S. Louque
Members
-
Joined
-
Last visited
-
What you can’t see well in the pictures is the tiny cracks in what is left of the edge. They were not visible until I used a pressure washer to clean off the dirt and grease that had built up on the anvil as it sat in the corner of a shop for the last 30 yrs. The anvil does still ring so I do not think I have any de-lamination of the plate, except on the very edges where it is severely mushroomed over and cracking. After the advice from this forum, my plan is to just use the center of the face and make a block or two that I can mount in the hardy hole anytime I need an edge. There is a local repair event this week that I will try and bring the anvil to. That way some of the veterans can put there own eyes on it and point me in the right direction.
-
I am new to black smithing and I would like to make a striking anvil. I work with several machine shops in the oil and gas industry and have access to steel plate in a variety of alloys and thickness. What characteristics make an ideal striking surface? Grade/yield and hardness, etc. Recently did a project with 110ksi T-1 plate. Not sure if that is going to be prone to chipping.
-
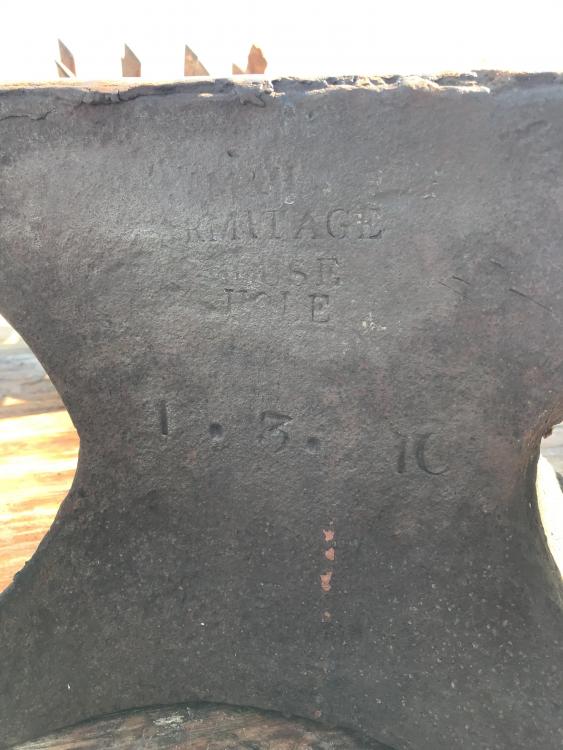
Does anyone have any idea what the “3” indicates? It is stamped on the Front foot below the horn.

-
S. Louque joined the community
-
I am in South Louisiana and I recently acquired an M&H Armitage Mouse Hole anvil. 1.3.10(206 lb). I know its 1820-1835 due to the stamp. It does have a pritchel hole(post 1830), however it may have been added. (Picture below). Judging by the top plate this ole girl has seen some abuse. There are no edges that are not chipped away or mushroomed over. The anvil does have an average ring and the rebound is 50-75% ( better on the ends than over the center). It is swaybacked about 1/8-3/16” in the center. My question is. Is this a good candidate for the Robb Gunther method of repair? I have the pre/post heat capacity and the welder. My thoughts are to chisel and grind away the cracked edges and mushrooming and then weld up. I will attach picture links shortly.