

DanielC
-
Posts
664 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by DanielC
-
-
Sorry guys. Yea sold it to really go towards the downpayment of my house, and already had the 4b purchased by the time I sold the hammer. It was a really odd time with money crisis crossing and big decision making.
-
On 6/19/2019 at 5:14 PM, Andrew Golabek said:
It is definitely not because of the incorrect forging temperatures, but rather the high alloy content
High alloy crucible steel is properly forged all the time. For instance stainless crucible steel with really high Cr content. Typically those flavors have other alloys such as nickle in them as well.
If it wasnt incorrect forging temps, what is your estimated carbon content and what temps was this forged at?
On 6/19/2019 at 5:14 PM, Andrew Golabek said:It is definitely not because of the incorrect forging temperatures, but rather the high alloy content
And why the definitive statement if this is your first attempt?
-
The crumbling isnt necessarily a too high carbon issue. Your issue is not knowing carbon content and not knowing proper temps to work it at.
Thermal cycling is good for diffusion. It creates a shell so to speak, but it benefits the pattern as well....if you can get to a pattern

-
Nital etch instead. Reveals more.





-
Yea, I do. I recently purchased an refurbished an inverted metallurgical microscope. Finally got it running and decided to take a peek at the resulting blades. Spheroidization of the cementite is obvious :0 (Ferric etch. Not etched in 3% nital as is proper). Also 800x objective is being funny so not using it yet.
-
Good job. Now spark test everywhere you can, and then work it down into bars. Both excersizes will reveal to you if the furnace was ran according to its size/dimension for either iron or steel. It can also reveal slag health and how much of it is with your iron/steel which is important im bloomery.
-
My most recent work ~1.7% C


-
Awesome!!!
-
I have a little over 2" of baltic birch plywood for the frame of my 4b. Fabreeka and the same plywood for the anvil.
-
I had him make me a custom quick change for my Murray. Then once you get it, you will need to take measurements so he can make you proper keys, that you will then have to custom fit with prussian blue/magic marker/dykem.
Its a little tedious but worth it in the end. I had him make me like 6 or 7 custom keys for various dies.
-
I helped make my upper (See thread down below in this section).
And then I had Roger at LG make my bottom because it wasnt worth my time making another. -
You are one of my bladesmith heros.
-
Testing everything out. Works better than i had hoped. Die fits tight. Keys fit rather well.




-
The dies came annealed. After all the machine work i normalized 3x at 1650F, and then hardened at 1550F in 10 gallons of Parks 50 which was at 75F.
I am not overly concerned if the main body wasnt as hard as the face of the die. Since its roughly the same diameter as many of my 4140 hand hammers thats are hardened in Parks, i knew it would take on full hardness.
Now for final fitting of the key.

-
Looks like a self contained under the tarp.
-
Ugh, such little available on Nazel.
-
Ahh so the tag serial doesnt reference a year at all. It did in a card catelog somewhere, forgotten in time though.
I keep meaning to buy that book. Does jt contain info on self-contained hammer?
-
I need more info on this from books. I didnt realize Murco was bought by LG.
Whats yours look like?
-
The tag screams 1950's to me.
-
Well the machine company that had it eventually to sell to someone else has 1975 on thr date with a machine# which is i am assuming a catelog number for their records in their warehouse, and the date it was brought there?
Or it was bought new and they were a distributor of the hammers and the date 1975 is the date of manufacture?
Maybe the 2052 serial number on the Murco tag means it was the 20th machine made in 1952?
-
It is amazing that i just found this thread, and i was replacing the tension spring for the first time on my 50# Murray.
Like your Moloch, my Murray has some upgrades to the LG hammers you often see. Roger Rice is making up some keys and bolt down die blocks for my hammer as we speak. He said my hammer had very few hours on it, and thats after me pounding away with it for a few years.
With that said, i havent forged with the new spring on, but before it was replaced, my 50# Murray has such ridiculously good control. It will forever be used as my blade hammer. Simply no replacing it.




-
Of course, planned on it.
-
Ok so talked to the owner of little giant, and his ans for Murray and as indicated by my machine, that a Murray hammer has taper in tje female dovetails on the machine, but the dies are straight.
I originally had my top die correct for my machine.
LG's have a 2 degree taper, but my murray has a 1 degree taper.
My top die that i milled the 2nd taper in as per instruction here can still work for my machine with a custom key, that they are also willing to make.
-
Every hammer performs better on a foundation, but many advertise not needing it, such as the smaller Anyang. Didnt realize he didnt recommend it for the IK though.
Digging a hole and concrete to fill it is relatively inexpensive.














Oroshigane (photo heavy)
in Metallurgy
Posted
*NOTE: My memory of some things is a little foggy. This project was ongoing and posted on my IG with some details not here I imagine @caublestonecutlery
This is about 30% of the steel I made this year. Some of it didnt make the cut as I was experimenting and testing different parameters of the furnace and run.
Average spark of this seasons orishigane
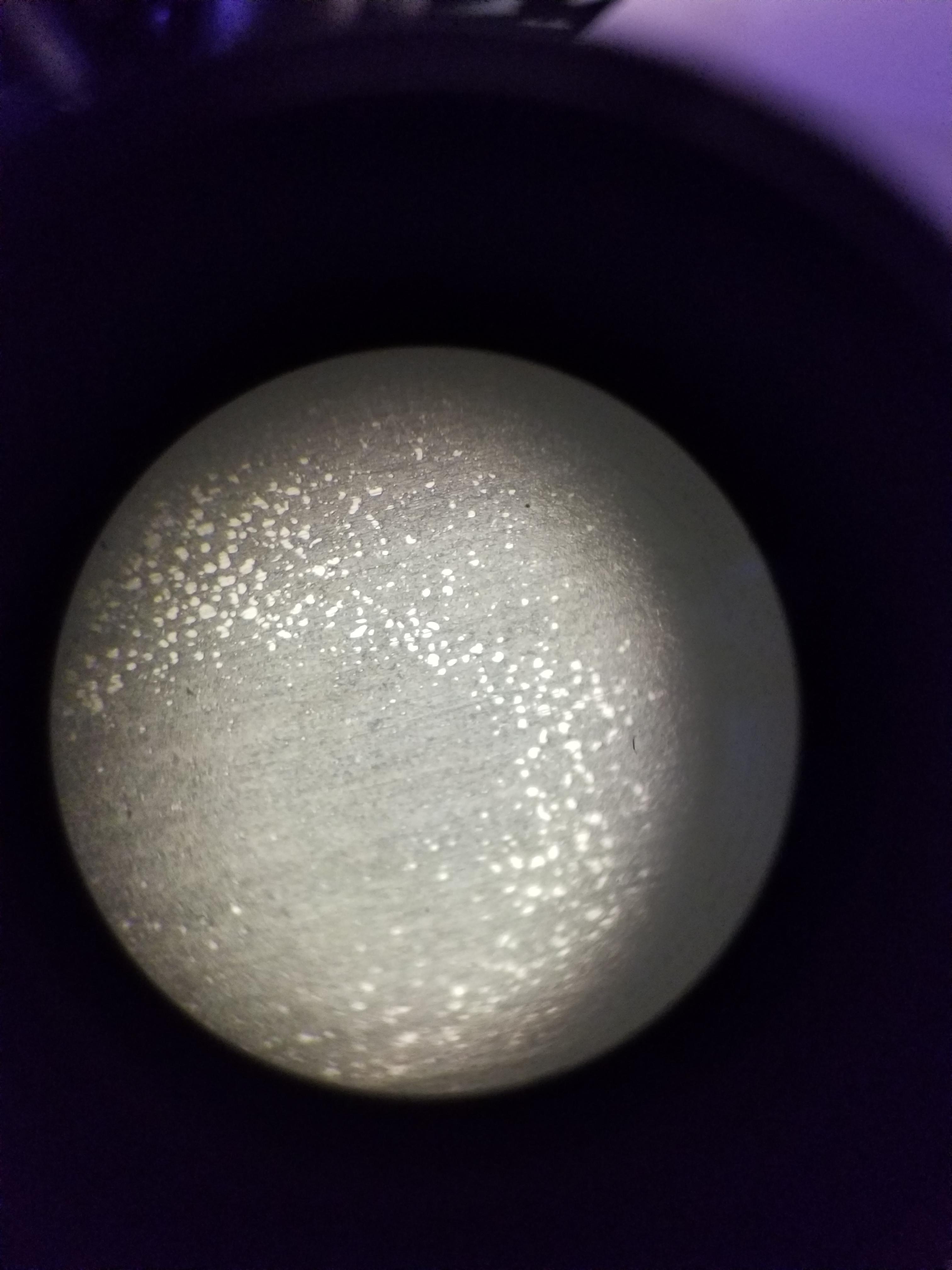
The puck that the spark belonged to
Cut puck in half. Rather porous to be expected, but still very dense
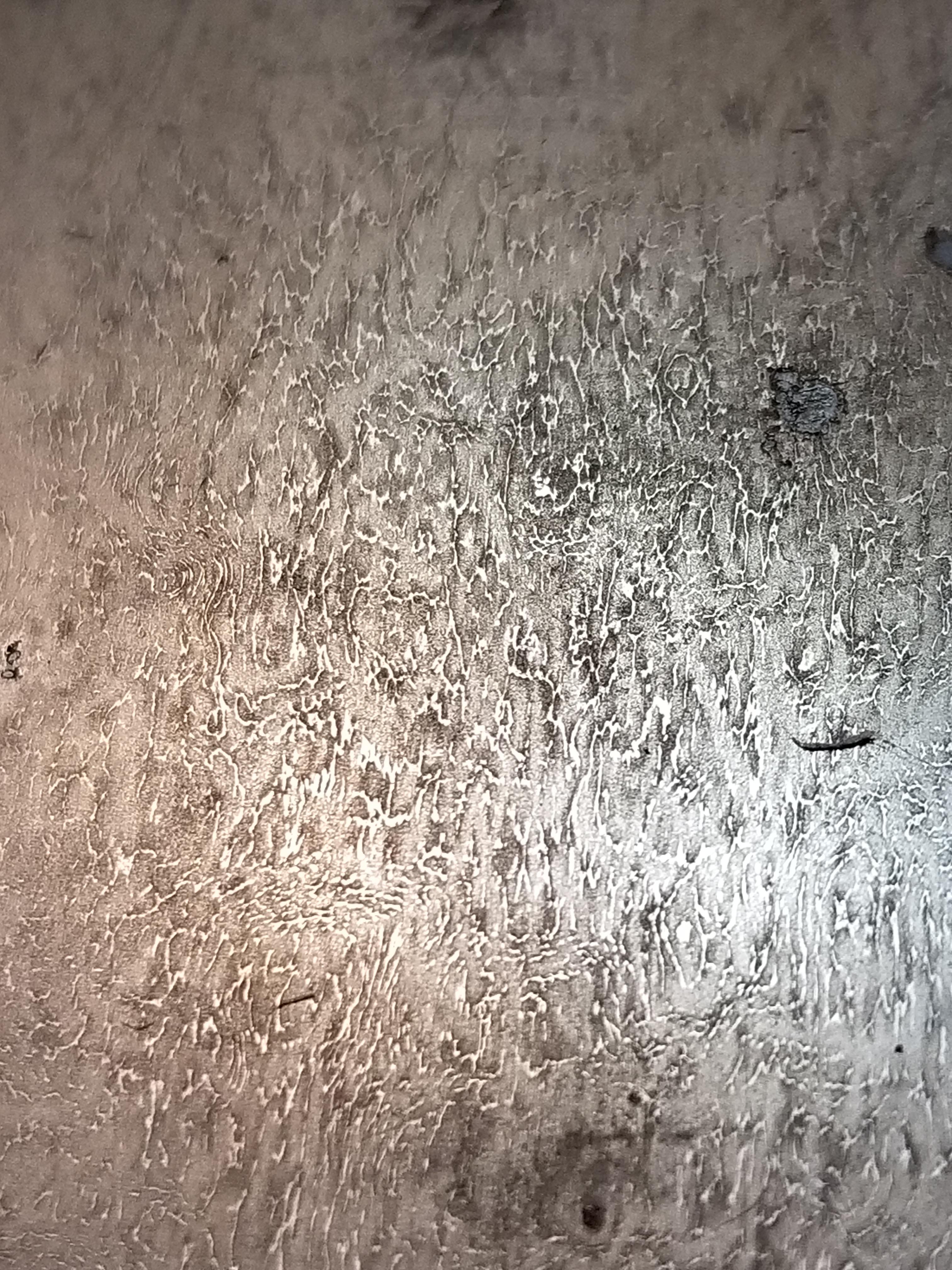
Polished and etched to show dendritic structure
Spark test showing extremely high levels of carbon
Very neat puck. This one showed a gradient of cast to steel.
Break on the edge indicated cast
Spark test of steel portion
Another steel portion
As we move into the cast region the spark starts to turn red and shorten
Another very short reddish spark
Cast
Steel
Here is a sample piece from same puck showing gradient
Not really sure why i posted two of identical pic.
Fuzzy pic of same piece etched
Better pic of etched surface
Time to cold break with 12# sledge
Fractured like glass
The small bar to the left is 12 fold bloom iron for the eventual core.
That's it for now. Other projects have pulled my attention.
Thanks. Its a ton of fun. A lot of work and practice has lead to this
The blues were actually in my orishigane. The grade 1/b tamahagane is just meant for my own study.
This is video of my work on this last year.
Each heat is basically a fold, so yea welding heat. It may get a quick low heat at the actual folding the bar over part as it is a bear to bend and work such a high carbon steel. Once tbe temps cool down cool enough as the bar is being drawn out, it feels like a thick bar of W2 or mildly the same resistance something like crucible will give the hammer.
The first half i worked last year was a tremendous amount of work. I was developing my methodology while also figuring out how to get the steel the cleanest. The first half was made from melted wrought and some had bloomery bits in it. Except after reading aristotles accounts of steel in his version of a furnace, i learned that if i took the material i melted once already and melted it again, i would have a cleaner steel that had a higher homogenity in carbon. Which it did. The only drawback was the return in steel quantity was greatly diminished.
I think the first bar had probably 12 melts worth of steel in it. Which incudes the remelts of the melts.
Between that bar and this bar i made a fair amount for testing and even made some for trades with other smiths. Then i took a break ajd started working on other projects. Charcoal is expensive, and i get bored of making charcoal in the retort.
I revived this project after spending the day at Jesvs's old house on top of the mountain. He had a lot of spare crane cable, and implored me to use it in remelts.
So this past spring i decided to do probably another 20 melts or so testing out one parameter of the furnace to another. I even ran into some problems that required me to have a neureaka moment while reading Art of the Japanese Sword.
This last bar is made from remelted crane cable for the most part and my hope is that the differing feed materials may lend to a contrasting hada on the blade in the end.
Ive found that the feed material isnt all that important. I still have tk send pieces for analysis, but my suspicion is that the remelt process at least strips the steel of Mn in the melt. My testing with the remelts over time have indicated this. Ive melted 1018 that had .8Mn per spec sheet, and the resulting 5 fold steel example was as shallow as you would expect from Mn devoid steels. The modern steel remelt also did not require a 2nd or 3rd remelting to achieve the cleanest steel possible either.
It all folds and sticks to itself like a dream.
I think you have seen a lot of this live on my IG Caleb.
Have been working on the ability to push carbon into high carbon steels to make them higher carbon steels using higher carbon orishigane and carbon migration principles laid out by Verhoeven.
This orishigane was pulled from the furnace and knowing how well I can make ultra high carbon steel from one end of the puck to the other, used the entire mini-bloom of orishigane. Folding was conducted using my own formulation of mud and rice straw ash.
From there it was folded 9 times and laid to rest until I was ready to use it.
The spark yielded a rather high carbon spark. Much higher than W2, so I set out to sanmai weld W2 with orishigane at mid to high temp welding heats with soak in hopes of pushing carbon into the W2. Then drawn out into a billet to be used as core material.
From there I constructed a sanmai with this material and my usual 1018 mild jacket. This time using a lower temp forgeweld to mitigate migration into the mild.
Drawn out and a gyuto was made. Hardened using japanese Ht techniques and just got done machine grinding it. On to hand sanding.
Unfortunately I dont have time to make this a kasumi style kitchen knife and stone polish it like I really wanted to as this is going to Bladeshow and I dontnhave time. So sandpaper, loose abrassives and etchants it is.
I started polishing it for kasumi anyway (japanese natural stone polish). Long way to go :0
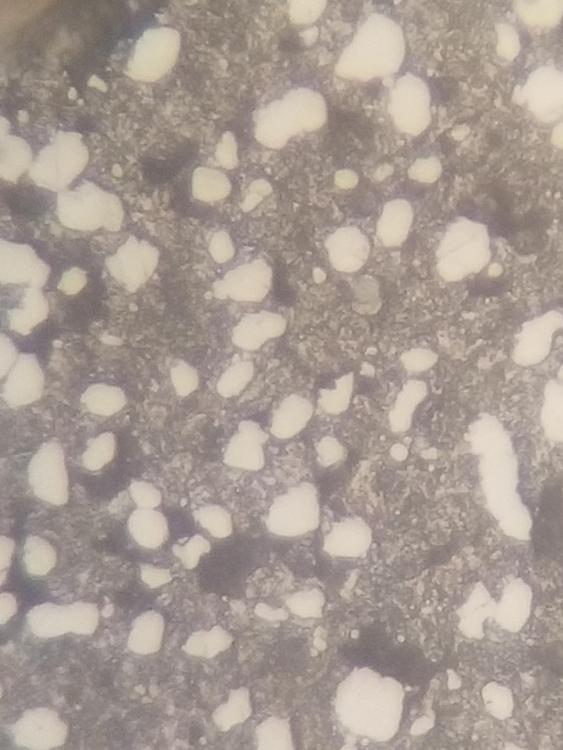
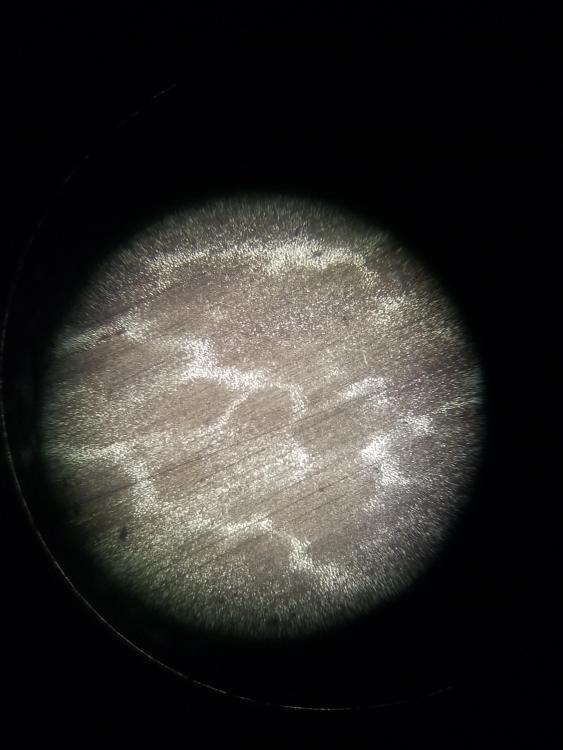
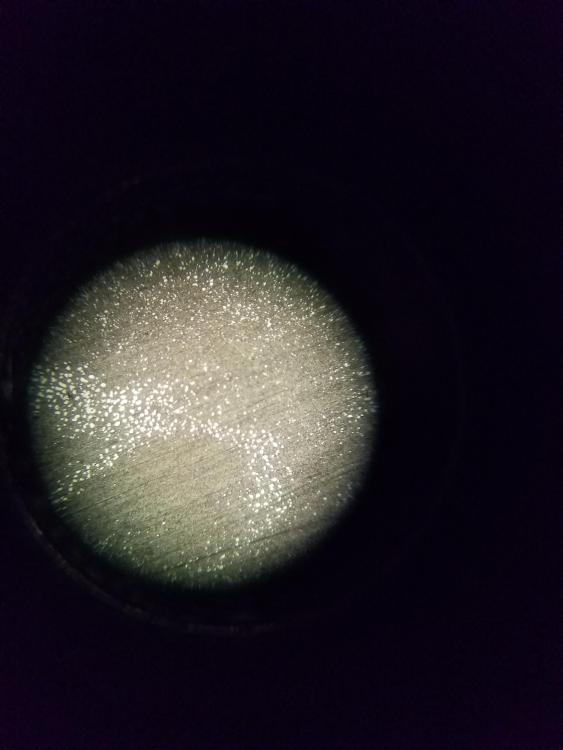
Some micrographs of the core steel. The core steel is again W2 sandwiched between orishigane. A few show the clean weld of the two disimilar metals. I need to obtain a few more etchants to show grain boundaries.
It's an obsession I've fine tuned for over 6 years now.
I've started micrographing my steel from the raw hearth steel. My results compliment findings in historically produced steels found by archaeologists which is neat. I am currently poised to be assisting in creating a large database of structures for other researchers to use.
Lately I have pushed my furnace to cross the 2% C threshold and making larger quantities of white cast to be mixed and blended into my steel. Once carbon starts to cross 2%, ledeburite starts to form and the material starts to become a ceramic.
I've been talking with several archaeologists and even Skip William's (which reminds me that I need to get back in touch with him) about these structures.
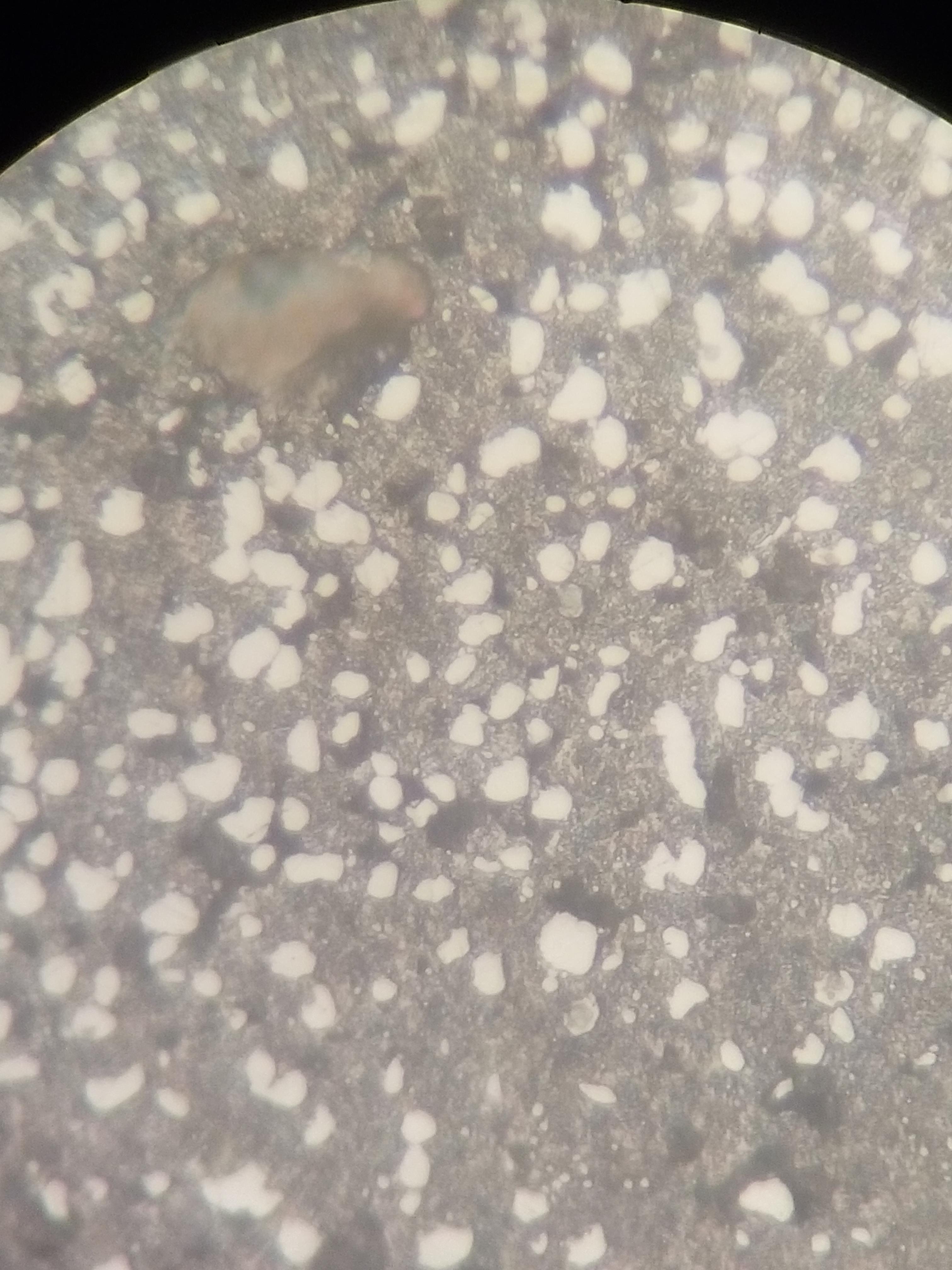
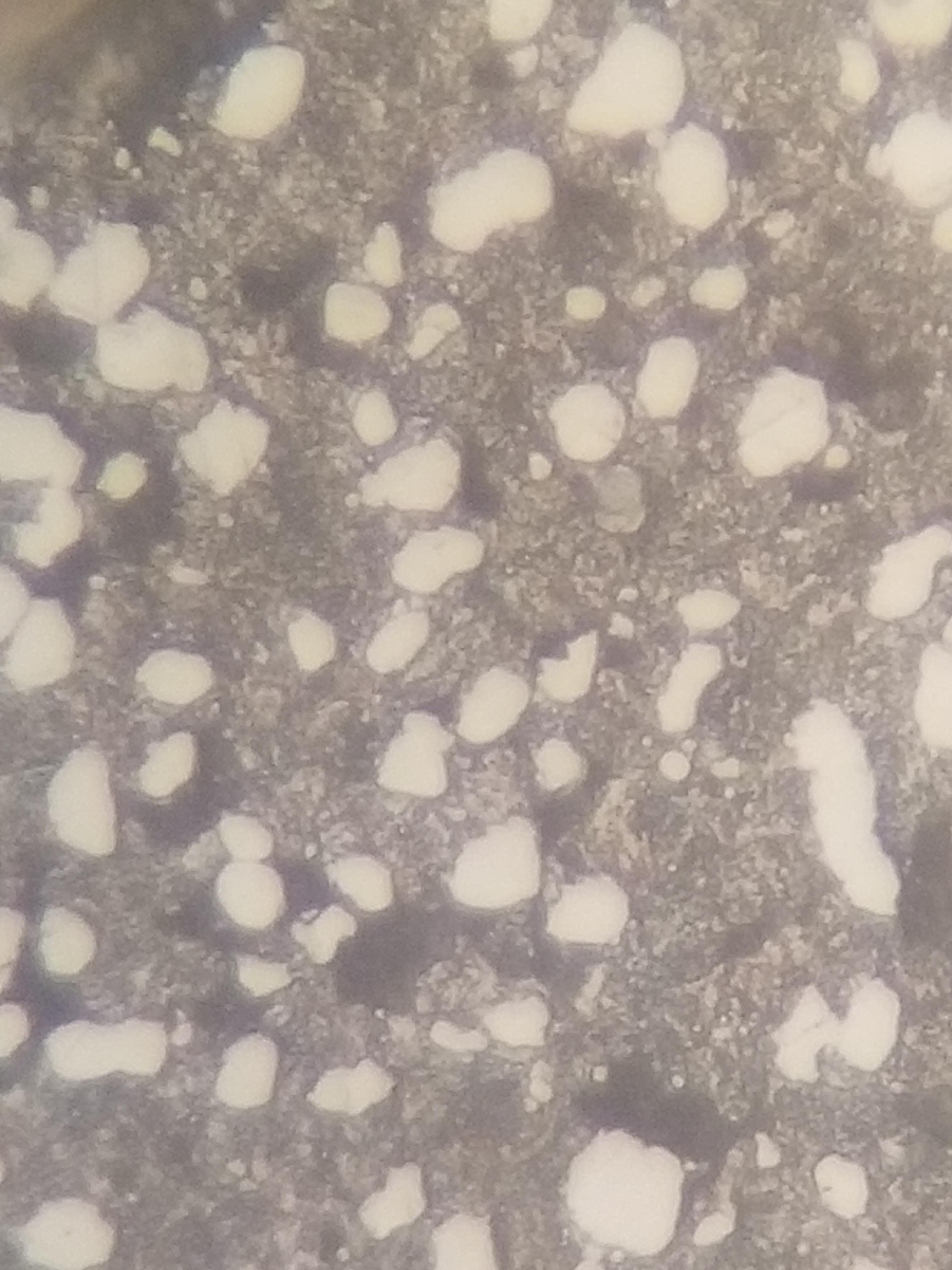
At any rate, I've gotten better at polishing for pics. Heres some more of steel under 2% C but right at it. Super nice stuff. This material is going into my nihonto projects and kitchen knives.
What you see is saturated pearlite with grain boundary cementite. Once the steel is eutectoid, perlite can no longer store cementite.
And some crazy widmenstatten structures that are probably widmenstatten ferrite, but based on my sparks on some of it, I swear its widmenstatten cementite.
I've also managed to make some gray cast with precipitated graphite. However, it doesnt play nice so its avoided.
This will make things clearer .
You are welcome Jerrod. I knew I was pushing into crazy territory, but didnt fully understand cast characteristics until most recently, and what to look for in my product.
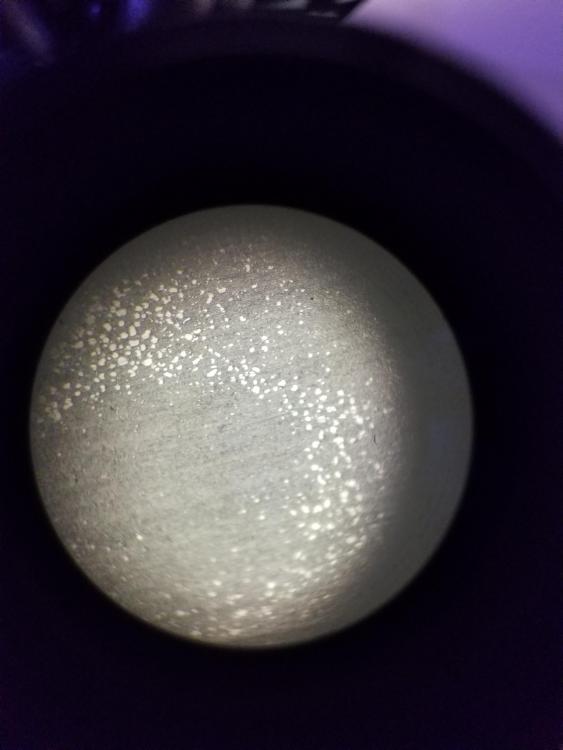
As stated earlier in this or my crucible thread, I had various samples of my crucible steel and some hearth steel for a researcher to look at. On of the samples was a 4fold piece of hearth steel. He had mentioned then that I had a clean band of heavy cementite, or iron carbide in the piece. At the time it was a mystery, but now things are getting so clear. This is why I love metallurgy and steel creation. Theres so much I learn the further I go in my journey that I am able to critically inspect previous work and findings a refine my understanding.
Anyway, the piece was cool and he did take a micrograph, albeit not as bright as mine are.
He also used a Vickers hardness test that the microscope was outfitted with to determine between ferrite and cementite structures. Inside that dark band it was showing all of or most of the white to be cementite at the grain boundaries.
It was really bizarre to see and try to decipher. Skip messaged me and said ledeburite, and my hunt for knowledge took off. I delved into my microscopy book and many items online. Found a lot of good information, and even stumbled across a bit of research that connected me with an archaeologist in Europe who happened to have already been following my work on IG, lol.
He mentioned the test end was 5x5 microns with a 1g charge. The left side was a pearlite and ferrite strike with the indention being 15% larger and the centered hits are smaller, being cementite or iron carbide.