

nonjic
-
Posts
1,021 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by nonjic
-
-
I lwould have thought that the accumulator would work better on the other side of the valve block

Hydraulic hammers do accelerate faster that 9.8mtrs sec sq.
The later generation of massey pneumatic valving is superior in just about every way. With the integral receiver design you have a fully (and I mean fully) controllable single blow, the ram follows your hand lever motion 100% , either so slow you can barely see it moving to knock the anvil through the inertia block power, to stop it dead mid stroke. You have to try it to believe it. smart blokes those victorians ! -
Managed to get a bit of forging in for the first time in a couple of months, its been very frustrating having to spend every hour working next to the forge, and not having time to light the thing!
This one is made from bandsaw blade and pallet straping (proper steel is still on my list of things to source, but its very proper money from uderholm, still trying to track down a reasonable source though).
Ive got a few hours in this piece, there was a couple of hours billet prep time, and about 12 hours forging and rough grinding it.
I forged straight laminate bars for the core, about 25 layers 2 twisted and 2counter twisted, this was welded into a 4 bar strip and the tip profile forged in.
The edging steel is 'twisted 'w's, I started with a 15 layer stack, cut into 6, welded and drawn out, then twisted ( so the end of the bar of 'w's is 15x6 ) I think it would have benefited from folding once more to make it 15 x 12) I was trying to get the whole thing welded up in a weekend though so cut a corner here and didnt do it.
The 'firestorm' (or expolsion?) pattern is right there in the edge strips, just like Mick Maxen (damascus guru who posts on British Blades) said it would be
I scarfed the joints at the tip of the blade (which ive not done before). Through rushing I did not get the bars fitting snugly enough and there is a tiny portion (about 2mm) that hasnt welded. I am pretty sure that I can get it to weld up with one tap of the hammer, the blank is still pleanty thick at the tip end and ive got to heat it up to normalise so ive got nothing to loose by trying to weld it!
Blade length is about 10" - I think the pattern will get much more intersting when the blade is ground to finish thickness. Its just rough ground on the linisher to 180 grit at the moment, the grubby bits on the pattern (like the tip) are where the linishing is very uneven.
Ive been playing with patternwelding for a bit more than a year now and can feel it starting to come together a bit, Suppose im going to have to have a go a actually finishing another knife soon (only made 2 to date!) -
frosty, I know a bit about the Massey Hammers
 :)
:) -
Compressed air acts like a spring. Springy is good in a hammer.
Oil does not act like a spring. In a press it is being pushed all the time by the pump.
Hammer ram velocity is not constant. therefore you cannot push it to get a 'struck' blow, you will only get a fast press.
For a hydraulic hammer therefore you need to store some energy somewhere. Back to compressed air! - whack a decent accumulator into the loop and you have your stored energy (think of it like a battery to help with the surges of energy needed!).
The hydraulic hammers I have worked with either use a bagged accumulator, or nitrogen over oil.
Done right they hit very very hard, and can be beautifully controlable, done wrong, well it can get messy, very quick! -
Good on ya Dale !
-
did someone mention a power hammer.....
Yup, sadly all the prices have gone up, even more sadly all the margins have stayed the same
Ragnarok, If you can make a day trip over to Manchester you are very welcome to give a hammer a work out, ive got a bit of a pattern welding addiction going on myself so allways nice to swap a few ideas tips and tricks. If you get some billets stacked up before hand we can do alot of welding in a few hours!
Dont worry about hard sell or feeling obligated in any way if you pop over, Im just happy to get a couple of hours forging time in!
The offer to try the hammers is open to anyone, just give me a bell and a few days notice!
John N, (Johns hammer emporium, aka Massey) -
Wow, someones spent alot of $ building that thing and not really thought it through! I bet its "entertaining" to watch the hammer running...........
There are many design faults with the valve youve sketched. primarily
1) Its to small diameter wise (I would have gone 7 or 8" min). you are trying to put to much steam through to small a gap.
2) there are no lead in chamfers / bleed holes anywhere on your design, either on the valve or in the valve tubes / valve chest. (which is going to make it 'jumpy' to say the least)
3) you have 2 exhausts, this is not necessary. you should always exhaust through the center of the valve spool for balance.
I attach a very quick sketch of the style of spool valve I would fit. It is held onto the valve spindle with spiders. You do not need the bottom exhaust with this design of valve.
Hope this is of some help. I can sell you designs and manufacturing drawings for the correct valve for a double acting steam stamp if you wish, email address available on index
With correctly designed valving your hammer will have alot more forging energy and save a huge ammount of energy $. It must be very inefficient at the moment.
hope this helps some, John Nicholson.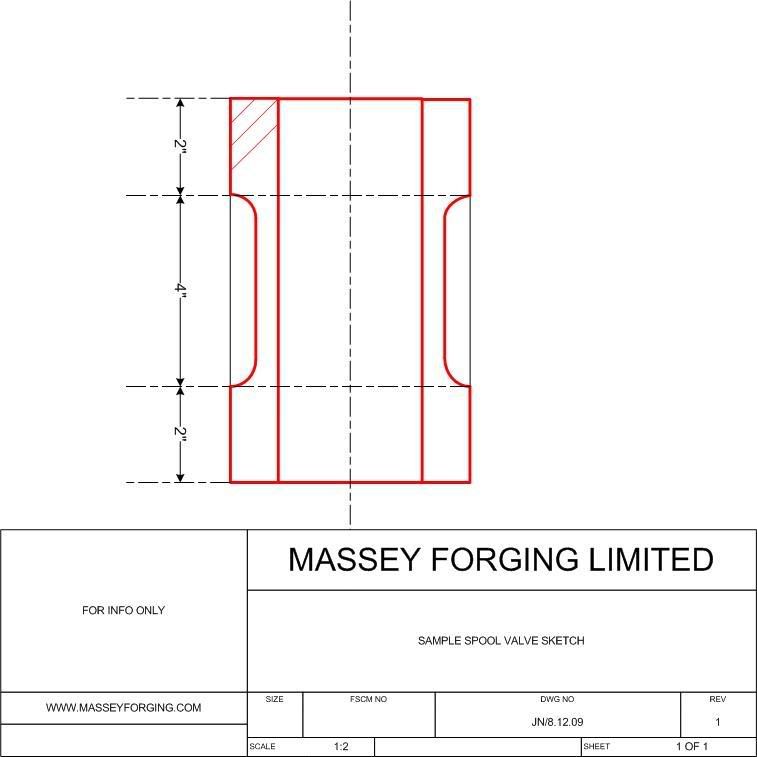
-
Hey Mr Parsons, hope the hammer is working good for you!
You could make a special bottom bolster with a hole in it for upsetting on the power hammer, or consider buying a flypress of ebay ( -
I assume a straight spool valve (expansion valve) of approx 10" diameter for this size of hammer.
The valve, valve tube and valve chest design are all critical on this type of hammer. It sounds to me like you are getting back pressure on the valve (ie the live steam, or exhaust steam is pushing the control valve)
Balancing these valves is not easy. On commerically made hammers you will notice drilled holes, chamfers and cut outs in the valve, these all help prevent localised pressure build ups in the valve and valve chest. (as well as 'feathering' the control of the hammer)
You really need to discuss this with the engineer who designed (or copied the design) of the hammer.
Without 'projecting' the valve & tube onto paper I am afraid it is very difficult to diagnose this type of control issue. I can do it, but this is much more of a project than you might think, and not somthing I would do pro-bono on a website I am afraid.
As others have mentioned make sure you have a sturdy cable attached to the cylinder cover plate, I have seen these smashed off in the past, and Im guessing the diameter of your cylinder is 30", so a tidy sized cover!
It is not to difficult to manfacture a live steam buffer to bolt onto the top of the existing cylinder, you should explore this route with your engineers. -
Have an hour with a few flap discs, then hit some hot metal on it for a week or two, then see how you feel about it,
I had my machineists hat on when I got my first anvil and was pretty 'offended' it wanst true and flat, I diddnt have time to skim it so used it as it was, and got to quite like the character of the un-even face.
I recently had it 'sand' blasted, thinking it would be like a new one when done, instead it just removed all the pattination and it just looks a bit sorry for itself 'naked', it will take years to look like it did!
Its funny how you get a bit attached to a lump of metal and start using phrases like 'pattination', character etc! :) -
Intersting question this,..... I think I could just about scratch build a self contained hammer without plans if I had a spare 200 / 300 hrs, and all the materials available to hand (oh, and my machine shop). I wouldnt be to confident about how well it would work though.
Ive been working on hammers full time for a lot of years, the only reason I would attempt would be for the challenge. ( I could get a job in Maccy'D's and earn the -
Yeah, Ive built a few hammers 2 cwt +
It will get trickier as the hammer gets bigger as any design flaws will soon show themselves.
I suppose the best (easiest) bet would be a kinion type air hammer, though a 100 kg ram will not be the same animal as a 'proper' cast frame 100 kg hammer ( Massey / Alldays & Onions etc )
Keep an eye on BABA newsletter as the bigger hammers occasionally go cheap (as everyone wants a smaller one!) - it will work out a lot cheaper than building one in the long run. -

PM sent re oiler non return valve modification (I posted pics of it on here somewhere), Will sort it 100% for -
Live U1 , Neutral U2, Earth, well to the earthing point!
If your not sure get a sparky in to look at it. Check that the switchgear the chinese have supplied conforms to your local regs. I do not supply the chinese swithgear with the hammers that I sell (it used to go striaght in the bin, now I request they dont send it!). A good quality Direct Online Starter is approx $100usd. You need to purchase the overload to suit. The 15 kg hammer will pull over 16 amps on start when its new, and cold. Rate the overload higher than this.
If you are setting up the hammer from a 'domestic' supply take a feed from the Electric cooker circuit, it should be 30 amps min.
I always tell my customers to get a sparky to do it, and the above is all the advice im willing to give on wiring hammers in. There are to many variables to have a guess at it, and if you get it wrong you can cook the motor, cook the supply cables, burn the house down, kill yourself etc. There is a reason electricians spend years studying this stuff (it can be a bit naughty!) - and im sure they carry indemnity insurance if it goes wrong. Im afraid I dont for electrical installations!
John 'passing the buck' N. :) -
jjoseph, assuming your not just trolling heres my thoughts on it...
do your own risk assesment, I do on a daily basis for dozens of tasks, all of which if performed incorrectly can, and would kill me. DEAD, no second chances. Risk assesments are common sense alot of the time, IF you understand the materials you work with.
I have chopped up a couple of propane tanks to make forge casings.
This is how I approached it.
Is the tank empty?? assuming tank not under pressure leave valve open and tank inverted in well ventilated area to remove as much of the heavy gas as possible.
Remove valve from top of tank.
Tank now seems empty..... can residual gas and air mix still combust????? - yes.
Purge gas / air mixture from tank by filling tank with water. Empty water from tank.
Tank can now only be full of air., can it combust ???? - no.
Select correct PPE for angle grinder - (full face visor / gloves / ears) - chop tank.
If at any point of the risk assesment you ask yourself a question you are not sure of the answer to stop and seek advice.
Familiarity can also breed comtempt , mentally run through a checklist for every " risky " task you perform, every time. ( is the key in the chuck, no, switch on lathe etc!
In my honest opinion lighting and running a propane forge is a higher risk task than making one from a propane cylinder. -
Hey Steve, Like Trattoclip says take a half hour to check everything on the hammer is torqued up before running & you may need to make the oiler non return valve mods Ive mentioned on here to get consistent oiling.
On the hammers I resell I modify them slightly so that the tup is 'swinging' (just starting to bob up and down) slightly in the 'Top Setting' position, this makes the hammer run cooler and pull a couple less amps.
Run the small hammers (33lb) on a light oil, they warm up quicker and hit harder, the 40 KG hammer will be fine on 60's weight oil
If you have any questions please feel free to PM me ! Have Fun !!! - Youll be amazed at how fast the 40 kg will break down 3" square stock. -
The 'dog star' pattern is indeed a modified ladder, cut it in a fan shape.
get your billet somthing near knife shape before you grind it and forge it to finished thickness, all forging of the blade profile will ruin the pattern!
It gives a beautiful pattern for next to no effort! One of the best examples of this pattern I have seen was forged by Mr Jerry Fisk .
edit.... link here, scroll down to see a couple of variations on the pattern, be careful not to drool on your keyboard with this link!
http://www.fisk-knives.com/National_Living_Treasure_Series.html -
Personally, I would start again - I know its a waste of the materials youve used, but there is nothing more depressing than flaws appearing when your grinding. Once there is delaminations in a billet it is very difficult to get them to re-weld. (especially if your not cooking hot enough!)
I have only ever welded with gas, and my experience is that when its hot enough to make a good, 100% weld you can barely look at it, its that hot! , seeing colour differences in the billet suggests to me your not in the right ballpark. Maybee save this billet untill youve got a good hot gas forge, and go back to it!
One thing I find really helps with a multi layer 'stacked' billet is to heat it VERY gently and as evenly as you can up to a very dull red heat, then flux. If you heat it real slow it heats evenly, and stops the outer layers distorting from the stack, which keeps any excess oxygen off the steels welding faces.
On a side note if your looking to make a gas forge for welding in do some research on the Don Fogg vertical gas forges, I just test fired mine today and with a single venturi burner MELTED a bar of steel, quite exciting balls of molten steel dropping off it when I took it out Ive built some good horizontal welding forges but this is just in a different league! Ill post some pics of it next week.
Ive built some good horizontal welding forges but this is just in a different league! Ill post some pics of it next week. -
Im fine ta guys! - just felt a right pillock for nearly doing myself in, ever heard of the Darwin awards ?
It was due to info ive read on line (here, anvilfire etc) that I knew what the symptoms were, and knew to get out. I got a touch of the confusion Rich mentions above, I could barely switch off the forge & hammer!!
I did have a 15' wide roller shutter door open about 10' high not far from where the forge is ( maybe 10' away ) so thought, nay assumed, that would be enough. Like I said, wind must have been in the wrong direction or somthing.... When I got outside I forced myself to take 10 full breaths in and out, coz i was a bit cufuddled I got stuck on 7 for quite a long time ( and I can normally count to 10, honest!
so, from my recently learned experience unless your shop has 2 sides 'very' open I would fit a hood over the gas forge and get a detector!
(its actually not easy for me to post what a schoolboy error I made as Im generally pretty safety aware, hope it might give some other folks something to think about though) -
I would err on the side of caution. My single burner nearly got me a couple of weeks back, my shop is 120' x 20' with a very large roller shutter, that was half open.
Long story short wind must have been in the wrong direction, and I was running it rich for welding (it had been on for a good 3 or 4 hours), I went VERY dizzy, just about managed to shut everything down and left the building. I nearly passed out. (could have been messy, 10 hours of gas left in the tank and a power hammer running)
Ive run it for hundreds of hours in the past with no problems.
Ive put a 'blown' extractor hood over it now, made from half a 55 gal oil drum.
CO poisoning is cumulative, and it is poisioning! - CO detectors are cheap cheap nowdays. -
leather gloves have saved my hands from grinding mishaps a couple of times, My leather pinny might save something much more sensative in the future!
I generally wear it if im doing alot of 'cut off' angle grinding (you dont need to stand to the side for the sparks then) or if im doing alot of damascus forging.
Heads up to those in the UK, I got mine from 'Aldi' for less than a tenner, with a pair of very servicable welders gauntlets. -
My advice is buy sooner rather than later! Prices from China are shooting up, and the USD / GBP sterling / CYN rates arent helping.
Let us know what size of work your intending to do, and where your based and im sure we can give you a few pointers. -
I sell these hammers in the UK. I have been selling on average 2 per month for the last 3 years (which I think is a lot of hammers for this small island!)
Most of the hammers are sold on recommendation from previous customers.
To the best of my knowledge not a single hammer has been re-sold, All my customers have been very happy with them, I keep talking to them. The power and control for the rated size of machine is excellent.
I give the hammer a thorough pre delivery inspection prior to dispatching them to the end user, and am here to give advice and support to my customers should they need it. I regard this as my job as the selling agent for the machine.
At my charge out rate to the forging industry ( the bulk of my work is on 'industrial' forging equipment) please be assured that if these hammers were inherently problematic I would not sell them. A day repairing one on site would more than eat my 'margin' on the sale.
The cast frame self contained hammers have a tiny footprint, hit hard and have good control. It would be lovely if they could be made in the UK / USA but the numbers will never stack up.
Its a shame that this 33lb hammer had a screw work loose (and it shouldnt have happened), had the hammer been bought via a dealer Im sure this problem would have been resolved more quickly.
This post is not intended as a 'sales pitch', or to make light of the problem that this hammer has had, and I apologise if it reads that way, my advice, (as ever ) is to try out as many different makes & types of power hammer as you can before you commit ! -
The longer stroke of a steam hammer gives pleanty on room for tooling for ring forging (becking saddles etc) compared to the shorter stroke of a 'self contained' type hammer.
If the environmental impact of running live steam is to much it may be worth doing a cost benefit analysis of converting to compressed air.
You can save additional money on a 'live' steam setup by futher pre-heating the boiler feed water using a secondary boiler flue gas economiser (heat exchanger), there are some critical design considerations with these, but they are becoming increasingly popular as energy costs increase.


cable billet question
in Knife Making
Posted
If it doenst harden in oil, then try quenching in water ;)