

Jspool
-
Posts
219 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Jspool
-
-
I haven’t been hunting since I left Alaska. Now if I can take an elk within 1/2 mile of the road I’d think about it! ow I’ll have to go to Youtube to investigate inflating animals!
-
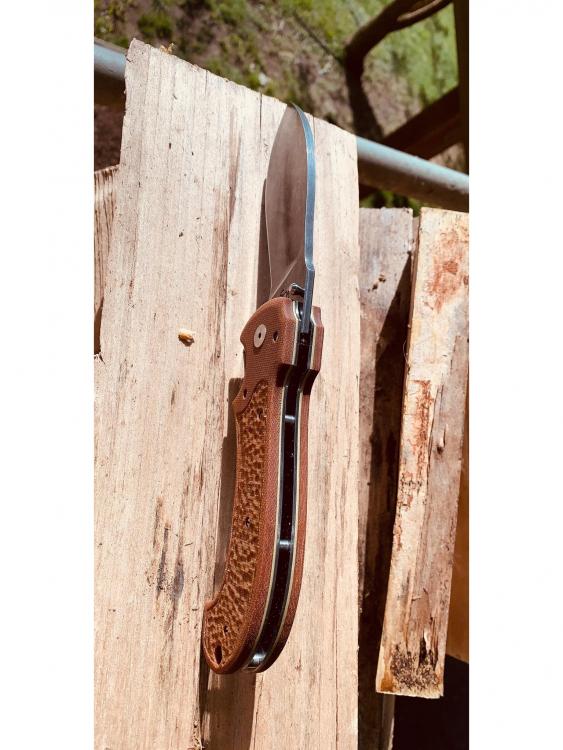
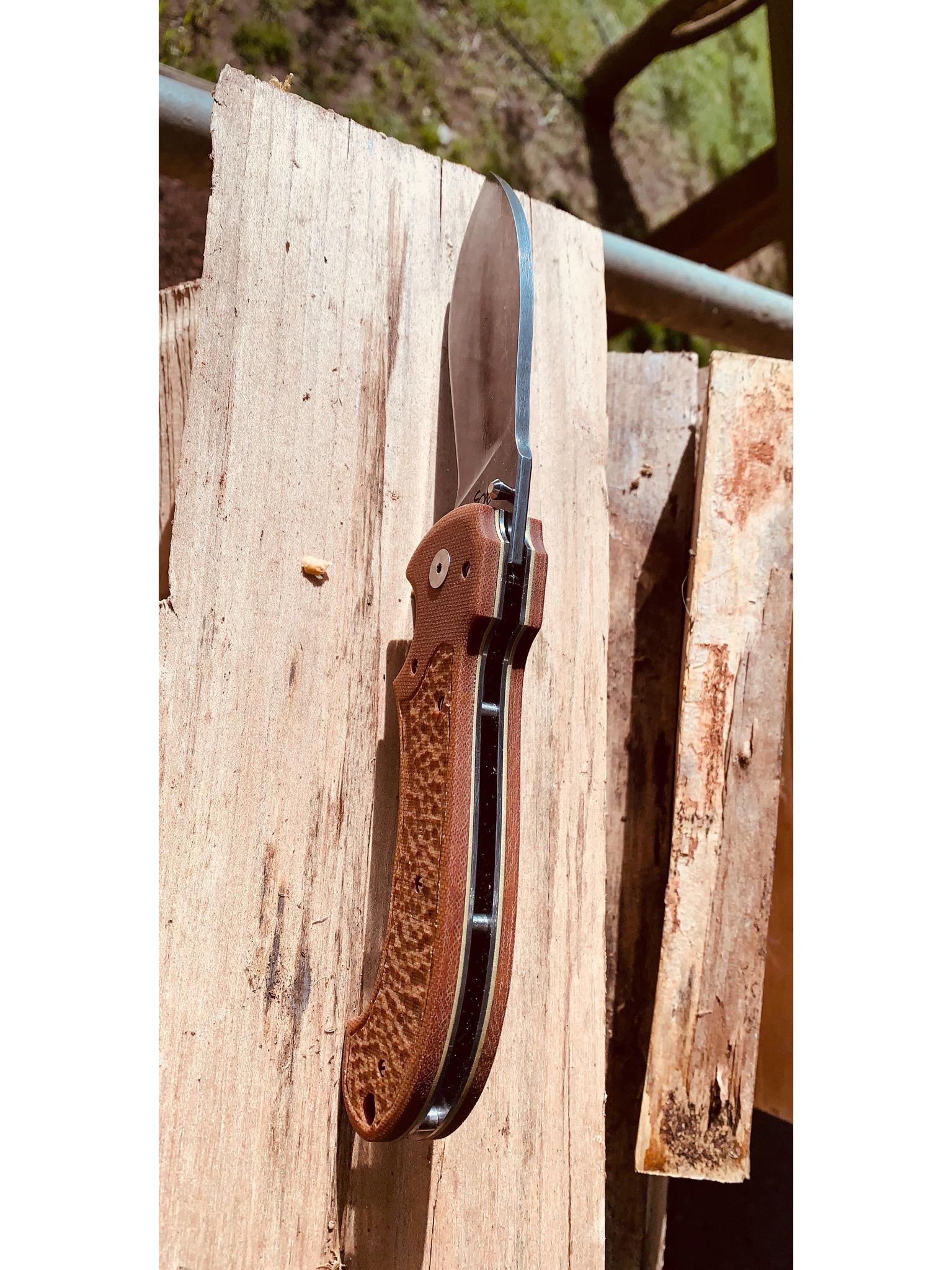
Here’s a field version of the feathered damascus/elk version I posted earlier.This folding skinner is utilizing .150 80CVR20 steel for the stone washed 4” blade. Liners are titanium, and the scales are canvas micarta.


-
Verry pretty! Great damascus and some special stag! For the first one I would say pretty amazing.
-
Thomas, the whole knife comes apart except for where the scales are bonded to the scilicone bronze spacers. I wouldn’t doit in the field however!
-
I’ve had more time than usual to work on my bladesmithing so decided to get some folders under my belt.
My learning experience (with lots of tears) has culminated in my design of this folding skinner. Blade is 3.75”
of 1084 15n20 feathered damascus. Liners are titanium, and scales are local elk on bronze.
Spine is left open so animal gunk can be cleaned out easily.





-
This setup has worked great for me for quite a few years now. I picked it up at an auction so have no idea how old it is.


-
I love the die lifter! Looks a lot like mine. Did you do this in order to have the room for a billet splitter?
-
I've used some super heavy I beam type presses that tended to flex some when under a lot of pressure. I see that you have reinforced your beam, but unless its super thick steel to begin with, I would recommend welding a strong back to the rear of the I beam. Building your dies on plates that just slip into tracks made from inverted angle iron works well, and change out really quickly and easily. Good luck!.
-
Beautifully done. Real flowing job done on the filework. Great sheath!
-
Looks like you’ve done a thorough job. I can’t wait to see the video!
-
Thats' a fine piece of craftsmanship! Did you drill the horn liner for the sheath in order to sew it???
-
From the picture with no dimensions, I would ascerain that the front/back rigidity appears very good. However, withould knowing the gap on either side to the frame I couldn’t make a guess. The relatively narrow platen is in hour favor. I suggest running the press and blow the relief valve pressing something sitting on one side of the press table. Observe how much cant is created and might be adjusted out. If the amount is satisfactory, move forward, if not stick to working in the center, or deal with working with wonky billets like I have!
-
Combo “T” dies are great. Your presses ability to run off center work will depend upon the play and engineering of your guides. If your upper die cants, your billet will banana as it is drawn out
-
Hi,
If it were myself I would gusset the web to the sides front and back, top and bottom in order to reduce any chance of twist.
Should make for a clean looking press!
-
I run my slots across the die. Unless you have a huge press don’t even think about pressing 5-6” of grooves at a time. Start with just a couple inches of billet on the die then move it in another couple inches being sure to fit the grooves you just pressed into the die so everything remains lined up for the length of the billet. Only press red metal. Do not press cold. You can use kiss blocks if you please if that makes keeping a constant thickness easier. Good luck. Looking forward to seeing your results.
-
Amazing control with that Howe
-
Congrats on procuring a beautiful hammer! Doesn’t look so compact to me!
-
Very handsome blade. Great attention to detail.
-
Thanks BGD. I do have an inline oiler on the hammer. I’ll check to see that its working and whether it gummed anything up.
-
My 150lb Iron Kiss keeps crapping out on me. It will work correctly and the make some top end hits and then just sit at the bottom. Air pressure is fine and I suspect roller valve/s.
I am not proficient in preumatics and wondered whether anyone could suggest who I might call to fix this for me. I am in Port Orchard WA.
-
Nice! What psi are you running at ? At 10hp 3600rpm 7gpm, I would have thout you would get 40t at 2000psi, not 15
-
Thanks. I was wondering how you got around the corner!
-
Well I'm no expert and while I can hear your .mov files, the visual is not coming through for me. On my Kinyon bpm is adjusted by the placement of the roller valves. Did you try lowering the top roller? Is the hammer hitting hard? Hopefully someone with a lot more knowledge will chime in.
-
Very nice. great handles. I have drawings of a similar design I had planned to make, but never did. Does your tang extend into the handle past where the shortest cross grain exists?









Field Version Folding Skinner
in Folding Knives
Posted
Perhaps a CO2 shark dart? Pretty portable!