

Kev walker
-
Posts
26 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Kev walker
-
-
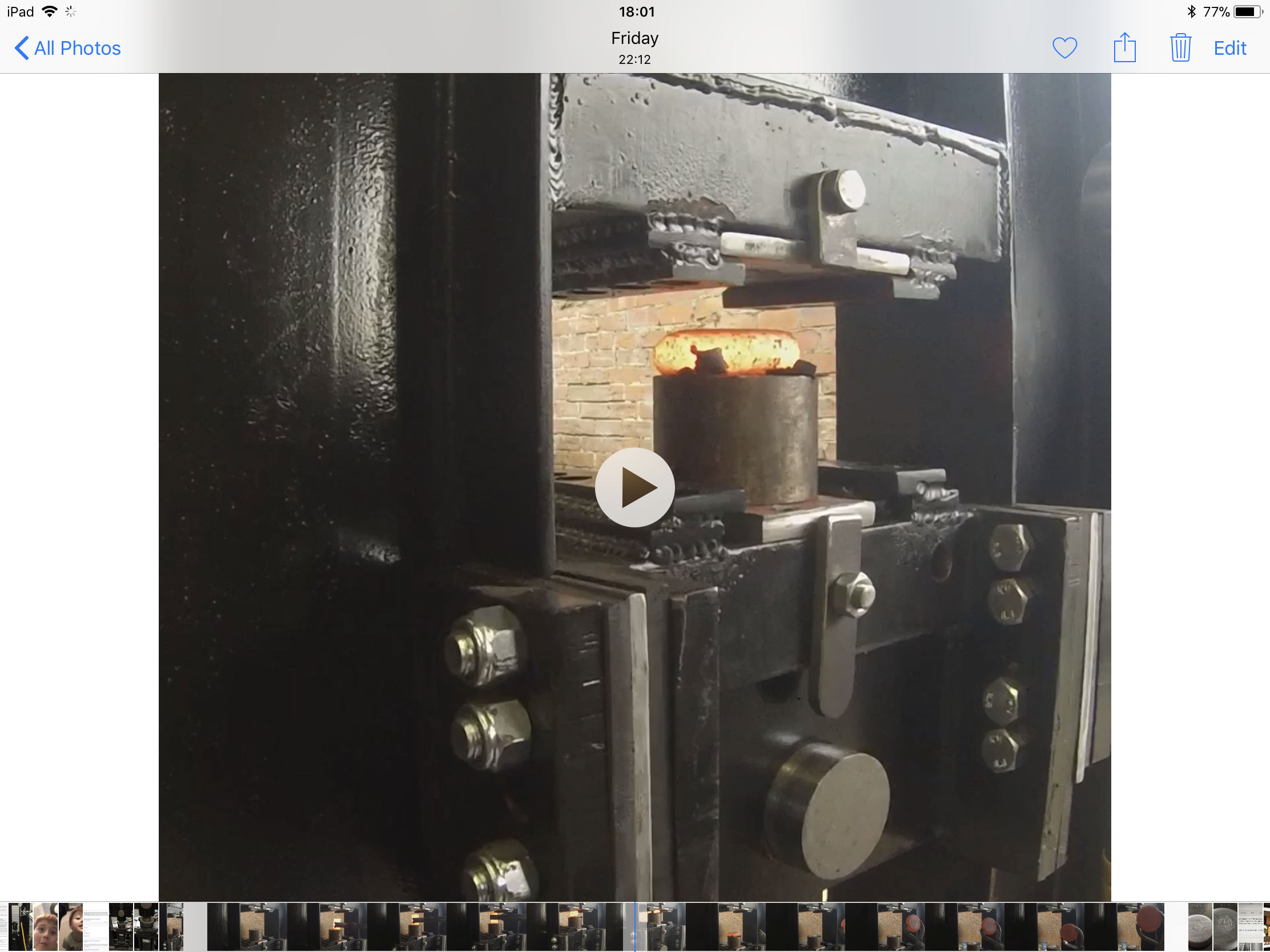
Press works well It works as good as I hoped it would the round billet was 1 1/2 x 3” mild steel It also punched a couple of hammer eyes did a good
job I have a vidio on instagram #bisopnorton1959 if you would like to see it thanks for your help
-
18 minutes ago, ThomasPowers said:
Suggest you make a hammer for yourself instead; very messy making yourself into one...
")
-
4 hours ago, Latticino said:
Cylinder crossection area= pi * D * D/4 = 3.14 x 5 x 5 / 4 = 19.64 square inches
Force exerted = pressure x crossection area = 3000 x 19.64 = 58,905 lbs.
Unit conversion: 58,905 lbs / 2000 lbs/ton = 29.4 tons
Many thanks i didn’t think It would be that much but thanks I’ll get my forge going in the week and see if I can make myself a Hammer, cheers
-
Thanks for your replies I think i must be dumb I can’t work it out the. I keep getting the wrong answer internal diameter of the cylinder is 5 inches it as an 8 inch stroke and the rod is 2 3/8 60 mm and 3000 psi It would be very much appreciated if somebody could work this out for me as it is giving me an headache thanks
-
Well I fired the press up I was pushing 3200 psi and a tad over a inch per second I don’t know what that means in tons
can any one tell me cheers
-
2 hours ago, bubba682 said:
She sure is purdy there Kev by put up a few pics when ya get her goin squeezen some steel.
Cheers I will I’ll see if I can put a link to a vid on YouTube
-
1 hour ago, BeaverNZ said:
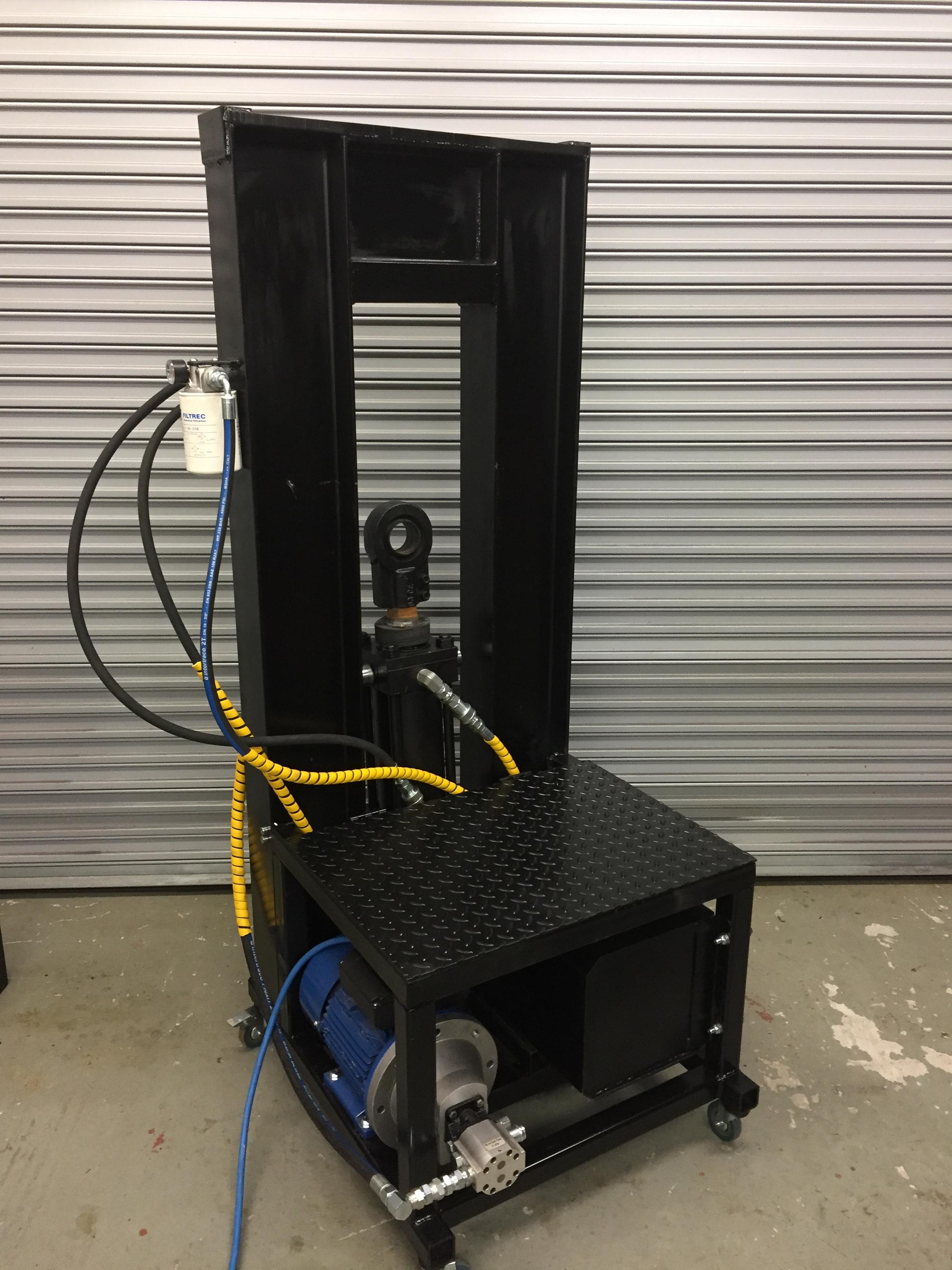
Very nicely finished Congrats Cheers Beaver
Thanks almost done just a few bits and I’ll fire it up
-
On 05/11/2017 at 12:17 AM, bubba682 said:
Sounds pretty scientific there Beaver lol basicically i'll be tig ing the first pass then i'll be puttin a couple of passes of stick over it and just weld er out. Im not worried about speed i want good fusion for the first pass.I'll make up for speed with the stick its just basic welding theres no special procedure for welding that frame.If i had a deeper penetrating mig i'd use that after i tigged it but all i got is a 220v/170 amp mig i wouldnt trust it for the press and hydraulics it just doesn't have the ability for penetration and fusion required.We always preheat in Canada its cold up here i don't need any micro cracks forming in the weld because of moisture that could lead to a catastrophic failure.Low hydrogen rods dont like moisture now if i run 6011 for a first pass i might get away without a preheat as long as air temp is above freezing.Personally i prefer heating it up to 250/300 degrees to me it makes for a better weld, up here most high pressure pipe precedures require it depending on air temp for example.So when it gets cold, out come the tiger torches for small bore and chicklets for the big stuff. Alot of the certified plate shops up here sweat it out to 250 degree before its welded .Anyway thats how i do it and so far so good passed alot of xrays and made some good cash over the years.
Oh and Kev she looks good buddy what steel did you make the pins from.
.
The bottom pin is 41 mm h13 and the top pin is 65mm I think 24t I don’t know what the equivalent will be in Canada but the guy at the steel place so that would be plenty strong enough we Shall see I think I will take them out after I have had a go with it just to make sure they’re okay



-


This thing is going on wheels just over 6 foot and 28” wide it’ll just go through my door . I don’t know if this motor pump setup will be ok
got it off eBay the other day 3.7 kw 5hp 8gpm Hilo pump £200 should be able to give it a try by the end of the week with a bit of luck thanks for your comments
On 05/11/2017 at 12:17 AM, bubba682 said:Sounds pretty scientific there Beaver lol basicically i'll be tig ing the first pass then i'll be puttin a couple of passes of stick over it and just weld er out. Im not worried about speed i want good fusion for the first pass.I'll make up for speed with the stick its just basic welding theres no special procedure for welding that frame.If i had a deeper penetrating mig i'd use that after i tigged it but all i got is a 220v/170 amp mig i wouldnt trust it for the press and hydraulics it just doesn't have the ability for penetration and fusion required.We always preheat in Canada its cold up here i don't need any micro cracks forming in the weld because of moisture that could lead to a catastrophic failure.Low hydrogen rods dont like moisture now if i run 6011 for a first pass i might get away without a preheat as long as air temp is above freezing.Personally i prefer heating it up to 250/300 degrees to me it makes for a better weld, up here most high pressure pipe precedures require it depending on air temp for example.So when it gets cold, out come the tiger torches for small bore and chicklets for the big stuff. Alot of the certified plate shops up here sweat it out to 250 degree before its welded .Anyway thats how i do it and so far so good passed alot of xrays and made some good cash over the years.
Oh and Kev she looks good buddy what steel did you make the pins from.
.
The bottom pin is 41 mm h13 and the top pin is 65mm I think 24t I don’t know what the equivalent will be in Canada but the guy at the steel place so that would be plenty strong enough we Shall see I think I will take them out after I have had a go with it just to make sure they’re okay
-
-
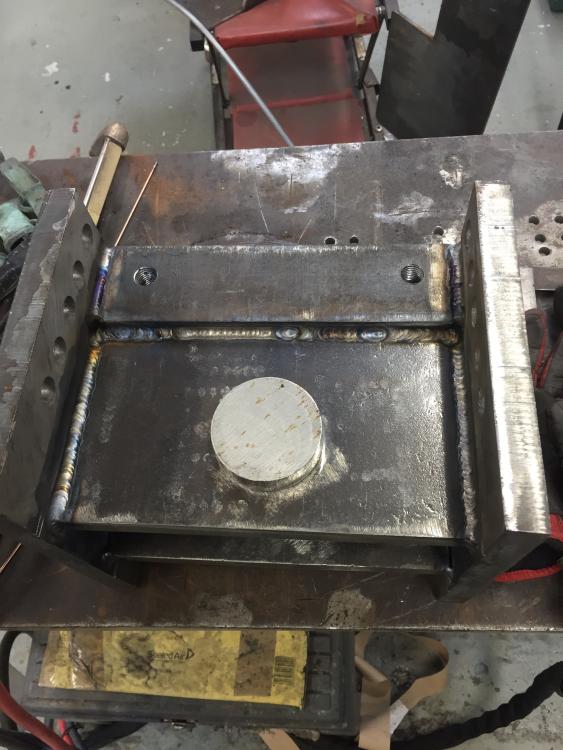
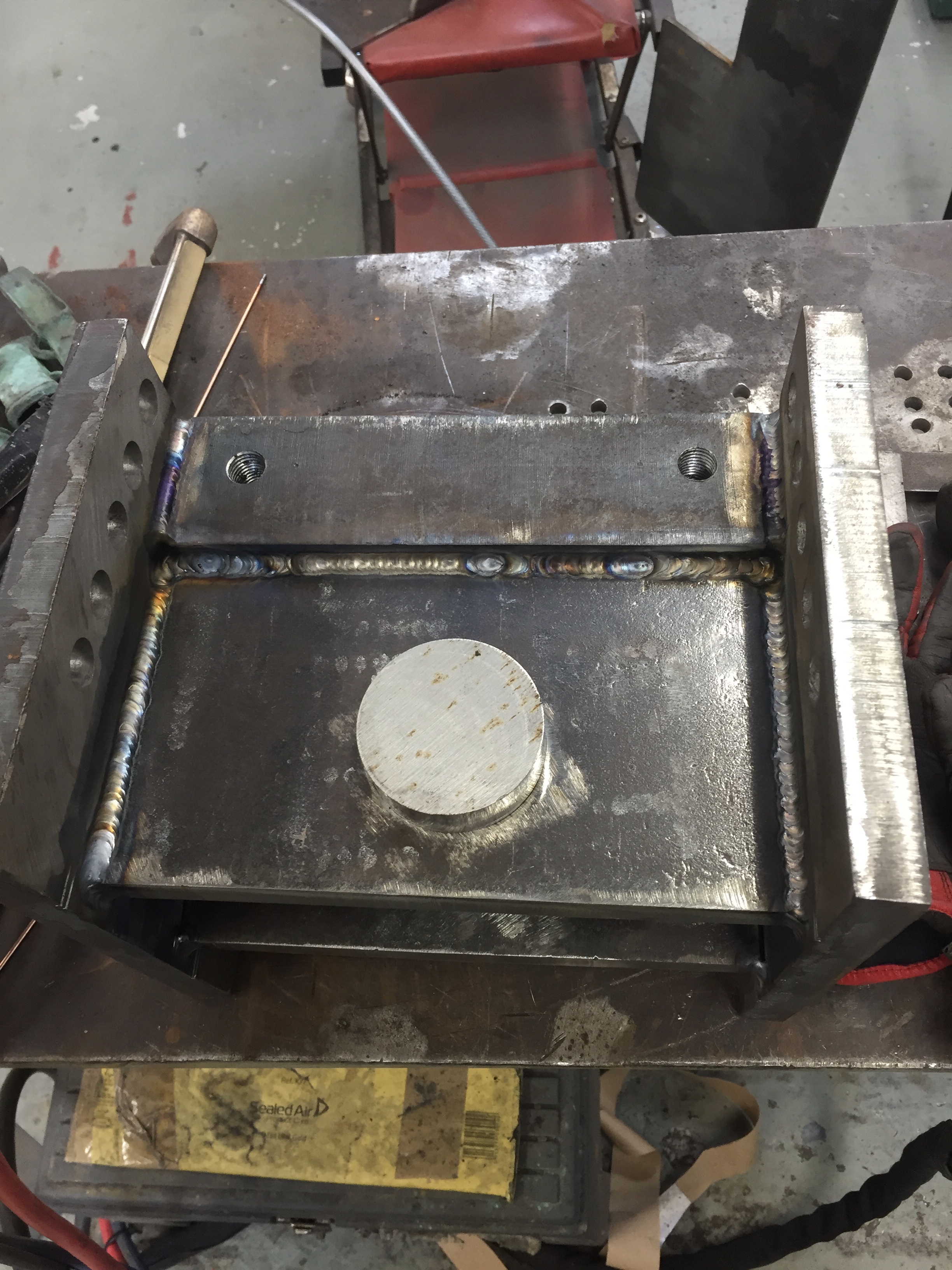
Well got a bit more done on my press almost done the frame and ram parts tig weld first to get a good bite then 2 passes with the mig welder
Should be enough to hold it I can’t see it going anywhere should only have about 24 ton should have it painted before the end of the week


-
Cheers yes she is but now I’ve got to make my son a bearded camp axe If I get one done I will post it
-
-
Well ive started my build 8”x5” h girders still waiting for the laser cutting should have all the main welding done today
i think I’ll do three welds on all the 20mm parts that should hold it together



It Will add a 20 mm top plate and underneath the top H girder there will be a 60mm striking anvil block should be very strong
-
I can breath a little easier now Kev. If you don't do heavy welding I'd recommend reading up on it, you obviously run good beads so it's just adapting technique. I look forward to your work in progress pics and seeing it in action.
Frosty The Lucky.
I can weld thicker steel, take a look 2 -1/2" to 1”


-
Made this 1 1/2 lb hammer for my daughter she is a bit of a tom boy.
And a few bigger ones all made on my tire hammer she works well



-
Wow! Those bike frames are stunning! Big in to my bikes. Looking forward to your press build. If its anything like that hammer you built, it will be stunning.
That cylinder is a good start.
Thanks I just got the steel and all the Templates have gone off to the laser should get them back in five days so should be starting the build next week with any look cheers
-
Nice one Let’s have a look when you’ve done it cheers
-
Not a certified welder but I can weld I build norton bike frames for a living, I know it has to be stronger than a bike frame I'll manage ok cheers.

-
Just got this cylinder off eBay 5 x8x2 should do the job ? £140

-
10 minutes ago, Will W. said:
Very cool, I like it. Nice work. Can we get some dimensions? And was it stock removal or forged? (We like details lol)
The overall blade shape is well executed, the handle shape looks comfortable, the bevels appear nice and straight (picture makes it a little hard to tell) and the polish looks good.
I know you didn't ask for critique, but here's mine:
The only thing I see is the closest pin to the blade. It looks way too close to the edge of the micarta. If it sees heavy use, that is an awful thin area right there. I see the symmetry you were going for between all the pins and the lanyard hole though.
Hi thanks for your reply I see what you are looking at it is a bit close but the handle tapers a bit towards the blade which you can't see that well in the picture anyway it is too close but it is my first one and my next one will not be that close thanks .I only have this one picture and I never took any measurements of it so the next time my son comes down I will take some better pictures and some dimensions .it was stock removal but I have got some Bar stock 01 steel that I was going to forge I have got a tire hammer I will have a go at forging one

-
I need one to drift hammers I would try to buy new for the Power pack if I can ? I have been building things all my life
i have just built this tyre hammer it turned out well it works a lot better than I thought it would very controllable very happy with it

No 3 phase
-
This is my first knife bushcraft type I built it for my son 01 tool steel stainless pins and red micarta very happy with it for
 my first attempt
my first attempt
-
No I've got nothing yet just trying to put a parts list together at the moment ? I was thinking get the cylinder first and build the framework
then sort the hydrolics to match
I was thinking something like this






















Hydraulic press
in Presses
Posted
Hi Joel The whole fing cost me £1300 but it’s all new gear I could of done it cheaper with used gear but I sold some workshop tool that I didn’t use. you can make hammers easy and that’s what I built it for I will be posting some videos on YouTube of me making an Hammer with it in the new year (Bishop Norton 1959 )so if you subscribe when I post it You will see it straight away and maybe I should’ve done a bit of a video of it being built and my Tyre hammer cheers Kev