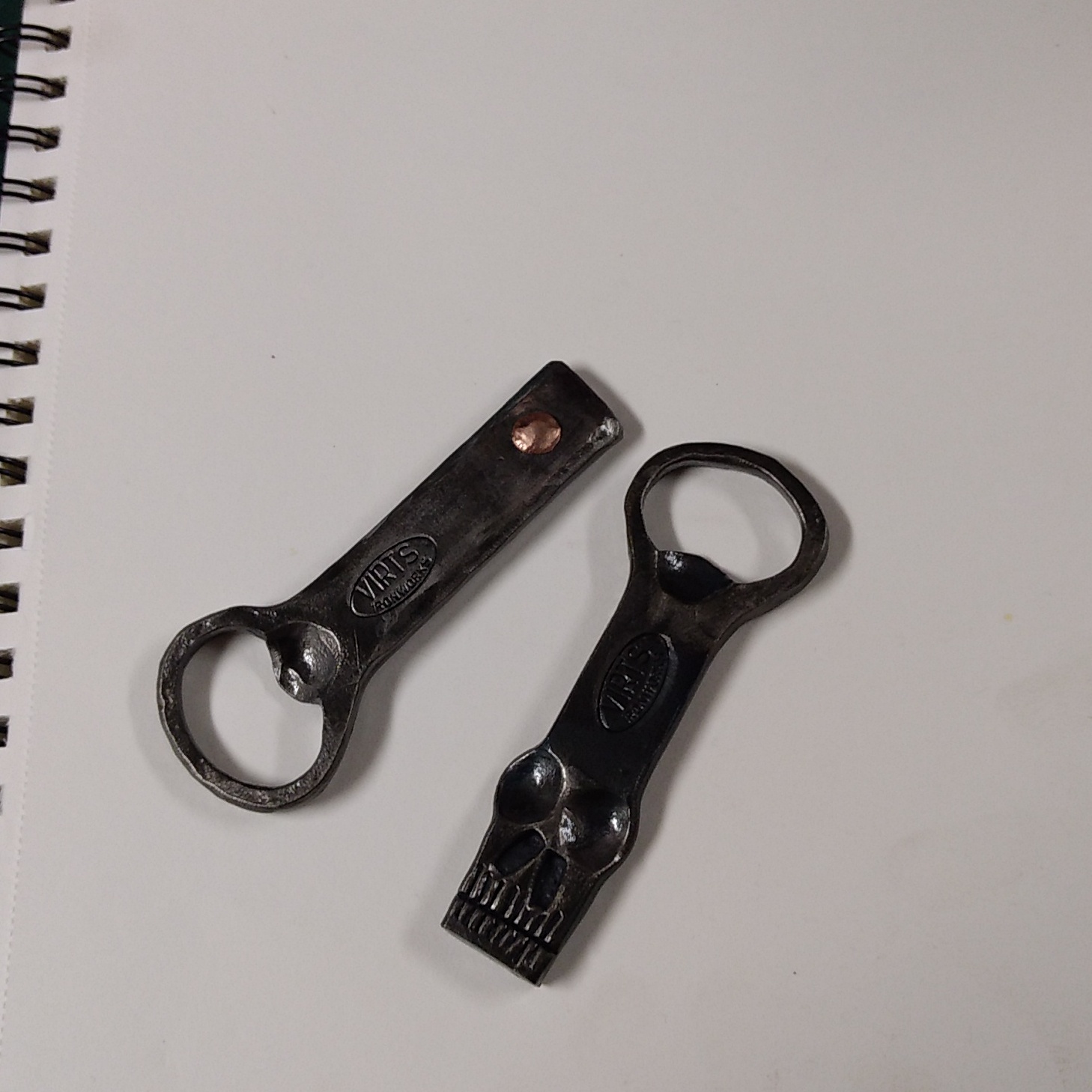
Only had about 45 minutes with the fire today but I got these done, cleaned em up and riveted later
-
I have a friend who wants me to make a coat rack for him, he wants 3" wide flat stock to be used...I'm wondering if it would be better one way or the other to get 1/4" thick or 3/16" and also the best way to go about keeping it flat and straight...it's going to be 36" long end to end, and aside from working it in the vise I'm just not sure how to have my finished piece not have some wobble when it's laid on the table. My anvil has slight swayback, it's not a lot but enough that I can't just use my anvil as a guage to see how flat it is/ hammer it back flat
Any thoughts appreciated
-
Finished a coat/ key hanger as a housewarming gift for my brother and his wife, and got started on a couple coat hangers for a friend's mom

-
For the temper I ran it to the first, dullest red I could see in the shade. I hardened and tempered each head separately. After I had the one face hardened and tempered I wrapped the finished side with an old cut up t-shirt kept in place with wire. I made sure to keep the shirt wet while bringing it up to and soaking it in heat....it's got a nice bounce off the anvil, so the HT took!
-
EJ I used 5 gallons of vegetable oil, threw a couple hot RR spikes in it first to get it warm. Honestly quenching it made me pretty nervous, but the oil never even got to the point of smoking, so no problem there.
John thanks lol! I've never put anything on my boots other than a few coats of water proofing spray
-
Well it took a while, but I finally made my first rounding hammer. Also took some time to make the needed tools (cupping tool, drift, eye slitter, top and bottom fullers) I also did a lot of reading this winter to figure out what alloy to use and the heat treatment process, but with some help of others I figured out what to use to harden it. 4340 steel, hickory handle
Open to any constructive criticism






-
Gave my 4 pound rounding hammer final grind tonight, just gotta get HT figured out and handle it now...going to make the handle myself
-
Finished forging this hammer eye punch today out of H13. Wrapped the end in a water soaked rag for heat treat, and got it handled. I've got all the tools necessary to make a few hammer for myself now, can't wait!
The cheeks are a little thinner than I'd like them to be, next one I make I'll use a wider slitter, the one I used was only 3/8" or so wide- hindsights always 20/20 right?



-
I had some down time a few months ago and made one. I didn't have access to a welder just yet, but I knew I would soon, so I made it just by riveting it together. The only weld on it was to get the Hardy shank welded on the bottom. I was concerned the rivets wouldn't hold, but I've put a beating on this thing and it's good to go! Only issue I have now is finding decent priced tool steel to make dies with- using mild steel thus far has been just fine so far

-
On the v bit tongs it may not be a bad idea to just with 1/2 and 3/4, or 3/8 and 5/8 ....saves you some money and you can always get a good grip on stock with slightly undersized tongs, or just toss the tongs in the fire and adjust them slightly for the perfect fit
-
Well I cringed doing it but I used my rounding hammer- I have a mild steel hammer I used to strike the rounding hammer. My hammer wasn't touching the hot steel any longer than it needed to, and I cooled it between heats. Really though that was only for the final few heats, most of the work is done by using the "fish lips" effect- Alec Steele has a video on how to make a cupping tool, it's what I used as a guide

-
Got a cupping tool made, picture is about 3 heats from being finished

-
IDK about HF since I've never used em, but they last 2-3 times longer than anything else I've bought. That price is buying it off eBay or some such site, I use the discount my employer gets buying in bulk so it costs me $50 for a 25 pack.
Maybe someone thinking about trying out the Walter can find 1 or 2 singles just to see what they think
This is just my opinion
Edit: I'm basing this off of when cutting tons of 6" pipe during demo phase in a job. A Walter disc would make 1 cut, and about half of the next. We had to use Menards discs for a day, it typically took 3 discs to get 1 cut...
-
Their cutting discs last forever compared to all the others I've used, their flap discs last a while too. Not sure how much their flap discs are, cutting discs are about$60-$70 for a 25 pack
-
Grabbed this 6" vise today. I have a 5" but the weight difference between the two is pretty big

-
+2 for Walter. Their cutting discs last 2.5 times longer+ than anything I've gotten from a Menards, Lowe's, etc. Kinda pricey but as stated above, you get what you pay for
-
-
Made a few pairs of tongs this week to hold larger stock. Left and right pairs hold 2", middle pair holds 1 1/4 and 3/4". Wasn't until I had em riveted that I realized I forgot to make a set down on both sides....But, they work

-
Thanks Reynolds, I'll post pics when I get it mounted but it may be a few weeks
-
Wow, everything in this is pretty impressive. The machines are awesome and your work looks superb as well...You should post more often!
")
-
I've always used Tillman gloves. I only wear it on my tong hand so I'm able to punch/slit/drift without my hand getting burned. Now if only I could find a right hander using the same pair.....

-
I just made a few hot work tools from h13, a slitter and a hot cut. After flying through a piece of 2" mild square bar with the slitter, I'm now trying to locate a few feet of it at a decent price. I bought 3 pieces of 3/4" 6" long, and right off was surprised at how hard the steel was despite it glowing. The slitter got red when it got stuck in the 2" piece it was in, it was just fine though after I got it out- spring steel would have been ruined beyond further use.
I'd like to replace some hot work tools I've previously made with spring steel with h13- I've only used it a few months but I'll never spend a lot of time on a hot work tools again unless it's h13















Naturally Aspirated Ribbon Burner. Photo heavy.
in Ribbon Burners
Posted
Frosty what ended up working out for you to prevent the burner block getting hot? Did just turning up the pressure work as you'd surmised earlier?