

twar
-
Posts
24 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by twar
-
-
12 hours ago, Frosty said:
Drill hammers have the curved top shape to reduce the space needed to swing by mimicking the arc of the arm swinging it. The length of the handle was usually shorter for the same reason. I think that one may have been re-handled in the past, it's not uncommon to see drill hammer, heads on single jack sledge, handles.
Frosty The Lucky.
Thanks! It was specifically the curved top I was wondering about. Your "arc of the arm" explaination makes sense.
-
9 hours ago, ThomasPowers said:
Twar, looks like a drilling hammer used with a star drill to hand drill holes in stone or concrete.
Thank you Thomas.
-
2kg. Forsbacka hammer from a weekend fleamarket in Sweden - ca. US $7.
Forsbacka is a old steel town, 45 mins from another Swedish steel town - Söderfors.
I have not seen this shape before.


-
-
This press is from L. Schuler (Schuler Group) in Göppingen, Germany. The company was established in 1839 and is still in business.


-
No, this is not mine. Mine is just a child’s toy by comparison. I wonder how much the thing weighs?
-
In western Norway, this press is currently on offer for free to the first person who can come and «pick it up».
It’s German-built from 1934, and it’s rated at 540 metric tons.

-
I'm no expert, so my advice is real cheap. In Europe, all standard out-of-the-wall electricity in a house or office is 220-240V/single phase. We don't always agree on the shape of the plug at the end of the cord, but the juice coming out of the wall is the same (everywhere I have ever been in Europe).
Did the motor come with bridges or ties you can put between the posts?
Your brown wire will run to V2 and the blue wire to V1, and then you tie U2 and V2/V1 and W1 to run CW (clockwise) or U2 and V1/V2 and W1 to run CCW.
My old drill press is (almost) set up this way
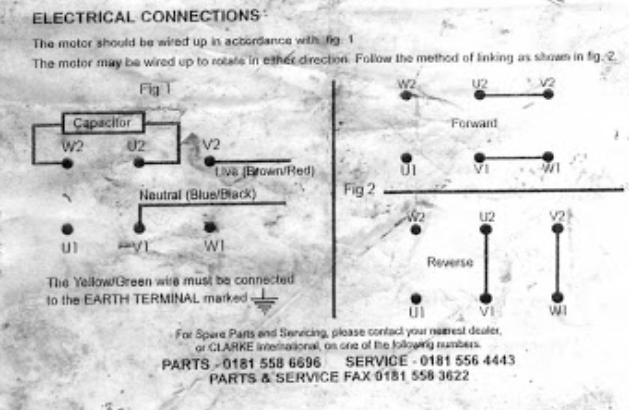
I think Clarke still makes motors, so they should be able to confirm this.
-
Thank you Frosty. I was just curious about the brand and history of the vise. It looks solid and I’m interested in old vises/tools. When I drew a blank, I thought I had overlooked something so I asked the group. When you too came up empty, I googled Penn and the German word for vise, «Schraubstock», and Bingo! Penn is an Austrian company (penn.at), and they continue make vises to this day. Thanks again.
-
Here’s a picture of the #515 1/2. The owner says it weighs just shy of 75 lbs.

-
I've found a solid-looking bench vise for sale, a PENN 515-1/2, but I have been unable to find more than a couple a references to Penn vises. Does anyone have more details? (I've seen a picture of a 515, but the one for sale is a 515-1/2
") )
)
Tom
-
Thank you.
-
I just bought my first gas forge, a single burner BECMA. It’s insulated with untreated/coated ceramic board. The instruction say to open the doors and heat it up slowly/carefully and the allow it to cool a couple of times before actually using the forge to heat metal. It says nothing about rigidizer or ITC or any other treatment.
I already have some rigidizer and ITC, so my question is, do I treat the inside of the forge before or after «breaking it in» with the careful initial firing, or does it make no difference?
-
Good advice. Thank you.
-
Thank you. I will use D2.
-
This is the «before picture». This what it looked like when I picked it up—not all that beautiful. It’s currently in pieces, so I’ll get back with an «after picture» when I’m done cleaning it up. It’s 3’ across the top/fly and 30´´ tall. The screw is 2-1/2´´, 3-threaded.

-
This is merely a beginner’s experiment to see what I can do with my newly acquired 120-year-old H-frame manual press (guessing it to be about 5t). I know I can punch, bend and form, but can I cut/shear sheet metal in a way similar to a bench-mounted, levered metal shear—but on a smaller/finer scale. So, no major project—I’m just learning. And I’m not trying to stamp straight though sheet metal, but rather shear progressively throught it (if that makes any sense). I may fail spectacularly, but I will learn (maybe). My original question was, what kind of steel is typically used in sheet metal shears? I have H13 on hand, but understand that it’s not the best choice. Thank you all for your feedback.
-
Thank you Latticino. Think for example something like a simple hinge blank where a 3x3"(+/-) piece of 12-14g sheet metal is cut in to two hinge halves. No curves, just straight lines and right angles.
-
Thanks ForgeDad. What would the blade of sheet metal cutter/shear be typically made of?
-
Definitely a big help pnut. Thank you.
-
My "blade" is a thin piece of steel with a ground sharp edge that I want to press/cut through cold sheet metal. My cut will not be a straight line, and that's why I am asking about the bending. I have enough H13 on hand, but if I didn't what would be a better choice? Thank you for the help.
-
Thank you all for the feedback.
-
I'd like to stamp sheet metal blanks using my fly press. If I make a "blade" out of e.g. H13, can I bend it (hot or cold?) in to shape (also with the press) as I would mild steel? Thanks.





It followed me home
in Blacksmithing, General Discussion
Posted
Makes perfect sense, but I've thought of that.