shackleblister
-
Posts
9 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by shackleblister
-
The above link is FANTASTIC. Well, I attribute this particular find to just plain old dumb luck, although I keep my eyes peeled constantly. Someday I will show off "what followed me home". I also have a number of pickers that in theory know what I'm looking for. That does not mean that I don't get the occasional call with an offer of a washer and dryer : ). I am known for buying bases, legs, platforms and pedestals from older/industrial tools and machinery. I re-purpose them with live edge slab table tops. If you are looking for a small press, this baby is not for you, I estimate it to be in the 2000# range. I will message you some intel Lou.
-
It had never occured to me to heat the dies, ok the punch I can understand. And of course the disc. I'm not sure what the "leads" question is asking, but perhaps the answer is that one full revolution of the handle provides for 1.75" of screw travel. This will help in whatever formula we might be trying to come up with. The punch is yes a very crude rendition of what would possibly be used, but of course at this stage of the rabbit hole, I just want to size my press as close as possible to do the job. It is 8" diameter so I guess I'm attempting to bend about 25 sq inches. It is true, I was very impressed with this first attempt at cold pressing, thanks for the encouragement! Once I made contact with my pan, and kind of pulled on the handle, I also took to whipping the handle around. I think I got about half a turn all told. With that huge solid ball at the other end, it literally felt like there was another guy at that end! It was motivating to say the least. I will sleep on the purchase, unless maybe the seller lets me bring the heat on, although that is unlikely as the piece is stored in an old 30x600 wooden chicken coop he uses as storage.
-
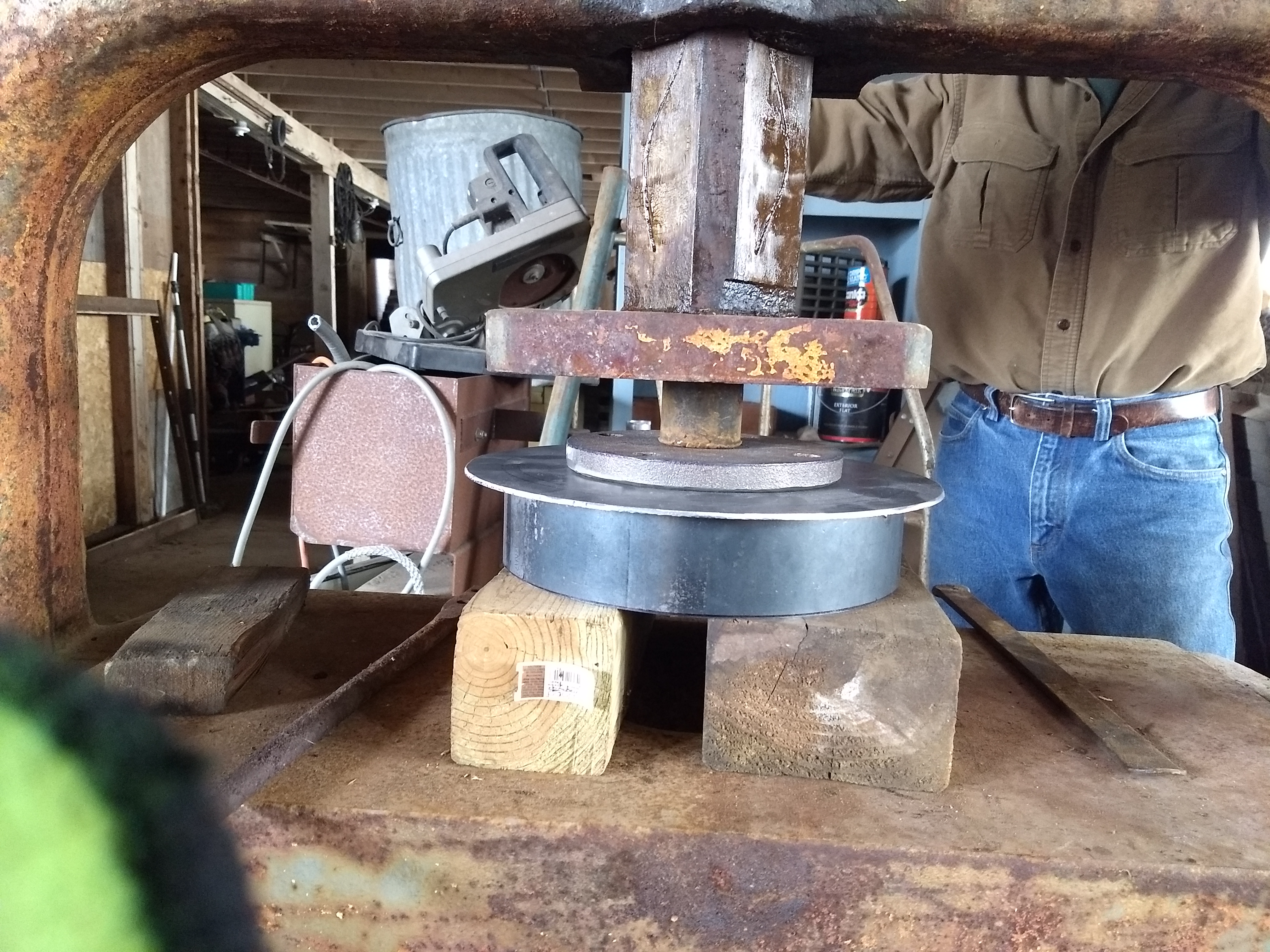
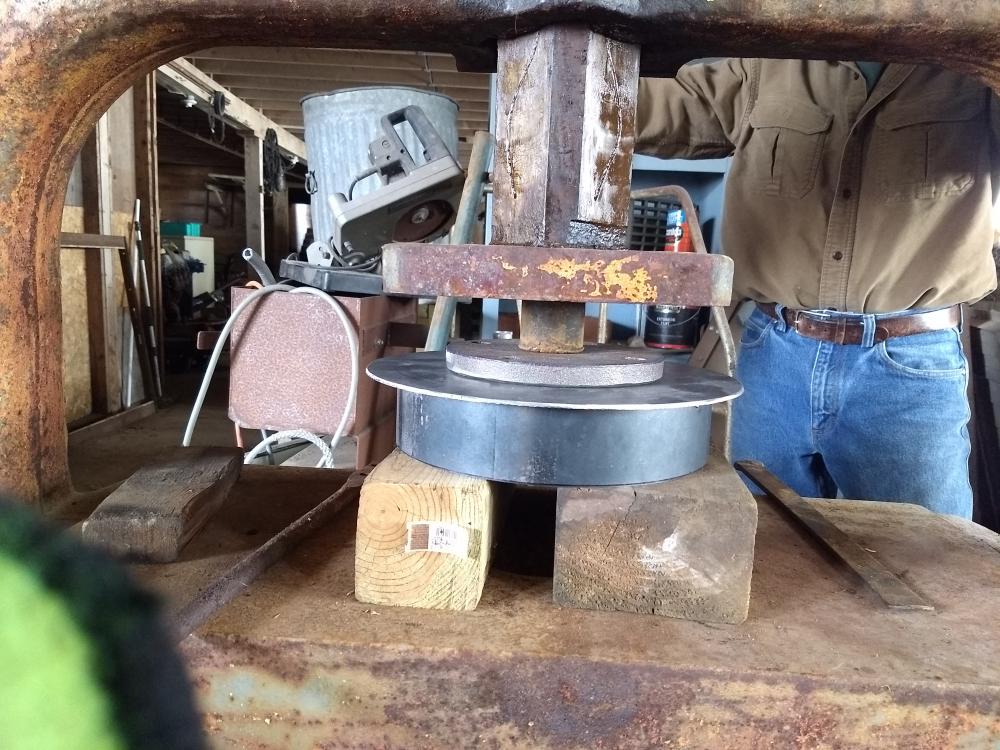
Oh man was I ever smitten when first I found this press! It was in the old Winchester Arms factory in New Haven. Prabably 100 years old. I know the guy that contracted to salvage everything out, and he now has this baby for sale. Off I go, with my discs of 1/8" and a very rudimentary punch/die. I can't wait to spin this solid bowling ball size implement on the counter end of the lever. That thing itself must be 100#. By all accounts, this flypress is a pig, and the guy tells me have at it and to be as forceful as I need to be, "you're not gonna hurt her". So I center my cave man looking prototypes under the screw. Lower it down and make contact, my frisbee GIVES, a little. I know I am going to make a nice deep-dish. Well, I wound up having 4 separate guys give her a whirl, slow and steady, fast, 2 guys at a time- the old cold steel just wouldn't give. Heat. I need to heat it first, as mentioned. The press has got a 3" thick base and I'm sure will prove to be a heat thief. I'm still looking for a press or other ideas to do this first skillet crunch. I wound up with a kind of nice little platter to serve oysters. Would enjoy hearing about any insight into this press in the meantime. Thanks guys. Shack is undeterred. I'm beatdown, but not beat! Standby.


-
Thanks for the tip, read most of his posts and sent PM to him. This might work. Short vid, our action starts at about 1:15, although the whole thing is cool. www.youtube.com/watch?v=GjmvEoRCLJE&feature=youtu.be
-
My dyslexia, auto correct, or a typo misrepresented what I thought was the 12ga dimensions. Of course it is .105". I understand the brioche pan analogy, and yes a sheet of paper into the bottom die would resemble that very much. I just figured …thats what you get- and move along to hammer the wrinkles out. Is that ridiculous? Serious question. Maybe I need to start a new thread (after searching the forum obviously), about spinning. I am equally unknowledgable about that technique, although I've seen it done. I have a fairly promising marketing plan, but it is not ready for the entire world wide inter web yet i have recently been sent a link to a YT video on another forum of which I am a member. If I can figure out how to post it here, it is pretty interesting and shows a guy DOING what I am attempting. Thanks for all the insight thus far. Shack. aka hardhead.
-
Thanks for the read Doc, interesting stuff. First off, I misspoke about the thickness of my blanks I think. I am using 12ga and according to his table that is equal to 0.150, so am I correct that it is a touch under 1/8"? And yes my punch and die will have plenty of tolerance, the punch is approx. 8" and the die will be exactly 10" (prototype). And that leads me to answer in the affirmative to your question about the sides, and I also now know why you asked. They will yes be angled, and the author mentions that the walls of my blank may well be thicker where the bottom of the punch lands. I am sure the punch will come out of the blank easily. Not so sure about how much persuasion might be needed to extract the blank from the die. I took some of that into consideration, and chamfered the punch. Lubrication is mentioned, so maybe I can oil the blank or die? I figured it might be difficult to remove the blank, and I was hoping that there would be some kind of "spring back". Sure enough, that too is mentioned in the article, and here I was thinking I myself coined that term. I may cut some slots in the die just so if it gets stuck, I could get something in there to pop it out. I am not too concerned with the wrinkles you mention, and what the author refers to as "bend bulging". After all, we are moving next to the forge, then some hammering. I would not object to the skillet itself having a more rustic look anyway. Kind of want a nice flat bottom to it however. I am thinking it would be nice to maybe make say, 500-1000 pcs, but in reality If I find a suitable press, I would probably start with 40 or 50 blanks. holycow 1/4" Yeah we all agree I will need some heat.
-
I dont "point out" anything to someone of met on craigslist : ) I will look into the stamping press, but i must say i like the iron dwarf's reply better. ok so like i said, i "wanted" to do it cold. i'll heat it then try it on the 80T- why not? "rain on my parade", "isn't practical", "unrealistic"… makes me want to do it even more and yes i have considered spinning. more on that later, need more intel on a press. thanks so far guys. call me shack, or hard headed : )
-
Well we were hoping to do it cold. As seen above, a 3 ton ratchet arbor press ( am i saying it right?) would not do it. The guy with this press for sale (CL), told me not to even waste my time going to see the 80T hydraulic. Said we would need something like a 40,000lb press or some such thing. Also warned i could do damage to the press itself or worse yet, injure (read; kill) myself. What would actually be the dangers in this- as i said not familiar with presses or iron/steel work. Don't need a steel frisbee in my gut but wouldn't be the worst thing to ever happen to me. If i use the manual 80T, and center my dies, and go nice and slow … what honestly could happen? I know stuff sometimes goes flying... thx. shack
-
Ok folks so have been working pretty much with wood my whole life. Save for the rigging, but that was mostly building vessel moorings. Don't know much about presses and what the capabilities might be, but I'm sure I don't want my finger under a 3 ton.I would like to know the size requirements of a press capable of making a small indent into 1/8" sheet steel. Literally the first step in making a carbon steel skillet. i would have thought maybe a 3 ton arbor press- NO WAY. 1/8inch is some tough stuff. How about maybe an 80 ton hydraulic press? I have the dies made already, they are a 3"L section of 10' ID pipe, with an 8" round billet about 2 inches thick to do the press. Starting out with a 12.5" round of the 1/8". I made a bunch so I can try different presses as I find them for sale. Thanks. Shack