Donal Harris
-
Posts
970 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Donal Harris
-

What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
I have a truck rim I plan to use as a base for my grinder, but until I get a grinder with more hp, there is little reason for me to do so. I really only use it to sharpen my shovels in the Spring. I never noticed its motor was only 1/5 hp until I tried to use it with a buffer wheel. Anything other than a light touch to the wheel will stop it. I haven’t done much at the forge lately. My last two things I’ve finished are a cane for my mother-in-law and a divot repair tool for my father-in-law.


-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
You have gotten very good at that repousse’. -
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
Nice -
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
I have been wanting to do something like your bowling ball thing from the first time I saw you post about it. I just haven’t come across a ball yet. I had thought I might weld a table to a trailer hub and axle to make it easy to turn. One problem I have with chasing (haven’t done the other yet) is vision. My old eyes just can’t see the fine details. I tried some clip-on magnifiers for my bifocals, but they didn’t help. -
Welding Chair Suggestions for Aging Dad
Donal Harris replied to Donal Harris's topic in Everything Else
He has a gantry hoist in his shop. That was the first thing I thought of, but it only moves across the width of the shop and not forwards and back. It also lifts too slowly. Something like that would be a good thing for someone who is totally incapable of standing up on their own. I considered counter weights as well, but that seemed to be something which would work well to make him essentially weightless, but way too complex. What I think may work is something like this, assuming it moved quickly enough. Or maybe something like that with a spring which wouldn’t totally do all the work, but would serve as more of an assist. I have also considered going to a place that sells used office chairs, but all I have ever seen or used don’t do a good job at lowering smoothly. You press the lever and they all seem to just drop to the lowest point quickly. Then you have to sort of stand while pressing the lever again, at which point the chair rises too high and you have to try again. I am really surprised that with as many Boomers and older Gen Xers as there are today, someone out there hasn’t already invented something to do this already. Seems like there would be a fairly good market for it. I need to keep him going out to his shop for as long as possible. As long as he is still able to get out and work in his shop, training his dogs, or down in South Texas or North Dakota bird hunting, I will still have him. This came about because he told me the smoker he was building would be his last. I told him it wasn’t and bought him another 8’ of 18” pipe. I told him that he may wake up tomorrow and just not feel like getting out of the house and when he does, he should just say, “Not this morning. Maybe later today.” And if he gets out there and feels done in after an hour, that is OK. He should just tell himself he is going to go take a break and will come out again later in the evening or maybe tomorrow. He should never think he’s made his last smoker, bird hunting trailer, press break, or any of the other things he has always been making. There will someday be a half finished this or that which I will find and finish once he is gone, but I am just not ready for that yet.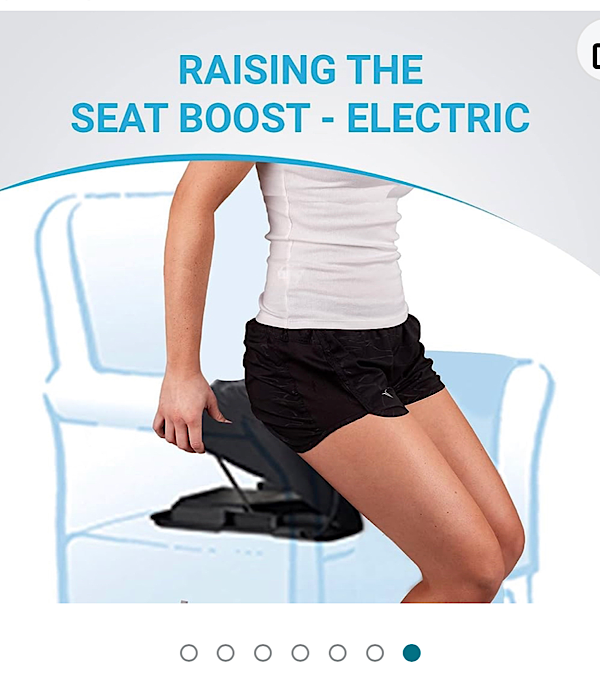
-
Welding Chair Suggestions for Aging Dad
Donal Harris replied to Donal Harris's topic in Everything Else
Both rheumatoid arthritis and psoriatic arthritis. Not a lot of cushion in his spine. Same with his knees. Plantar fasciitis. Leg pain. AMI a couple of years ago. The guts of an EZ Lift chair or something similar using hydraulics instead of electric motors was my initial thought, but I am not an engineer. I work in a clinical lab. -
Does anyone have a suggestion as to welding chairs which help a person with problems going from a standing position to seated and then back up?
-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
I got my youngest daughter to try setting a weld for me once. Didn’t work. The flux squirting out scared her. My latest key chain. It is for my baby brother he was in the Oklahoma National Guard. 45th Infantry Brigade Combat Team. He was a TOW crewman. This is what his shoulder patch looked like if I remember correctly.
-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
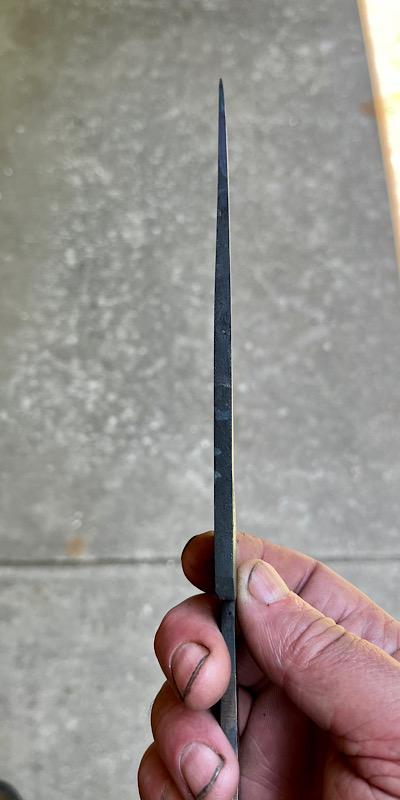
Sweet railings, John. What stock did you use? What coating did you use? Billy, nice corner hooks and brazier. My wife has been on me to make some to replace our old and tacky tiki torches. Start of a small wrought iron hatchet with inserted high carbon bit and possible HC poll. Hunting knife with old file welded in for the edge. Tip warped during quench. I tried to straighten it by bending it in a vice between two pieces of flat bar. Tip snapped off. Ground in a new tip. Quenched and it warped again. Reheated and quenched again in oil, after 10-12 seconds I removed it and placed it between two pieces of flat bar and let it cool. No warp. Once side of the blade had the wrought iron totally ground off. The steel is solidly welded, so it should hold, but assuming I wanted, could I repair that side by forge welding on a thin piece of WI without burning up the edge steel?





-
Me too, I was just surprised you didn’t already have a pair. Not that having 3 or 4 or the same tool is a bad thing.
-
Why the bolt cutters?
-
I think the paint stirrer is the sand paper block? Went to LA’s Recycling Center with my Dad in OKC today. Primarily just to see what they had. It is sort of hard to walk around the place and get to things you want to look at. I several times had to remind myself that I am no longer young and the paths I was picking as we wove our way through the junk to find the treasure were probably a little to sketchy for me to go down, and if a bit too sketchy for me at 60, would certainly be too much for my Dad at 74. I will go back later with a trailer. Today was just for scouting, but I did leave with a couple of things. Some sort of cable and a worn out bearing? or something like that. The welder was one my Dad brought me from his shop. I had taken his much larger MIG to a repair shop in the City a few months ago, so he no longer needed the little one.

-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
Nice camp axe. Christmas ornament. WI and copper.
-
Some more recent things. Arrowhead keychain fob for my Director. Heart with my initials and those of my wife chiseled in. It has a cross on the back. It also is a keychain. It was for my wife’s birthday




-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
Cool S hooks. Birthday present for my wife. Wrought iron and copper.

-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
I don’t really sell the things I make. I make what I want and if someone wants it, I give it to them and make something else. Even at higher than market rates, I wouldn’t even be able to put gas in my truck or pay the light bill if I was to try and make a living at this. I probably spent at least 6 or 8 hours over a few days making that Big Red One keychain. At say $45 for the thing, not factoring in materials, equipment, consumables, or fixed costs, that works out to less than minimum wage. As for this one, I posted it to my Facebook account and a friend I met at Basic and then went to AIT at Ft Sam Houston and later Ft Riley as our first assignment told me he wants it. So I am making myself two more. One to use and another to have in reserve for when I invariably lose the other. -
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
I had my hotdog tongs that I use sitting beside by grinder. I have been doing quite a lot of grinding on copper lately. It could be that. But I think it was most likely the fact my acid bowl was sitting underneath the deck chair I was sitting in while cutting out the copper side of the arrowhead. Of the two, I suspect the latter to be what caused the contamination. It is just displacement of the copper dissolved in the solution with the iron particles on the surface of the WI. Sort of copper plating without electricity. -
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
A 1st Cavalry Division insignia would be cool to make, but probably a little harder to get right. One of our main guys in our state artist blacksmithing association is a retired SGM. Artillery. He joined up after high school and did at least one tour there. He was an E-5 when he was sent over. I haven’t talked about it much with him, but have always assumed he was better off getting sent there as an E-5 than as a private straight out of high school. But perhaps not. I was a medical lab specialist and was stationed at Ft. Riley as my first duty station after lab school. I was assigned to Irwin Army Community Hospital there and thus wasn’t actually part of the 1st Infantry Division. I wore a MEDDAC shoulder patch. My second and final assignment was at the 5th General Hospital in Bad Cannstatt, West Germany, now just Germany and the 5th General Hospital is no more. I am proud to have been associated with both. The 1st Infantry Division has an incredible history. So many lives sacrificed to retain the freedoms too many take for granted today. The 5th General Hospital was the first hospital to in Normandy after D-Day. They didn’t sacrifice as much as those doing the actual fighting, but many of those who did were able to go back home only because the hospital was there. You are overthinking the holes. Their purpose is much simpler. It is two pieces, wrought iron riveted to copper. The copper side has BOSS chiseled into it. It is a keychain for my boss. Thanks for your comments and your service. Walter Cronkite was an idiot who totally misunderstood everything he saw there. -
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
I haven’t done anything of significance out at the forge lately. Certainly nothing as good as that stair railing. Mostly I’ve just been piddling with pendants and key chains. Not really forging. The keychain is something everyone should recognize, especially those from the USA. And if you are from the USA and don’t….. Well, you just should know. The arrowhead looks like copper, but is actually wrought iron. I assume my acid became contaminated and it deposited on the iron. To get it off, I will just use a solution of vinegar and hydrogen peroxide.

-
It arrived last night. Crate was in good shape. No chips or dings on the anvil. Now have to dress it and remove all the ugly blue paint and check for Bondo. It doesn’t appear to have nearly as much rebound as my little Mousehole.

-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
Beautiful brackets. -
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
Thanks. That was what I was going for, something to just keep the edge from getting dinged up. I started with two flaps, but found one of them to be redundant, so I removed it. You can see the scar where the snap once was. I had thought about trying something out of wood to protect the edge, but wasn’t sure I could pull it off. I forget there I saw it. It was on YouTube. Some outdoor guy in Finland or somewhere in Siberia. -
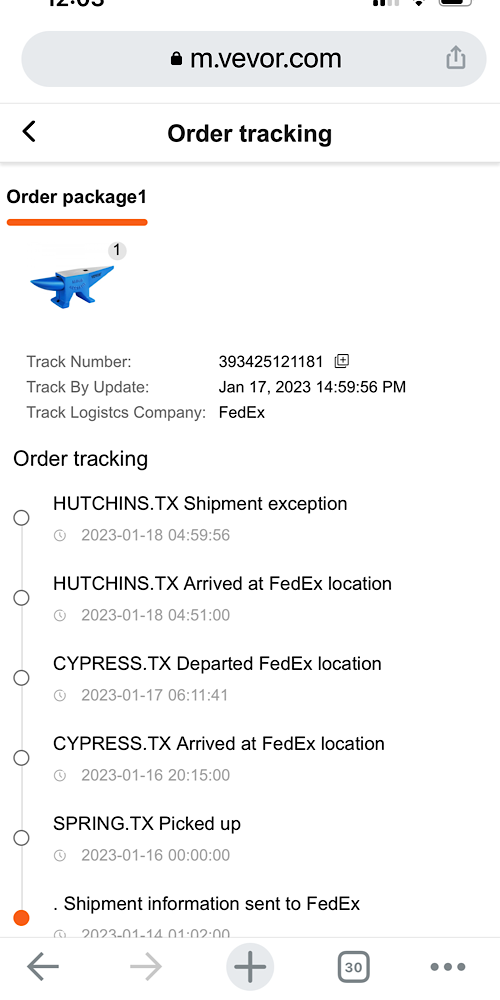
Vevor. 132lb. Estimated delivery 1/19/23. Evidently it is stuck in Hutchins, Tx with a FedEx “Shipment Exception” whatever that is. I assume it means I am very unlikely to be getting the anvil on the 19th. I was hoping to have it mounted before my wife came back from visiting one of our daughters on Saturday. That way I could have said, “New anvil? No way. That old thing has been back there for a long time now.” Kind of hard to do that when they end up delivering the busted crate right about the time she pulls in.
-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
The one I made for my wife had the same problem. Too heavy. It would slide off. Finally finished the ulu my daughter asked for this morning before work. If I do another one, it will probably be just solid leaf spring and not WI and spring. I am pleased with it. No gaps between the scales and blade. Not so happy with the sheath.


-
What did you do in the shop today?
Donal Harris replied to Mark Ling's topic in Blacksmithing, General Discussion
Nice fireplace tools, Mark. Very good work. As for me yesterday, I woke up in the morning and remembered I had forgotten the wheat twist handle for a coffee scoop in muriatic acid over night. It was almost eaten clean away. :-(