

Gergely
-
Posts
1,056 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Gergely
-
-
Thank you for the comforting words! This tube looks very familiar
")
Well I am trying it later, have been planning to readjust the clutch for some time now - this will be the right case for it.
Bests:
Gergely
-
On 2017. 07. 13. at 1:09 PM, swedgemon said:
Gergely, I did not answer your question about "distressing" steel tubing. My process is to heat a section of steel tube in the forge then run it back and forth under the power hammer, using many light hits on the diamond (corners), slowly bringing the tube to almost flat. Then I rotate the now almost flat tube 90 degrees and bring it back to square, then almost flatten it again. As you flatten, then restore to square several times, hollows and bulges wilI appear. I use a 1/2" ball bearing, welded to a piece of 1/4" X 1" flat stock, to put large dents in the tube at random points. One must pay close attention as one heavy hit will completely collapse the tube, turning it into scrap. I would suggest you practice on a piece or two before starting on a "paying" project...at least have enough tube on hand to be able to cut a 5th or 6th leg in the event you collapse one of your tubes...
I wish I'd read this again before I went to the shop yesterday. I practiced the technique you described on some 3/4" tubing. It was horrible. I wrecked 2 pcs of the 70cm/2,3' tubes then gave it up for that day. I probably should readjust the clutching on my 66lbs springhammer before next try. Literary one little slip and the stock was messed up. Lots of things that need to be improved
Bests:
Gergely
-
Nice work! I like those! Nice rib on the ribbed one
Bests:
Gergely
-
Beautiful blade! All of it is plain joy to look at. I'm a big fan of your works.
Bests:
Gergely
-
Hi BF,
Very nice and clean axe you have there! So nice it made me want to make one
Apropo: I do all my axe HT-s the same way you described. It works pretty well and is easy.
Bests:
Gergely
-
9 hours ago, the iron dwarf said:
was given a quantity of 51CrV4 at the weekend, it is 16.5mm diameter ( just over 5/8" ) and im wondering what to use it for or if to sell it to those who can use it
http://www.steelnumber.com/en/steel_composition_eu.php?name_id=198
it contains 0.9 to 1.2% chrome and 0.1 to 0.25 vanadium as well as other things so am going to find out more about it before using it
Hi David,
It's a nice hunting knife material - has good edge retention and easy to forge and heat treat. It would be much easier of course if it would be flat stock.
It's a spring steel (the most used along with 56Si7 around here) so you could use it for punches and such sort of tools, too.
Bests:
Gergely
-
4 hours ago, arkie said:
Interesting pieces. If the steel/iron is that old, there is a good chance it might be wrought iron. I don't know about in Hungary, but wrought iron is getting harder to come by on this side of the pond unless you can do some indepth scavenging.
Wrought is quite rare around here, too. I always hunt for it, but still I have only a ~100 lbs reserve. This flat stock I found in a small village, it's mild steel but very early made. I like it even better than WI, cause it forges like butter without the problems of WI. I bought all the 40+ m / 120+' for wine bottle holders, although it works fine for many more projects.
What I think as difference between US and here related to WI is that here I find almost only very highly refined WI. It hardly delaminates/brushes out - but it's still WI so needs more care.
Bests:
Gergely
-
2 hours ago, Tubalcain2 said:
an armless female?
 It's actually the arm you can mainly see in it. I did manage to hide the realistics, didn't I? 2 hours ago, Millhand said:
It's actually the arm you can mainly see in it. I did manage to hide the realistics, didn't I? 2 hours ago, Millhand said:I like the deaf mute part of her, hehe!!!
Nice work i like it!
Hehe!
Thanks!
-
Being tired and bored with the lucky horseshoes and stuff, I needed something different. Here it is. Sculptural shape study (does this sound right?) inspired by the lines of female shoulder and neck.
Height is about 20", starting stock was 44x8mm flat old MS (from the roof of a 100+ yo village house) and a triangle shaped plowshare for the base.
Bests:
Gergely


-
Wow, Marcus, you can do serious damage in any iron with that hammer! Congrats and happy hammering!
Gergely
-
I'm very sorry for your loss, Thomas.
Best wishes:
Gergely
-
Hi and welcome!
Try to search for Adam Thiele's articles and work. He is a researcher of medieval iron smelting methods, also next summer there is going to be his 10th archeosmelter camp in Hungary.
Bests:
Gergely
-
On 2017. 07. 10. at 1:43 AM, ThomasPowers said:
CRS I had one *GUESS* on how to make one: start with a wrought iron strip and fold it double in 4 places and forge weld the doubled section and carve to suit Finally heating and bending into a tube with the pointy bits out and forge weld the seam. Seems to me that would be stronger than jump welding the flanges or brazing them on...
I have read about one museum piece that the flanges were forge brazed. Although lots of the flanged maces were mainly prestige items and not as much every day weapons. That very piece could have been one of those decorative ones.
Bests:
Gergely
-
Unfortunately nothing has happened since February. Neither positive nor negative. I hear that they are waiting for some tender funds from EU, but those funds have been delayed for months now. (I have an own tender at the same status - should have gotten the decision in the beginning of this year, and still nothing.)
I'm a bit disappointed as I put many days' work into the planning and calculating. But what can you do?...
The same aplies to the big chandelier project...
If there is something new, I let you know. And anyways I'm very-very thankful for the IFI community helping me in this topic.
Bests:
Gergely
-
Dear Swedgemon,
Thank you for the thorough answers! Now I do remember your topic from last summer, that inpired me to ask around about big slabs. I just forgot that there was info about the drying and warping subject.
I'm definitely gonna try this distressing method! Sounds real fun. I plan to make some sort of shade sail for demos and want to make its legs from steel tubing.
Thanks and bests:
Gergely
-
Nice, Millhand - I've been playing with hair pin ideas in the last couple weeks. too.
From my part Wednesday went with 60pcs of lucky horseshoes. I sure get lucky if I can sell them all
Today's early morning was bottle opener themed. No pictures yet, but hopefully later I get them.
-
On 2017. 07. 12. at 3:40 AM, ThomasPowers said:
battered---look at the closeups
Thank you, Thomas! So basicly beaten heavily without further consideration.
Swedgemon:
When you use this size of solid oak slab isn't there a chance of warping as time goes? I'm no woodcrafter and everyone I've talked with around here about this subject seemed to think it's not possible to do without the warp damage. Maybe I should show them some pictures, because they haven't seen these sorts of works yet.
Bests:
Gergely
-
I really like it!
What does distressed mean in this case? (When talking about the steel tubes.)
Thank you and best wishes:
Gergely
-
Good luck with the eye, Mark, hope you'll get better and soon.
Good process on the hammer! I wish I could have started mine yet, but still not there at all

If I may comment your PH plans - I'd say try to get the biggest you can squeeze into the shop (and in the budget). You're not gonna regret if you wait a bit longer but get proper sized hammer.
Bests:
Gergely
-
I like the closed up socket, too. Clever that you left the big V opening untouched - looks good and sidestepped some plus technical issues.
Me myself was at a demo/fair yesterday - it rained nicely all afternoon so all programs got delayed. Then suddenly all people were around my shop and every child wanted to forge (that's the show) I stopped at 22:00, got home at 23:30. Long day from 4:00am. Worst thing I'm out of the small goodies so I must find out something to make them faaast! Maybe I lift up my buttocks, stop sitting in front of the PC and go to the shop - that could be step one.
Bests:
Gergely
-
Let me try this way to the vid. This is my FB page, it's not commercial so I hope it's okay to use it as a connection.
-
3 hours ago, littleblacksmith said:
ooohhh etched wrought iron would have been cool for this.
Littleblacksmith
Yeah, that's what popped into my mind, too. One more to the to do list
G
-
Somehow I felt you'll like this
Glad to hear btw.
The next station was the hot rolling department. It's entrance gives nice nostalgic feelings from the communist times:

Inside there are three "through-going" furnaces, they put the 12 ton billet in from one side and its coming out nice and hot on the other side. Here it comes:



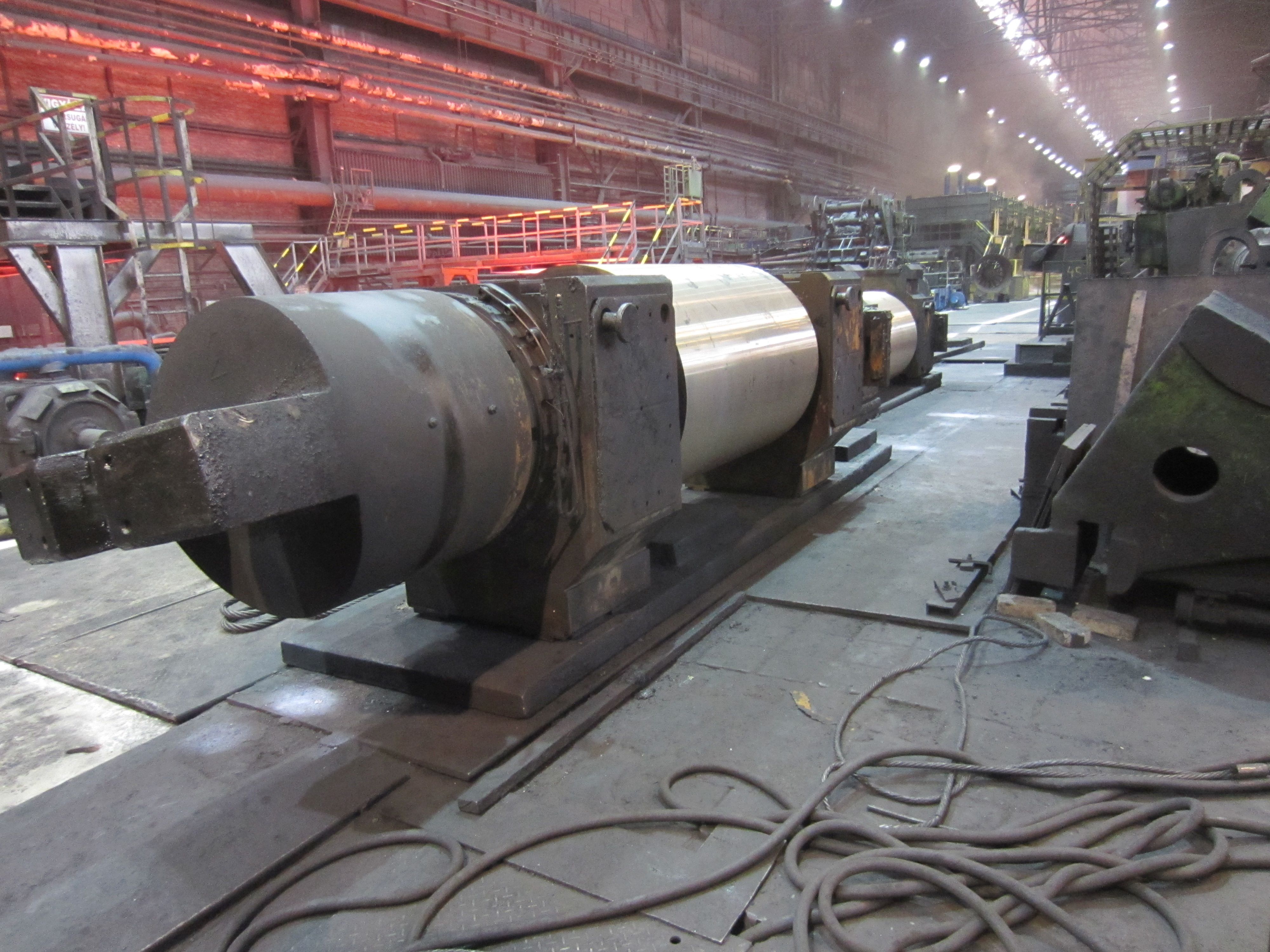
There are a row of rolling mills that roll the 6-8m long billet into 100m long ~3mm thick plate. This happens in two steps, first step:



In the second step the 15-20mm thick plate gets milled into the final parameters. This step wasn't very well seen by us. Main thing is the coiled plate goes in and then this comes out:

Finally the end product gets reeled up (can't find any photos but I have a video) and then takes its place in the pile. Was funny to see that big trailer trucks can take one reel at one time cause these babies still weigh around 12tons.

I captured a couple picts for you guys, thinking there might be likers of big machinery. The small milling roll, this does the actual work. It's backed from the upside by another roller twice that size. I can't tell its size but maybe you can see it better knowng that the floor plate on the bottom where the cables are is half inch thick plate.:

I don't kow the function of these parts, maybe they are only stored here. These are 3+ meters tall gears:

These were my pictures from this part. I'm getting the pictures taken by others if I can find something fun I'll load it up. Also trying to figure out how to link a video here. There are a couple of fun ones
Bests:
Gergely
-
Hi All,
As some of you might know I just got back from a so called archeo smelter camp. It was organised 9. times by a young Hungarian scientist/blacksmith whose rresearch field is material analysis and metallurgy of medieval findings in the Eastern-European region. The camp takes place near the village of Somogyfajsz, a very little village where archeologists have found remains of preindustrial smelting worksites. These small sites were used for decades in the 1200s and had very nice production of bloomery iron for which the ore was available at the creeks nearby as bog iron ore.
The goal of the camp was to see and recreate how the bog iron ore was smelted into bloomery iron in the 1200s. All processes were done by hand from chopping wood for charcoal to hammering the sponge iron into useful bricks.
In this topic I'd like to document how things went while we were there.
First day on the way to the camp site we made a little short cut to the big steelworking company. We took a factory visit there and looked how industrial ways work in the smelting.
In this comment I can only load up the pics from the blast furnace. Later I continue the story
The 1000 cubic meters capacity furnace:

Sizes can be seen better when you check out the locomotive in the middle.

Everything is covered with fine graphite dust. Don't hold your breathe though...
")

The tapping of the pig-iron begins when the oxygen lance reaches the inner side of the tapping hole. It was filled after the last tapping but now ithas to be opened again. This bore shaped opening is only 2" wide but man that stuff is coming out of it real hard.

The molten metal and slag starts to flow heavily

And the show begins:


Slag swims out through the pipe on the right:

The molten iron goes down to the big crucible wagons:

To be continued...





















Steel grade SS2230/50CrV4
in Tools, general discussion
Posted
Oil.
Also you can make good knives of that stuff. Smaller and bigger, too. My colleague/friend has made/sold thousands of hunting and utility knives from 51CrV4 steel (which is the same as yours).
And where on earth are you? 1,5 tons of that stuff! I'd like to see that from closer") Are you in Sweden? (Question based on the Swedish Standard grade you wrote in the OP)
Are you in Sweden? (Question based on the Swedish Standard grade you wrote in the OP)
Bests:
Gergely