Hoenirson
-
Posts
39 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Hoenirson
-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
You think so? Excellent. I do notice it leaking out the left edges of the front door a bit, same with the back. I wonder if a baffle might help? -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
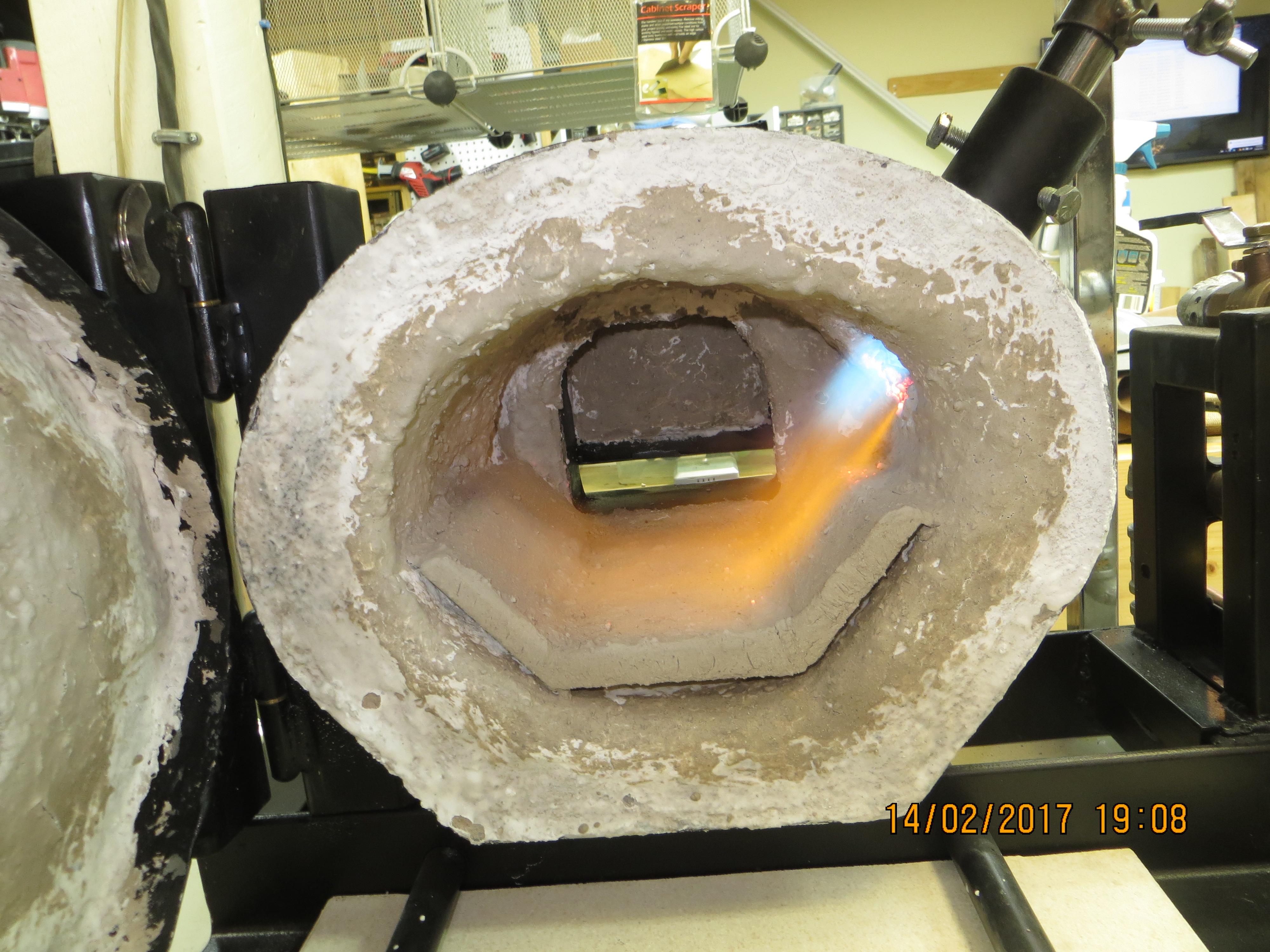
After adjusting the burner OUT of the forge as per Mikes instructions, AND discovering the outlet sleeve had loosened up and could travel over an inch, I think I am getting some good heat.I am letting it cool off, then may do one final (fifth) full heat burn. I attempt to heat some metal again, then. Still getting some snap, crack, pop. Very little dust so far (progress!) I will leave these 2 pics full size, as the flame is a little hard to pick out. I THINK the spread looks good, and it is visible curling up the far wall before disappearing. The burner tip is maybe an 1/2" in from the interior. Does this look about right? This is running at about 8psi. Here is a short video, as the flame is not showing up great above.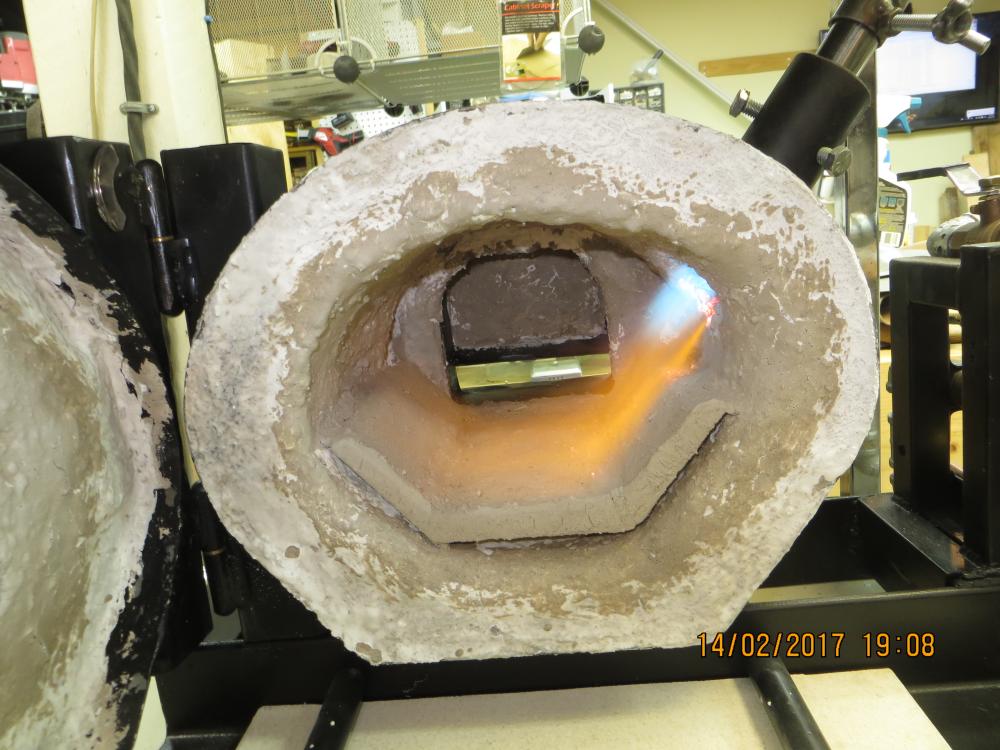

-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
A low heat 5 minute firing turned all the new coating solid white where exposed, and a slightly creamy white underneath the kiln plates. Texture is mostly smooth, except where put on lumpy or dripped. Kiln shelves join up fairly well, still lower than the door opening. Flame curls around the edge well enough. Same mix applied to all surfaces that might shed dust. It goes on fairly translucent, which is surprising considering the amount of alumina involved. After it dried, a second coat of ITC-100 over all reflective interior surfaces. It was cut with liquid glass as well. Sealed kiln shelves down. I am hoping that it can capture flux drips. Time will tell. I attempted to get a lip formed on the front floor edge and a seal on the back edge. Area underneath kiln shelves is left empty cause I tired of xxxxxxx WITH THIS!!!! GAAA! I WANT MY xxxx FORGE WORKING. Ahem. Sorry. Nearly there. Sigh.



-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
Mixed up a runny batch. Here is the test area where flame was impacting the most, and chowdering up the hi temp cement. I will give it a test firing tomorrow and set the burner for max O2 to produce some CO2 which apparently Water Glass is hardened by. This will be under the kiln shelves afterwards, but I still want to try and seal up the powdering refractory, even underneath the Alumina shelves. And here is our patient prepped for surgery, masonry cutting blade at hand. It cut thru like butter. Crunchy butter... 4 x 7" floor, and 2 3 x7" sides. I will chamfer the mating corners and the leading and trailing edges of the shelves.



-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
I will Ede, thanks for the encouragement. It really feels like I am out in left field here. Found this recipe for Satanite: Silica (SiO2) 34.8% Alumina (Al2O3) 59.4% Titania (TiO2) 2.6% Iron Oxide (Fe2O3) 1.5% Lime (CaO) 0.3% Magnesia (MgO) 0.4% Alkalies (Na2O+K2O) 1.1% Then this site shows an alternative called Kerathin showing a breakdown using Silica and Alumina again: I think i will mix up something close to 85/15 as I can do. Wish me luck.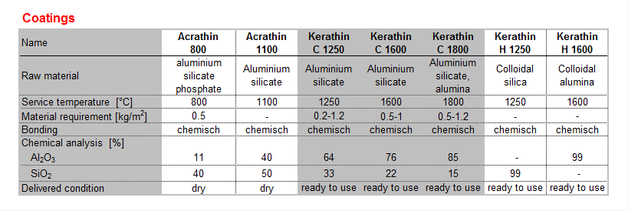
-
Based on all the great suggestions, I have built a shouldered removable insert that bolts itself and the anvil down to the supporting frame of the stand. This way I keep my options open without modifying the anvil shape. This had the happy result as well, of deadening the piercing ring of the anvil. It was like a fresh sharpened golden spike (with just a hint of lime) being driven into my head with every blow. (Yes I was a bit hung over at the time.) Taking the lazy way out and still waffling a bit on finishing my forge floor, I welded a 5" piece of truck spring to some 1" solid stock to form a hot cutoff tool. I made it long to support the blade directly to the anvil, instead of via the inserts welded shoulder (yep, I am a big chicken). I don't think I would need a 5" wide cutoff, so I shaped just the middle to a thick edge, and left the top corners to be used for shaping surfaces. One is flattened, and the other is rounded. If ever DO need more edge for cutting, the material is easy enough to remove to extend the cutting edge. Here is a quick video of hardy tool.




-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
Supplies have arrived! I received a large Alumina 5/8" kiln shelf sufficient to line a goodly portion of the forge floor, seal off the door ends, and have a wee bit left over. It was more economical to order a large shelf and cut down, then to order thinner smaller pieces. Also received was some Alumina Hydrate and some Sodium Silicate. I hope to use this for a couple of things. -1: stick the floor bits in place - 2: mix a refractory that doesn't continue to shed ceramic dust. Alternatively a wash that seals the ceramics down better. With the ITC100 coating applied, the dust is still pretty heavy, which makes me think my zirconia coating is at risk as well. I am thinking, that with these 2 ingredients and perhaps something to minimize shrinking, I can build a better refractory coating than what I have now. Reviewing iforge refractory discussions again, and keeping in mind that I have restricted refractory purchasing options here in Nova Scotia, here is what I am wondering about. For point one I found a reference to something potters call 'wadding' and 'kiln wash'. Wadding = Alumina Hydrate (3 parts) + EDK / Kaolin ( 2 parts) Kaolin = 46% alumina, 54% silica Kiln wash = Kaolin + water The above reference then discusses methods to raise the melting temperature of the wadding I found what I believe is the source graph mentioned: This sure seems like a fine argument to mix up the thickest Alumina Hydrate recipe possible. Melting temperatures do seem high though, based on anecdotal evidence. Thoughts?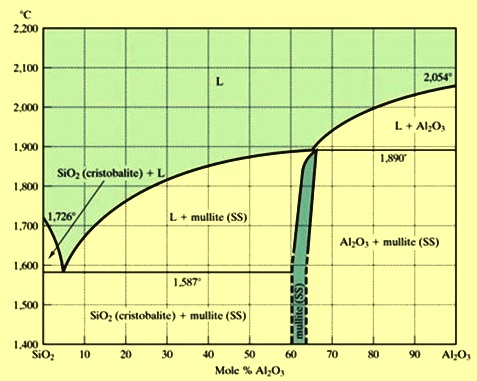

-
Welds are holding up for a quick fit of the ... anvil. I WILL be adding a triangular leg shelf to tie the legs together. Stand #1: Not a chance of getting my mitt around it, but this gives some perspective. The height of the anvil faces is 9". The ring is pretty loud right now. I will get some rubber under the anvil and see if that helps. The anvil is very fitted to the stand and is held in place by its weight and shape. The bottom face of the anvil sits firmly on the 3/4" plate that the legs are welded to. We needed three of us to get it on the stand while its tipped over. The boy to foot the legs, me holding it up by the ring, the wife pushing it into the fitted collar. Then we tip it up, them footing the legs, me lifting the whole mass of stand and anvil til it stands up. Stand is 66 lbs as is. I know the legs are overkill (2.5" x 4", 3/16" thick) but this is what I had in the shop. I assume more weight equals better, so I will cap the bottoms with some feet and fill the legs with sand. I have lots of cleanup to do on the stand. Also planned (after a shelf) is a way to hang a couple hammers and some tongs. Yay progress! (Last pic showing all of stand and the boy who is helping with the painting.)



-
Ah, yes. Suspicion confirmed. Thank you. Better for my use anyways.
-
Ball topped stake is what I JUST put together with this steel ball. The ball sits at 34" high on the stand for planishing and forming, and when used as hammer leaves lots of pipe as a handle when used on low dishing stump. This one is a 5" diameter ball. It acts like a mild steel in welding, not like a cast ball at all. Seller claimed it was a very old cannon ball. Total weight was 24lbs which is excellent, as I have a lighter 9" diameter factory knuckle (17lbs) for larger dished pieces like helmet tops. I find the heavier the weight the less work I have to do. Heavy dishing ball does all the work.


-
Sounds like a stand to support both is in order. I have to admit, I did not think of using them as is...makes sense. Thanks folks.
-
This followed me home from local scrapyard today. These are hammers from an industrial rock crusher. $20 each and weighing about 110 lbs per. I am trying to decide best way to turn one or both into an anvil for myself, a beginner smith. Both On End, welded together: Or I can level the top for a larger work area. I have some heavy metal stock I could weld a stand up with, or I can slab together a stand from 2x10 lumber. I would appreciate any thoughts and suggestions. Thank you.



-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
As I am still waiting for refractory to air dry, I got bored and built this long stock support. -
An armourer who taught me, used to use those and larger ones for dishing. His method was to weld them to posts, sometimes offset for plenishing in odd locations. 2 of them welded near each other allowed a valley for dishing into for heavy fluting, for things like the later period knee fans that protect the sides and tendon of the joint. He would also weld them to hammers for added momentum. That also helped with inside odd spot where a heavy short arc of swing was the only way to dish. I still use a large partial 8" ball welded to a post for plenishing and heavy dishing over wooden stump. So ya....I would use them for forms for doing customized sheet metal work.
-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
Good point. Thankfully I found a propane parts supplier in Halifax, that can provide gas rated stuff. I am also hoping to replace the rubber hose with a stainless one. I have one propane rated one still on the rig for the feed from the tank, and the one that got removed LOOKED the same (doesn't fit any other male connector in my air parts pile) but was not. -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
Understood. If the doors get stuck I will report it. They are on VERY loosely. I will share that welding the lips on the doors did warp the rear sliding edge a bit and that bound the door up a bit tighter when closing but nothing a couple of wee taps with hammer corrected quick enough. The back door (the first one I built) has tighter tolerances than the quite floppy front slide. In the meantime this gives me something to do while: a ) some kiln shelves and supplies come in, b ) knee gets all healed up. Still hobbling about, but even that amount of activity helps rebuild strength. Plus limping in public is kept to minimum. Based on what this has taught me so far, I would be tempted to incorporate some holding edges into the oval forge ends as well. First though I want to see it after some actual forging use. That will be a while though. I have been rushing the cement to set and paid a price each time. I am thinking a week to air dry should be better, then oven bake, then some brief firings. Thanks for the feedback and patience folks. This has been a lot of fun so far, and beats surfing the couch while I heal up. p.s. When sourcing the hardware for all this, the clerk who was very helpful had a lot of doubts, and assured me he would watch for the newsreport of the nearby explosion, to see when my build was done. That gave me a laugh, thus the title. -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
In the interests of sharing the bad as well as the good, I present my failed forge door souffle. And the more I added refractory to seal in the edge, the more it would curl up and pull away. This effect was less pronounced on the oval shaped ends of the forge, suggesting shape is a factor. In response the lining was broken to allow it to sit as flat as possible, and a metal lip is welded into place. This was then sealed in with more refractory. (Partially shown on later picture) The forge ends vertical plates are trimmed nearly flush to the forge top and extended over the top, to seal better when fully down. Lifting handles are added to each door, and finally a larger handle to open the front end.



-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
I was forming the soft removable floor to the bottom of the forge. The plastic wrap was to allow a close fit, that would not stick to the inside of forge surface while it hardened. After the floor piece stiffened up sufficiently, the plastic wrap was peeled off, as it was preventing the bottom from hardening as fast as the rest of the floor. Does that make sense? Once I get access to some alumina kiln shelves I will be redoing the floor, and tossing this one. It is just a temporary measure. -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
Forge metalwork is mostly done, all elements have been insulated. Both ends, doors and sacrificial insulation coatings are still baking hard, in the oven as I type this. So pics of the forge just before insulating will have to do. Front: Side and Gas Manifold: Rear with door in place: Firing it up revealed a few things. Positives: 1. Temperature ramped up good and fast with very little pressure. 2. Gas manifold did not heat up, so is far enough away from heat. 3. Bullet hinges works very smoothly with the heavy door. 4. Simple handle near 3:00 position of front door should stay nice and cool. (first forge project?) 5. 1 inch overlap of front and back stops 90% of hot gases at that joint. Small amount of heat emerges directed back along body of forge maybe an inch. Negatives: 1. A good amount of heat escapes up behind sliding doors, so handle will have to be redirected forward of the door, out of the path of the 'chimney' like heat exhaust. 2. Rear door now fits VERY tight on forge. Gently tapping it on and off seems to work. 3. Burner quick release needs to be upgraded to heavier duty version like the bottom one, as it proved intermittent. 4. A fine adjust (not the idle adjust) at base of manifold would be much handier than using the tank adjust. This would allow me to keep eyes on forge while adjusting temperature. 5. A fair amount of cement debris is being produced. I wonder if the ITC-100 I am still re-hydrating will eliminate this. Things to do: 1. Thicken coatings and bake on longer (in progress) 2. Fabricate long stock support surfaces for extensions. 3. Modify top of door slides moving handle forward of chimney effect. 4. Make a simple handle for front door. 5. Apply ITC 100 once cement coating stabilizes. 6. Build proper floor once kiln supplies gets here. Here is a quick video of forge so far (sans some of the insulation). As always, I remain thankful of all the help so far, and very interested in feedback. Happy New Year everyone!


-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
Frosty....that is....kinda...AWESOME! Ok, its official...I definitely need to get out more. -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
Haha....fair enough. p.s. googling images of "das bunker" was a bit of a shock. Or maybe I just don't get out enough. -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
I hear you Frosty. The best IS the enemy of the good! Believe me, there is several points I left alone, until I can get some real use experience on it. (Already know what I would do different for the 2nd one) I know it will not be perfect, just know its easier to fix while its getting built, if that makes any sense. Knowing it will not be perfect, I AM hoping to have a very contained propane forge. And I WILL miss some issues, but I can still give it a go. When I was younger and stupider, I remember staring up into a spotless blue sky with a friend, despondently trying to spot the crossbow bolt we had just fired straight up, because...stupid. Talk about instant hindsight. Failing that, AND knowing that the winds that high up could push it anywhere before it fell back to earth, I decided that running was a good idea. Mostly thinking ... 'now I am going to die running feeling stupid and tired, but it was still better than standing still, dying twice as stupidly.' Hopefully both of these stories provide some entertainment. ps. One last evening go and....door hinge success! Just required cutting off spot welds twice til the thing hung straight..sigh. -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
I got a bit more done during the last couple of days. I have the ends openings framed in, and even added a bit of reinforcement to attempt to minimize warping. I know, it will happen anyways, but its easy to do while I have it open so why not. After insulation is added the bracing rods will be covered over and never seen again. Sliding verticals for the back have been installed and slide on a VERY loose rail but can be fixed with a locking bolt. I also added four bolts to tighten the rear on, and one thru bolt to lock it on to the body. (see last pic) It is loose enough that if the tension bolt is released it slams down shut. With the back end metalwork basically done, I move on to the front hinged door. These doors are getting heavy and I do not want this torquing the body where the hinges attach so I need to beef up that area a bit. Here is what I have come up with. The body post will be welded to the base frame that the forge bottom (and gas manifold) will be attached to. The second beam is welded to the door and 2 heavy welding hinge bullets are welded to the beams. This should reinforce the relatively delicate forge body and transfer the hinged doors weight to the base AND help offset/balance weight of the burner sticking out on the right. The base is going to need to be strong and bolted down. And ...... just ran out of gas despite the efforts of a lovely fortified yule time coffee. So CLOSE! Arrrrg.



-
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
And here is your Xmas Eve update...a quick walk-around video with front and back in place. Posting this quietly...kids are really trying to get to sleep before Santa gets here...1 hour to go! -
1st-Timer Forge Build Fun ( or 'Hey look, still not blowed up')
Hoenirson replied to Hoenirson's topic in Gas Forges
re bullying: Nicely put. re Fisher burners: Understood, moving on. I have cleaned up the burner a bit. - Added more set screws to exhaust flare to control attachment angle better. - Shortened primary choke sleeve to leave room for secondary choke fittings. - Smoothed out inside of exhaust flare lip to allow better flow. -Slimmed main burner tube to allow better range of position of exhaust flare with intention of allowing some tweaking. Sorry no pictures of this as a lot of this is not visually very obvious. I DID get a real good scare when I put everything back together and it ran HORRIBLE! (what have i done?) Happily, a small adjustment to the mig tip angle of injection brought it all back up to snuff (phew!) Since I really need to have some sort of floor in place to establish flame angle and front and back door levels I have started building that. Based on material on hand (I know, thats a trap...but its just an initial step to keep the build going, I will order Alumina shelves and stuff shortly) I have built up a series of refractory cement and thin layers of kaowool compressed to give some rigidity. I am trying for a slightly dished floor to capture borax...we will see. In the meantime I have been working on the front and back enclosures. I have established an opening profile based on a slightly smaller opening than the inside of the forge. I thought that by doing so I could discourage flow from immediately spilling out of forge. I also wanted straight sided openings to facilitate vertical sliding doors and for ease of welding on the metal sides extending back into the shell. This is the opening profile I settled on (at least for the back). It is 4 5/8" high by 5" wide. Pandering to my diminishing patience I built some doors to allow use of the kao-wool for insulation, side lip for sliding in track, and handle area above. I will play with this design a bit more when I get some kiln shelf material in. I just have to decide how much and how thick before I can order. Here is what the doors looks like so far. After doing a quick fitting of the back (which fits relatively snug) and thinking more about the front...maybe I will try for a hinged front door, and just have the back bolt down. The reason is, I can see needing more frequent front openings for activities like straightening coil spring for cheap spring stock and therefore needing fast access to the full inside diameter. Right now the front is a much looser fit, so a sliding pivoting action should be workable. I just have to figure out the hinge placement and pivot points. The challenge is the the door slips over the forge body by 1" leaving 2" left for insulation. This means the pivot point has to be out from the end of the forge body by a fair amount. Hmmmm. Here is a picture of the back of the forge. You can see the spacers establishing the generous gap all the way around. Lots to think about while this stupid knee heals. Stupid post surgery infection. Stupid antibiotics that disallow yuletide beverages. Hmmp. Merry Christmas everyone!