
olcarguy
-
Posts
57 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by olcarguy
-
-
Been working on this on and off when time permitted. It's all made from scap bits that were laying about. Feel free to critique as you like.....haven't fired it up yet maybe today.....OCG
http://picasaweb.google.com/olcarguy/NewForge
#
Last couple pics are of some freebies I received. Can anyone identify the all thread in second last pic? -
Some times we have to take a step back and make a decision. Is plus or minus .5 of an inch good enough or is .005in good enough. Depending on the job some times .0005 is not good enough it depends on the job. Must remember we are Blacksmiths not Machinists......
-
When my wife says aren't you finished yet, stop being such a perfectionist and leave it alone it's done already. Nobody will see the mistakes but you.
-
-
So thank you for the extended help Irnsrng.......
-
OK Glenn. Your post got me to thinking, it jogged the memory, gave it a kick start if you will. I remember the old way I did it.
Draw a straight line the length of the #1 circumference, from the centre of this line draw a line at 90 -
Thanks Glenn.....I knew somebody on here would know.
Roy -
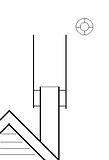
I need to fab a transition from 4"OD to 2.25"OD for the air supply on my new forge. Problem is I seem to be forgetting many of the tricks I have learned along the way. I have built many transitions in the past but I'll be xxxxxx if I can remember how. I know I need the circumference of each piece and lay out with dividers on a perpendicular, but thats about it.
Old age sucks....new metal beater....old millwright -
Old axles where tempered differently at the ends where the splines and bearing seat was as compared to the centre area. The centres where normalized I think....not sure.
-
You can wet it with some water to make a paste that sticks if you want. Thats how I was taught to weld [solder] silver and gold.
-
I use Crawfords or kawartha steel both in Peterborough.
-
Hot backset also works very well.....
-
I have a hammer I made myself out of a 2" piece of copper pipe filled with lead. the extra weight makes it easy to swing and no damage that can't be fixed with a little heat.
-
Hell man if it works and you can beat hot metal then have atter....
-
Nice work.....Oak Hill Forge......Do you have any measurements available, and how does that grate attach.....
-
A variable speed control for a router will handle the currant easily. Available at better wood working stores.....
-
Danz409 Make your own charcoal if you can. it's very easy and if you can get the wood for free it is cheaper too. Some one has to building a new house somewhere in your neighbourhood, ask for the off cuts and be neat and you can get them all the time.....Try a search on making charcoal.
-
Awsome work...How are they finished so they don't rust on a finger in daily use?
-
Just lost in aw in your mastery of the metal. Now just don't sprain your shoulder patten yourself on the back. You might even have to change hat sizes......
-
Quick Summary: Some approximate starting advice is to set the spindle speed between 700-1000 rpms for steel, above 2000 for aluminum, and slow down from there if you get discolored chips or heavy drill bit wear. In most cases the drill press will not be able to supply enough power or speed to follow the below recommendations. A 3/8" drill bit drilling mild steel at the recommended speed and feed could require around 1 hp. Going slower usually doesn't hurt, and will prolong tool life.
Drill press spindle speeds depend on lots of things: the type of material being drilled and its hardness, the hole size, the type / hardness of the drill bit and its sharpness, whether or not a cutting / cooling fluid is used, and the rigidity of the drill and clamp, among others. Also, most speed recommendations are geared towards manufacturing environments where machining time is very expensive. As drilling speed increases productivity goes up, but tooling also wears out faster. The recommendations seek a balance between these two concerns, but this balance is not determined with the pocketbook of someone running a hobbyist or prototype shop in mind.
So, for the hobbyists shop, where longer tool life is probably more important than machining time, and where pushing the speed limit may ruin a valuable prototype, reasonable advice might be to start off at about 75% of the recommended drilling speeds.
You'll typically see large ranges of recommended speeds for various materials, and some discrepancy between different sources. This is partly due to the large influence the material hardness has on how fast it can be drilled (harder --> slower). Even if the material and its hardness were precisely known, the large number of other factors would require some experimentation. If the chips are smoking, turning brown, or the outer edge of the drill bit is chipping, go slower or add some cutting oil / coolant. (a decent guide to cutting fluid)
In general, a slower-than-recommended spindle speed won't hurt anything except in the case of extremely small drill bits, say smaller than 1/16". With small bits, it's hard to feel resistance from the metal, and therefore, very easy to push down faster than they can remove metal. Using recommended RPMs (spindle rotation speed) mitigates this risk. A tip for drilling extremely small holes is to drill down to the depth stop, and then move it down a 16th of an inch, and repeat. This ensures that too much metal isn't chewed off too quickly. -
That was my guess Mick.....
-
Pipe is available in many wall thicknesses, fron thin wall to 1" and thicker. It all depends on the presure the pipe was designed to hold. Go to your local scrappy and start looking....
-
Here you go, Archie it's a bit ruff but I think you can get the basic idea. the lifesaver looking thing in the corner is a top view. Any thing else just ask...
-
What style of chimney are you using. There is an easy modification to a straight stack that can draw in more air and delute the smoke. If you are interested I can make up a drawing.

Wow!
in Blacksmithing, General Discussion
Posted
Nice job on the new forum. Been gone for a spell, it sure is a change, a good one at that.....