RailForgeWV
Members
-
Joined
-
Last visited
-
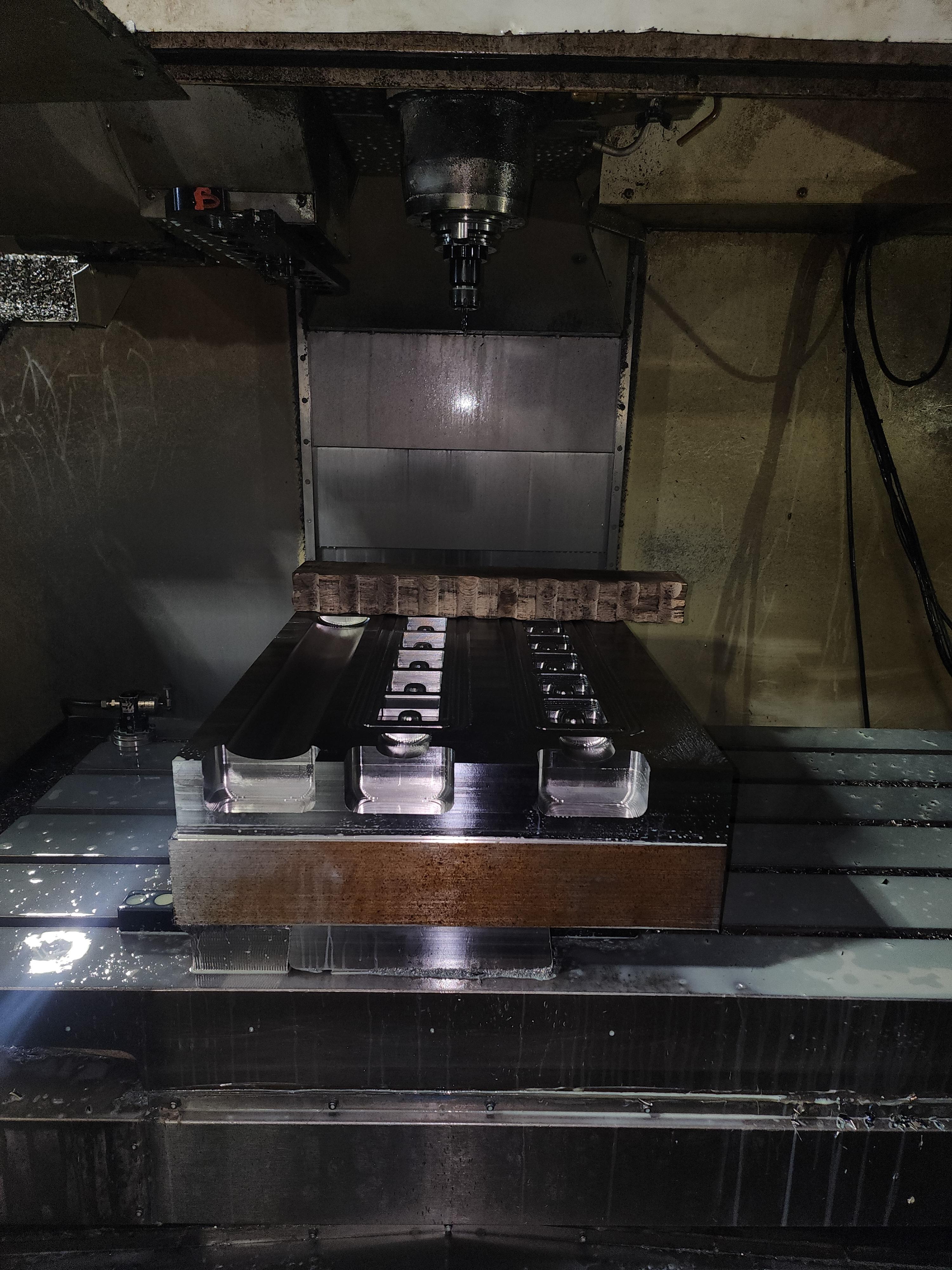
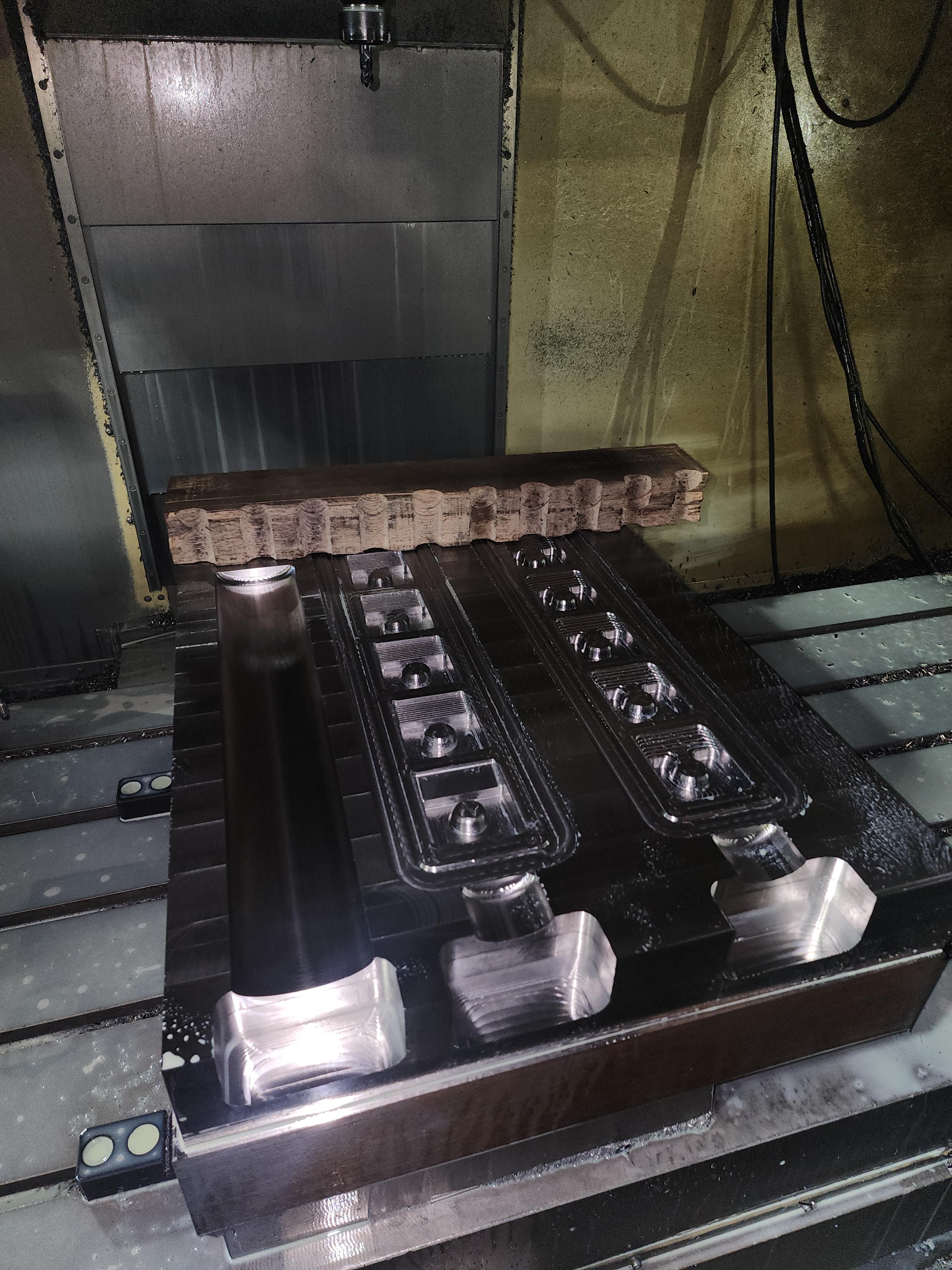
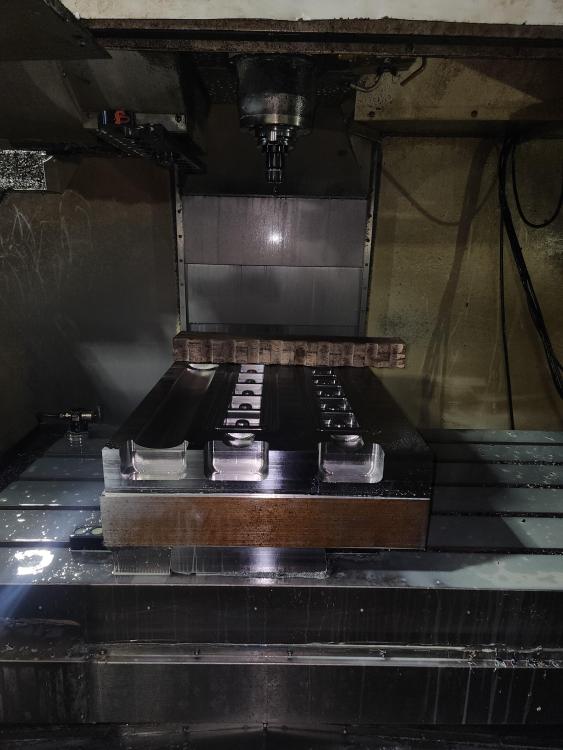
I live, got sidetracked with a new rolling project the first of the year. But we have managed to finish machining our first die. Progress is slow, we are using the same mills as we do for production and that takes priority. First up is a single piece rail clip, number 62, 5 to the platter, they are about 1" thick x 2-1/2" x 2-3/4". Need to work more on die / hammer alignment and die temperature. Having a time at getting it much above 200 degrees on the preheat. Continue to work on anvil / column keys and vees. Don't want to tighten it down too much and end up loosing energy on it. But overall progress, attached pictures and video. First attempt was a few days ago, got it down to within about 1/2" closing. After working on die preheat with a bigger torch, or weed burner now, that seems to have helped. Also got the part heated more but still have work to do in that department, not up to the 2300 degrees or so we need. But today's attempt we got to under 1/4" flash thickness, should be down around 1/16" on flash, so about 3/16" more to go. Chambersburg 3,000 lb hammer clips attempt 3.mp4





-
Hammer was $4k,only bidder was the house, once they got it above scrap they let it go Rigging was $25k Environmental ended up being $5k, at first they said I couldn't take the base out, auction terms, blah blah, sorry fellas but nothing in terms that said base wasn't part of sale, and after about five months of WV fight, they finally said fine if I paid for environmental, the concern was contaminated water below the base, I didn't think it went into the ground as far as they said, in the end no water and after testing, it came back clean, so they refunded $10k on the environmental deposit. Sometimes you get lucky. Also ended up being able to purchase another complete sister hammer, except the base, for spare parts, Thanks, well you may be right about the seals, but for one thing there aren't that many in it, a little packing here and there, I think three sets, we used graphite lubed packing, will flood it with plenty of grease and oil and see what happens, if we get seriously forging, we can always put a hydraulic top on it, another thing, out west it is a lot more dry than in good ole WV right along the Ohio River, so things probably don't dry out as badly, I don't think it's anything plenty of oil can't take up for. Probably only take a couple hours to replace all the packing anyways. So far I am pleased with the seals and air leakage, time will tell how it holds up. Another thing, when you have no serious forging equipment, a 3k Chambersburg with leaky dry seals is better than nothing, ha.
-
Concrete was 119 yards, foundation is 10' deep x 15' wide x 25' long, i think, pretty much from Chambersburg manual. We did install the VibroDyanmics vibration pads under it which expanded the budget to about $200k, it is operation now, working on adjusting the column keys and need to make dowels for the dies. Use the dies flat to hit some hot metal in next couple weeks. Maching in impressions into the dies and hopefully make some parts in Febraury. We plan on producing parts for the rail industry that we either make with other processes like milling or parts we are purchasing import that are currently cast. But everything we do is for rail track in some way or another. From amusement parks, tunneling, transits, overhead crane runways, and yes railroads. Well we are not a museum, ha, an actual business. My dad started it in 1986, so it feels a lot like a museum, some days I would like to turn it into one, after graduating with mechanical engineering degree from Case Western in 1999, I did some auto engineering and ended up coming back to good ole WV, dad retired in 2008 and its been my mess ever since. The picture that you are referring to was the removal, it isn't an overhead crane, you can see the mast going across the very corner of the picture, on removal it was all frozen so we removed the top as one piece, took it apart and rebuilt it in WV. Had to put top on the columns to get ram knocked off the rod, then set it all back to continue the rebuild and then set it all back on top with a forklift. Our plant doesn't have overhead crane either. Running it off compressed air. When I first got it up and running, we only had a 40 hp rotary screw compressor with no regulator to operate it on, so long story short couldn't run it very long, but that was expected, worked on regulator and then purchased a 150 hp Sullair out of an auction in MI during covid, so got a good deal on it, bought old regulator off ebay, rebuilt it and installed a 3,000-5,000 gallon air tank bought at the same auction for a few hundred dollars. Today we put top die in and during idle the compressor is definitely keeping up. Some where between idle and full on hammering we may run out of air, but there is another 300 HP Ingersol compressor I bought out of the same auction that I still have to throw at it. Part of this whole journey is determining the operating cost. So far it is looking like we did ok on the rebuild and air consumption will be about what we thought, 500-1500 cfm at 85 psi depending on how hard you are hammering. Not a hobby shop, can see some background on my other post earlier, but pretty small, have 4 employees in production, another mechanical engineer and mother doing accounting, sales, etc. Trying to build my forging capabilities with projects I pick up at auction and do them on the cheap when I have time. Have done just about everything on the hammer. Also working on a 2-1/2" Ajax forging machine / upsetter. but it is slow progress, have to get the revenue parts done first and then we can work on stuff for the extra projects.
-
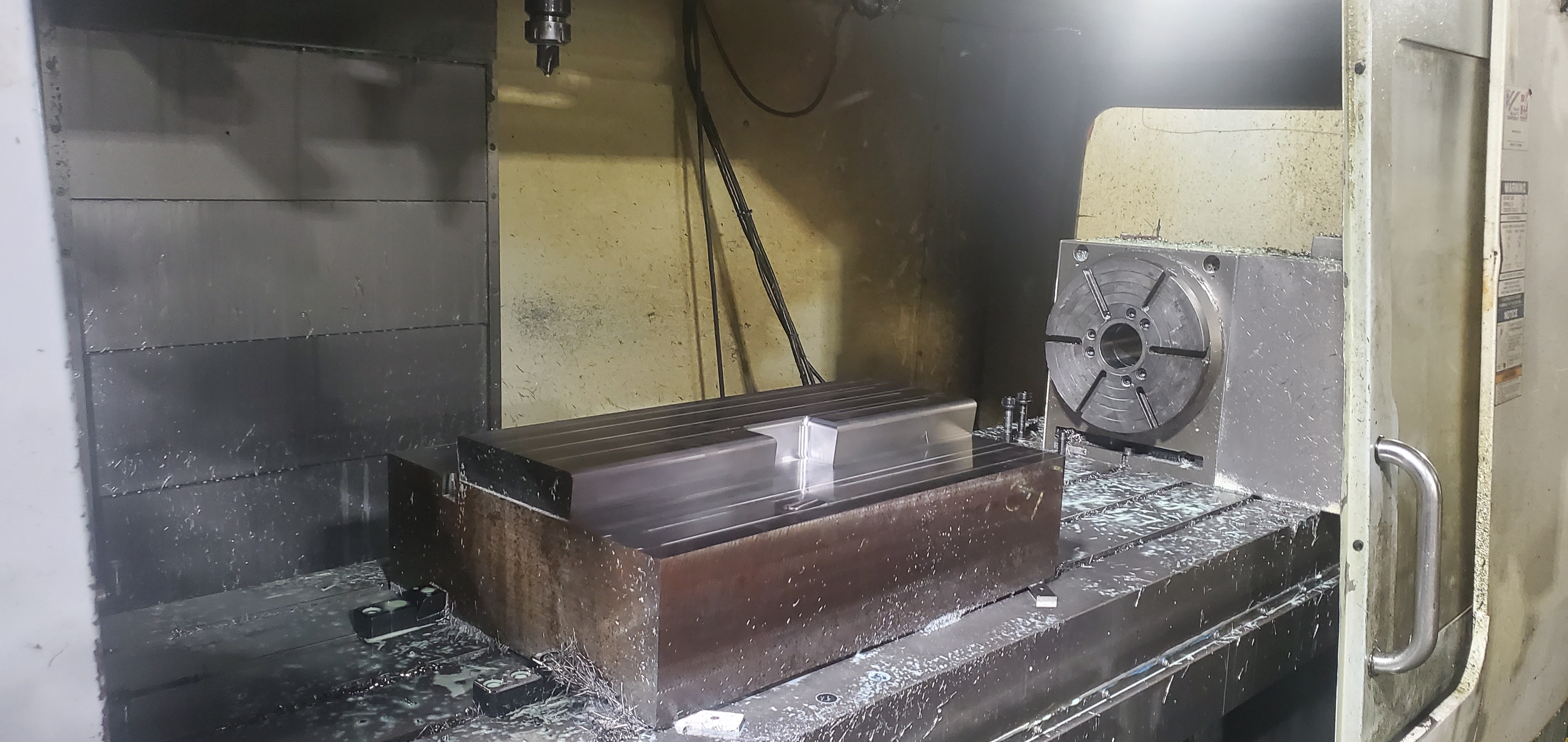
Finally got the ram driven onto the rod, that took a lot of toothpick making out of railroad ties. Put the top die in and checked out the idle with it in. Need to make the alignment dowels for the top and bottom dies. Need to work on keys for columns getting it all situated. Right now the dies are just flat, may whack some round bar to see if we are getting the energy out of it as expected. Then we will mill impressions in the dies and see if we can make some parts. Progress is slow when doing it all in house. April will make the 5 year mark, lol chambersburg3k_idles.mp4 chambersburg3k_idles.mp4
-
[Mod note: the following was originally part of the discussion on the Navy Hammer sell off thread.] Well to my knowledge, one idiot from WV bought the only larger hammer sold, a 3,000 lb Chambersburg, and after almost 5 years of on and off work, I have managed to get it back to life at my rail track shop. We are making some dies, flat for now, and should be forging before we hit the 5 year mark. If anyone is interested I will share more.