JasonBH
-
Posts
6 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by JasonBH
-
Ok, now I know.....anvil is made from 8640 Normalized and tempered.
-
Thanks Thomas and John. After trying to mill it today, I will really need to try and find out what this is. Was trying to take a heavy cut on the cut table and suffice it did not respond well, at least not with the tooling on hand. Never end tried to mill the face. To be fair this is a fab shop dealing with mostly A36 plate and tubing. While the mill was way more than enough machine, their tool options were very limited. it was a friend trying to do it as a favor...so I had no cost tied up. I think I will take it to a local shop for surface grinding to be safe. There are plenty around who resurface heads and such. I don't know but I am sure it is a pretty high alloy. We did grind a bit on it and sparks when looking at test charts resemble something in the 43xx range....but admittedly I am no expert in spark test and I looking at the charts and judging by memory. Should have taken a video. So I am biting the bullet and just asking the foundry (really just should have done that from the beginning...making this hard on myself), I am rather sure they will tell me if they are able. I just wanted to avoid that simply out of professional curtesy. But worst that can happen is they will say they can not say....Beside, I spend a lot of money there. So I really did not plan to highjack this thread, I was just really wanting to know how the original poster made out with theirs, it just grew from there. Honestly I was excited to find someone in the same boat as me, that is having a raw casting to work with. Most folks are making one or reconditioning an old piece.
-
Really was not looking for answers as what to do,....was asking the person who posted how they went about the heat treat process and how what they may have learned. In terms construction of the fire, how they built their quench tank and so on. The mechanics of the operation, not the specifications of the controls. Thinking they may have thought of something that I did not. Possible they worked through a problem such as controlling the fire or maintain even heat that I am still working out on a larger scale. So to answer your question, I would not have access to parts to spark test against. I live in South Carolina and they are in Milwaukee. Only parts they make that I know the alloys are the parts they make for me, but those parts go from foundry to machine shop and out to a customer or too one of our warehouses as finished parts. Don't think anyone would like me taking a grinder to any of them. I do understand your point to compare against known alloys, just not really an option which you didn't know that. Now I plan on asking the foundry if they will at least confirm it is a basic carbon steel, or a high alloy requiring special treatment. Maybe they will flat tell me they type and grade, don't know and out of respect I have not asked. I have also asked the OEM of the finished anvil, they are a local tool company also in Milwaukee. Still waiting on a reply. I am betting on one of the many variation of A148. But they go from a grade 80/40 to 165/150. I believe someone will tell me something, I mean its an anvil.... I have only started this process and find the materials needed....worse case is I can get take off a sample from the foot and send for spectrograph and chemical analysis. I do not think it will come to that but I will consider it if I have to....and really don't know what that would cost me.
-
https://www.garagejournal.com/forum/showthread.php?t=266090 Check out the site above....that states tha it is a "Sisco Superior"...I do not see a star here, but the "MADE IN SWEDEN" stamp looks just like yours.... So maybe you can search for that some to find comparables. I don't know really anything about them although I was able to get a nice 87lb Paragon a year ago. Paragon (Soderfor) had a number if different markings used over the years. I only know that in doing research about mine. Take a look here (see attached),,,,, Made in Sweden with the 5 point star.....maybe a clue for you.
-
Well I have not sparked tested and would consider that vague at best. I did contact the anvil manufacture to see if they will tell me the material since I do not think these anvils are in production any longer...which is how I was able to get this casting....so we will see. For agitation, plan is to use an irrigation pump, roughly 100GPM. Actually not sure on that yet, a friend who is a farmer offered its use, albeit I have not laid eyes on it and he is not sure of its specs. He would have to go "dig it up". He states he can pump down a 1000 gallon take in less than 10 mins so I am guessing 100GPM. I will need to get it and test it to make sure it up to the task first. Mid operation failure would be a disaster. So the plan is just closed loop recirculating the water or brine and point the discharge hose directly at the anvil face from the bottom of the tank as the anvil will be submerged face down. that is another reason for considering the Brine solution to increase boiling point and reduce steam. I do have concerns of the corners of the hardie hole being stress risers and possible point for cracks. So I think I will try to radius those a bit. Same for the transition to the cut table.
-
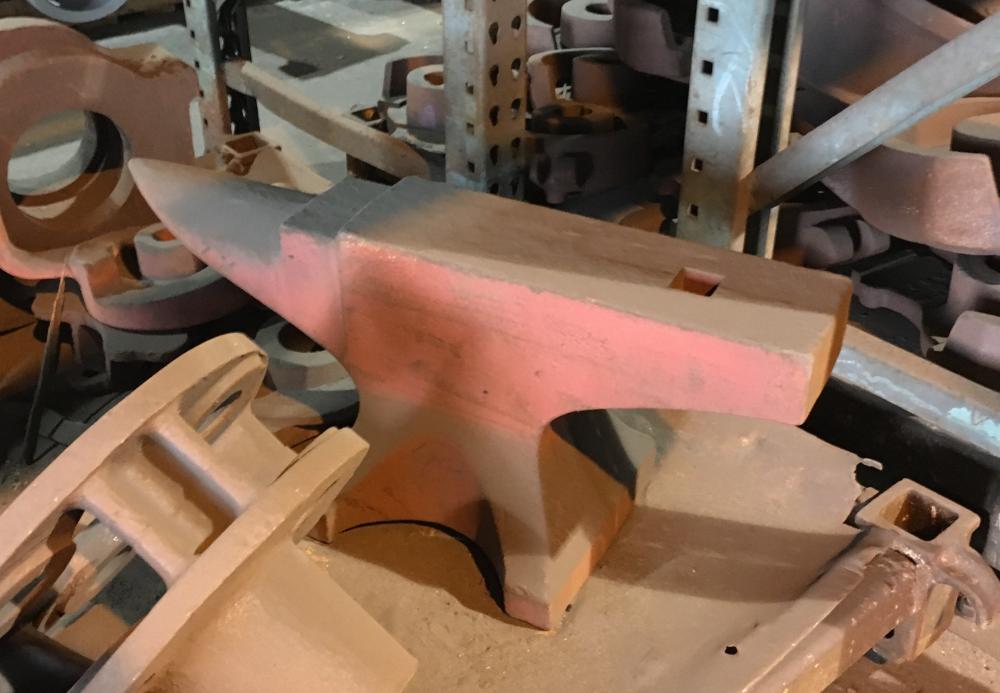
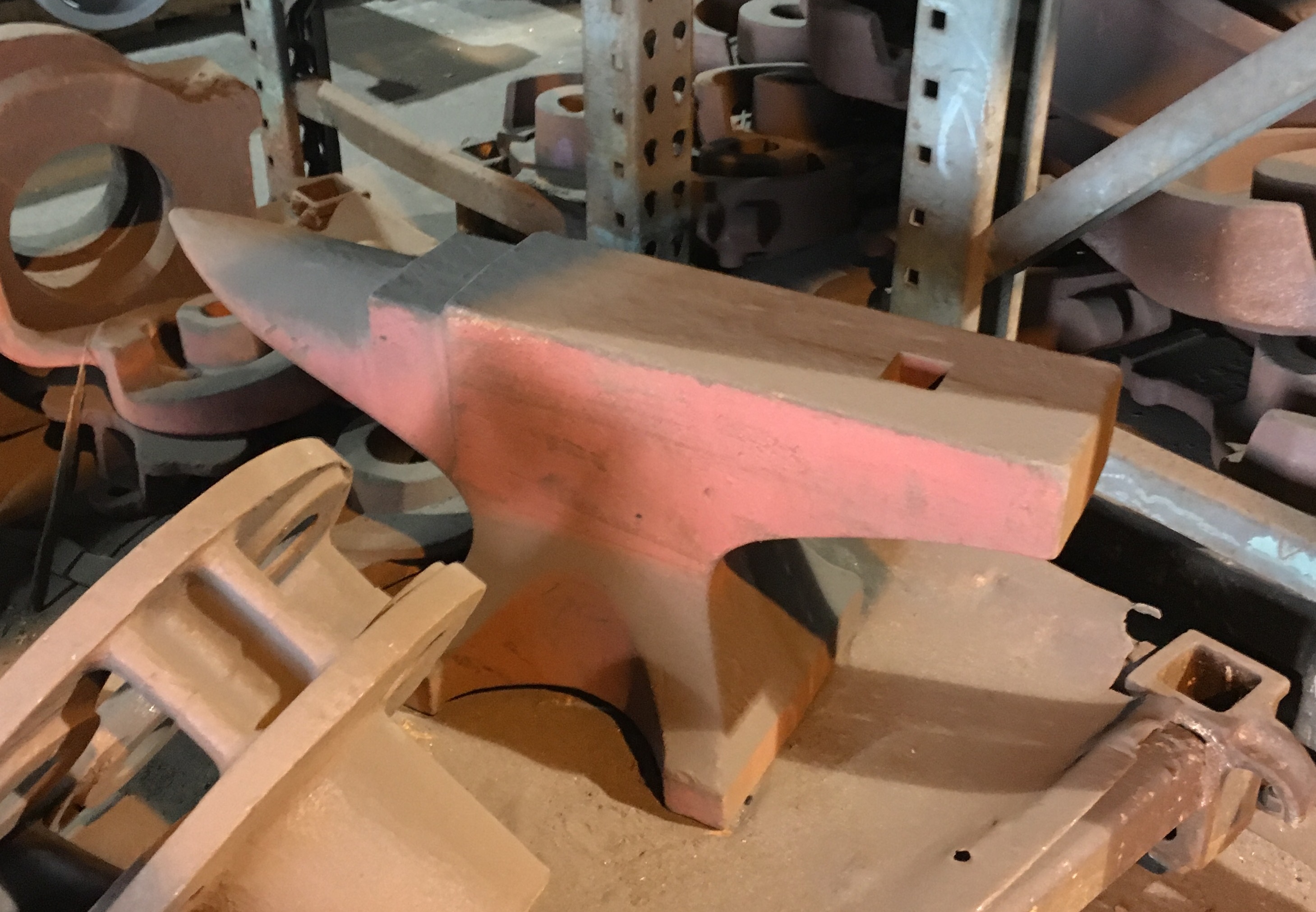
Hey, I would like to know how you made out with heat treat on this anvil. I am the category manager for castings and forging for a large OEM. I was visiting a steel foundry in Milwaukee and came across a anvil casting on their overs pile....slated for scrapping. I worked it out to get the anvil and had it shipped back to South Carolina. Raw casting, so I am going tomorrow to have the face milled and ready for heat treat. While I know its steel, I don't know the exact material. I know the alloys this foundry pours mostly, but I don't think they will tell me the chemistry since that knowledge is IP of the people they originally poured it for....just like I would expect them to not tell anyone the material of the parts they make for me. So I have not even asked, beside, they did me the solid giving it to me and even blasted it first. I just had to have it shipped home. BTW, it is 200 lb, actual 205 lbs. So after machining I have to heat treat and temper myself, and I am working out how to do this in my back yard. As long as it is not a high alloy or special alloy, I believe it will be straight forward and manageable with careful planning and some measures to monitor the temperature. As it is right now, as a raw casting it is pretty soft. So I am curious if you did this and how did you manage the set up to heat, control the heat and quench. I will water quench, but considering Brine quench both with aggressive agitation. See the pictures.