
mike-hr
Members
-
Joined
-
Last visited
-
-
Thanks, folks! I think this will be a fun demo. fairly fast, simple, and people love to see holes drifted that exceed the width of the parent stock.
-
This is on a display table at the Mining Park in Tonopah, NV. I thought I would make one for an upcoming demo I have, but it would be nice to know what it is. Thanks, mike

-
The lightswitch, and my brain... I would suggest you use the same next time you ask an openended question.
-
It was awful stormy yesterday, I ended up retreating to the shop all day and addressing an issue I've had. It's a challenge to make a separate set of tongs for every flat bar in the shop. After remembering to stay hydrated, I started sketching, then forging and machining, and the thing works. The tong design came from some notes I took at a Mark Aspery class, 10+ years ago. I revisited the idea recently, and I really like them for square and round. I incorporated the removable bit idea to deal with differing widths and thickness of flat stock. The hex bolts thread to and fro to keep the reigns at a comfy gripping space. Started with 1/2 x 1" flat bar. More pics





-
That's pretty nifty. Brazing rod puddles for the stand out part?
-
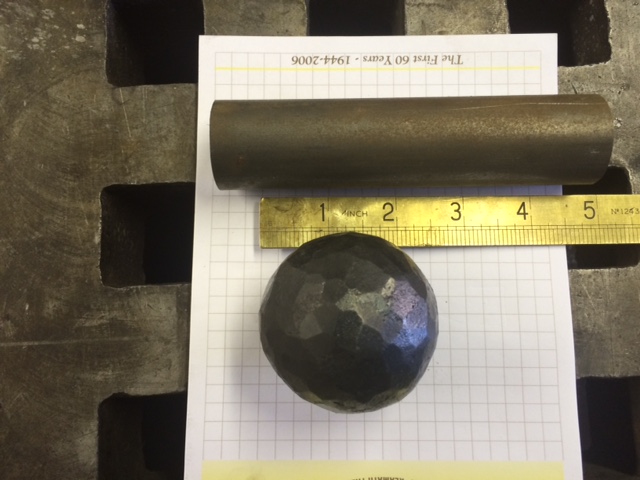
Started with 5 inches of 1-1/4" round. Started upsetting it with the Kinyon hammer just to see what would happen. It started to take on a roundish shape after a few heats, so I went with it. Came out 2-1/4" diameter.
-
Gerald, I just drifted it so it would use my goto handle, 24-28oz machinist handle. I buy them in case lots and try to use them on everything I make, so all my hammers feel the same to my hands.
-
I can't comment on the electrics, but I think there's a basic mechanical problem in your sketch. Your spring, or swaybar is drawn horizontally, and as the hammer raises, the distance from the center pivot point to the slide changes, and I don't see a way to compensate in the drawing. I think a shackle on the front would not transfer power very well.
-
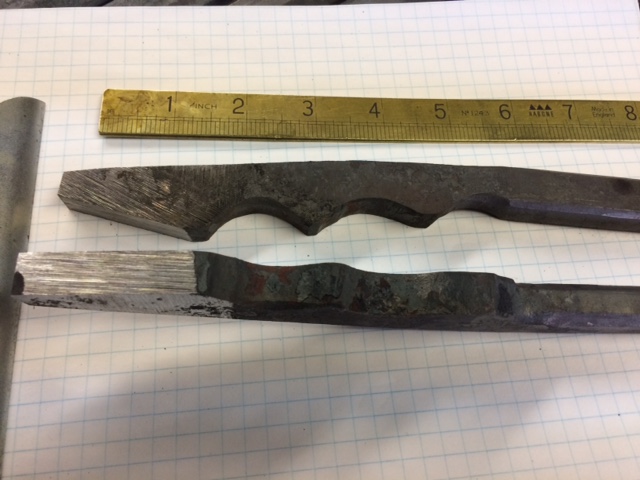
It was 2 weeks before Christmas and I get a call from a lady that doesn't know what to get her husband for a present, but she knows he wants a hand made small axe. I had never made one on the fold and weld style, but I found a nice tutorial by Gerald Boggs on the Mark Aspery youtube channel. Off I went to the shop, and by golly, it worked. I made this one yesterday to keep the muscle memory alive. I messed with Geralds dimensions a bit to make a smaller eye that I already have drifts for. To be honest, I'd rather punch and drift a hole in solid stock, the drifting process on the wrapped style threatens to peel the forge weld apart, and often succeeds. They do have a cool factor though. I inserted a spring steel bit into the cutting edge, and etched it a bit. the dissimilar metals add to the nifty look. After hardening, I did the mandrel eye temper to get some colors, and finished with Renaissance wax. Thanks for doing that video, Gerald, the husband was all kinds of happy, and I got some cash for Christmas cheer.


-
My best advice would be, 'listen to the fire'. When you are cranking the blower, the fire should have a noticeable roar. If it doesn't, stick the pokey tool to the bottom of the fire while cranking, and give it a slight lift. If it doesn't roar then, clean it out.
-
I was shooting in the dark when I did the lg100, and it was confusing as one of the parts works upside down. I backed off for a couple days, bought a slab of hard maple, glued and squared the wood so it was the same size as my steel blanks. I cut my dovetails and tapers in the maple first. it was fast, tangible, and helped me work out the cobwebs in my head
-
I'm sure you can save it. On the one I did (not saying it was correct), I marked the edge of the lower die that will end up being closest to the operator. I didn't taper this side, so it would lay against the sow block always. I called that point 'Home'. I cut the taper out of the off side, and used the key to drive the die toward 'Home'. Make sense? I think you can re-mill the off side with the 1/8/ft scenario, and be fine.
-
Several concerns.. I see by the mill setup you are cutting the dovetail angle, but is this also tapered? you would need a shim between the die and the mill table. The LG100 I made dies for, the sow block had approx. 1/8inch/foot taper. I reproduced this by sticking a 1/16" TIG filler under one end of the 6 inch parallels on the mill vise. I feel your 5 gallons ain't enough, and the heat in the center will temper out any hardening you can get. I used a 15G beer keg with warm water. The die screamed a bit, but had good results. Read up on Prussian Blue to dial the wedge key in, plan on a good half day to get 90% involvement. It's been a year since I did this, I'm a bit fuzzy on who is tapered, and who isn't. Hopefully someone will chime in and correct me.
-
I use Norgren valves, 1/2 in ports on the 5-port, 1/4 in port on the roller shuttle. I dont see the need for 3/4 inch ports unless the air cylinder is similar equipped. 5 port valve is Norgren MN01CGA73A000,, Mcmaster # 6124K36 Roller shuttle is Norgren X3064222,, Mcmaster# 8277K14 If you get the hammer running to your liking, I recommend buying spares to keep on the shelf.
