Read the (gas) forges 101 and had some questions about a slightly different propane forge design based on the old vertical forges 20 years ago. Had one for a year or so and loved it. Broad and even heating band, easy to adjust air or gas with extra valves and fan, just let steel cross the 12” inside diameter to heat it, or dangled the knife inside the vertical forge for heat treating.
Started chasing a fine woman around with kids…you know the rest. 17 years later, ready to restart but don’t think much of the current forge styles. Believe forges heat metal best as a radiant oven and disagree with the burner blasting straight down on the metal. Also, dislike the metal just resting on the floor, basically getting heated on one side.
So, rethinking propane forge and want some feedback on peoples’ expectation of this idea, which am calling a “hex forge” to keep it simple.
Intent is a propane forge to heat and weld objects such as knives to 18”, hammer heads to 3-4 lbs., rr spikes, and simple scroll work. Believe steel object inside the forge would be sized from flat bar to hammer heads of 3” x 3” x 9” long. If openings are 3.5” x 5” wide, some scroll work could be done. A pass through opening on rear accommodates long knives and implements. Want burner flames to rotate around interior, without hitting floor first. Floor will have special tiles/boards to resist flux. Several ceramic bunks will hold steel elevated to heat the steel from all sides. The side the burner flames first reflect from may have special coating or boards to withstand flames. Starting with two ¾” T burners which can be turned down if needed.
Steel shell is hex with 6 5/8” per side but with the bottom dropped an additional ½ to accommodate the ½ floor casting. Two 1” insulation blankets for interior sides, rigidtizer and some reflective coating. Ends are more steel with 2” insulation and pass through openings. Burners are mounted on left side about 2.25” above the center, about 4.5” apart (keeping it simple.)
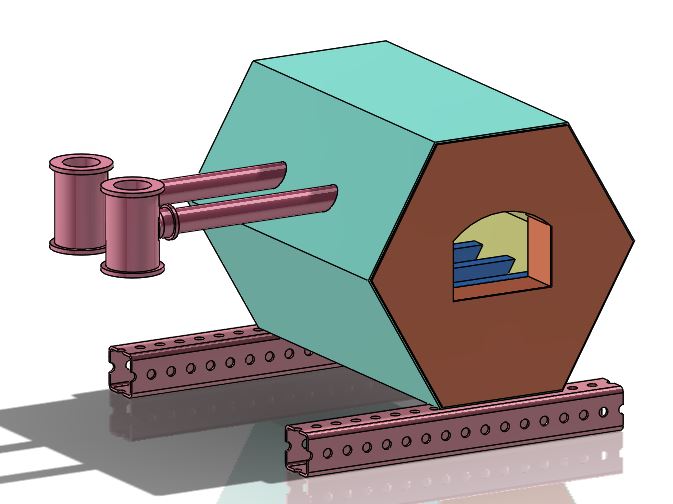
a cross-section thru the first burner is shown here, giving interior view....
Floor casting is ½” thick on bottom with ¾” wide ribs sticking up to support the steel to be heated. This also centers the working object near the forge center and allows heating from all sides. The floor casting needs to withstand flux, but not direct flame contact. The upper right insulation panel may need extra help to withstand direct flame contact.
Interior volume is 560 cubic inches including the floor casting and ribs.
The horizontal burners are mounted 2.25” above the forge center, with say a 3” x3” hammer head projecting 1.5” above the forge center. Thus, the center of the burner would clear the hammer head by ¾”, which should work for the first and second side wall reflections. Flat steel objects would get more flame clearance.
Sorry to make it long, but in your experience, does the hex forge have merit?
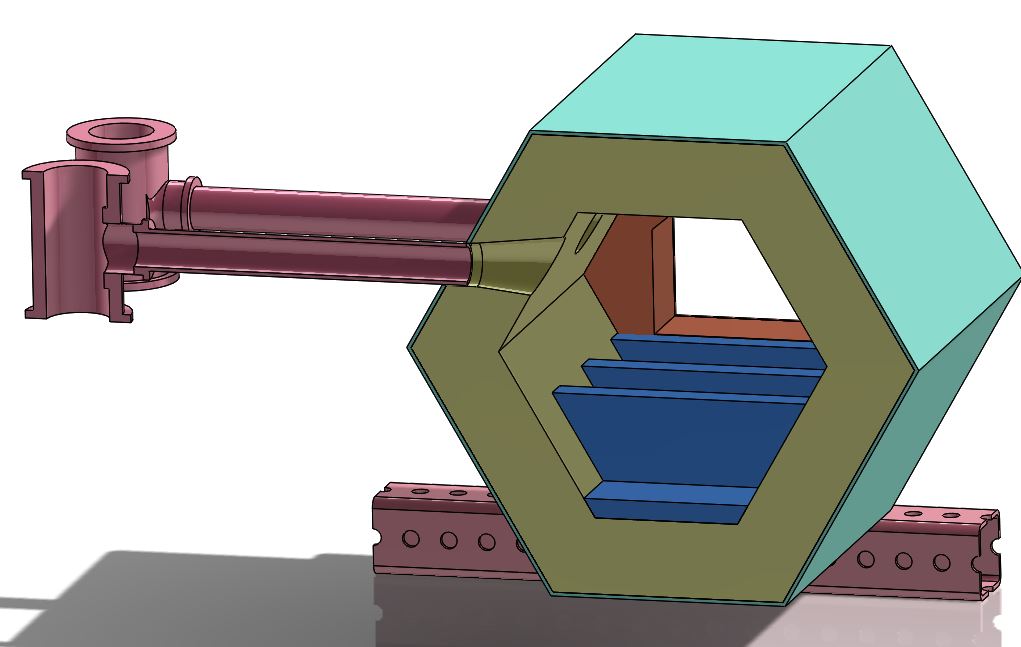
3rd pic is a longitudinal cross-section which shows the blue support bunks for the steel being worked......
Thank you all for your ideas.
STOP playing with font sizes