MarcusHMM
Members
-
Joined
-
Last visited
-
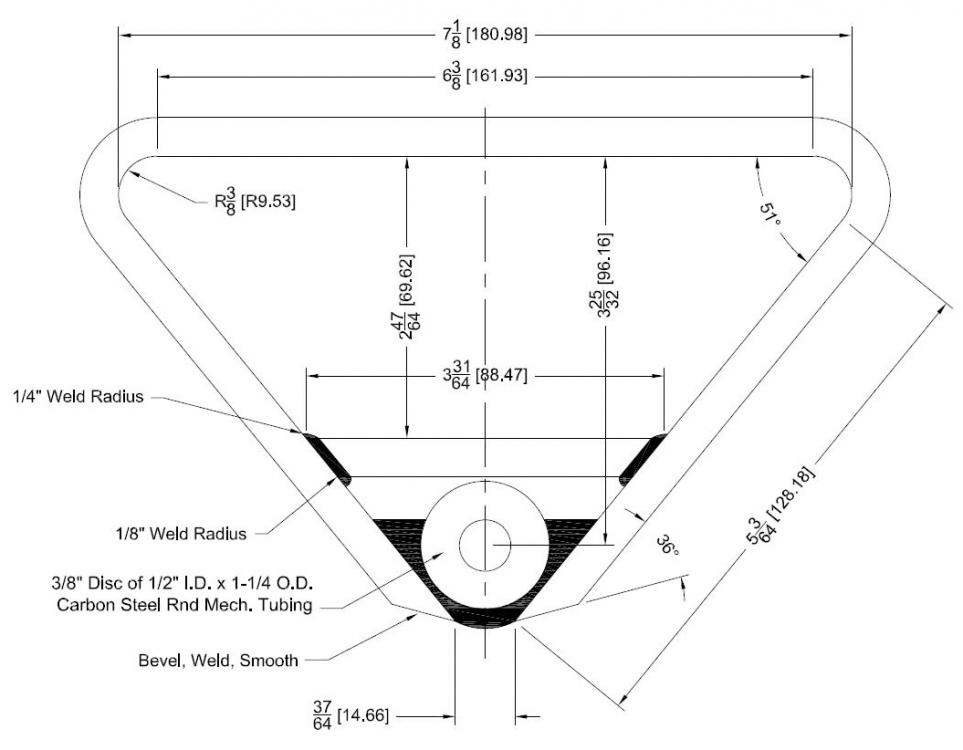
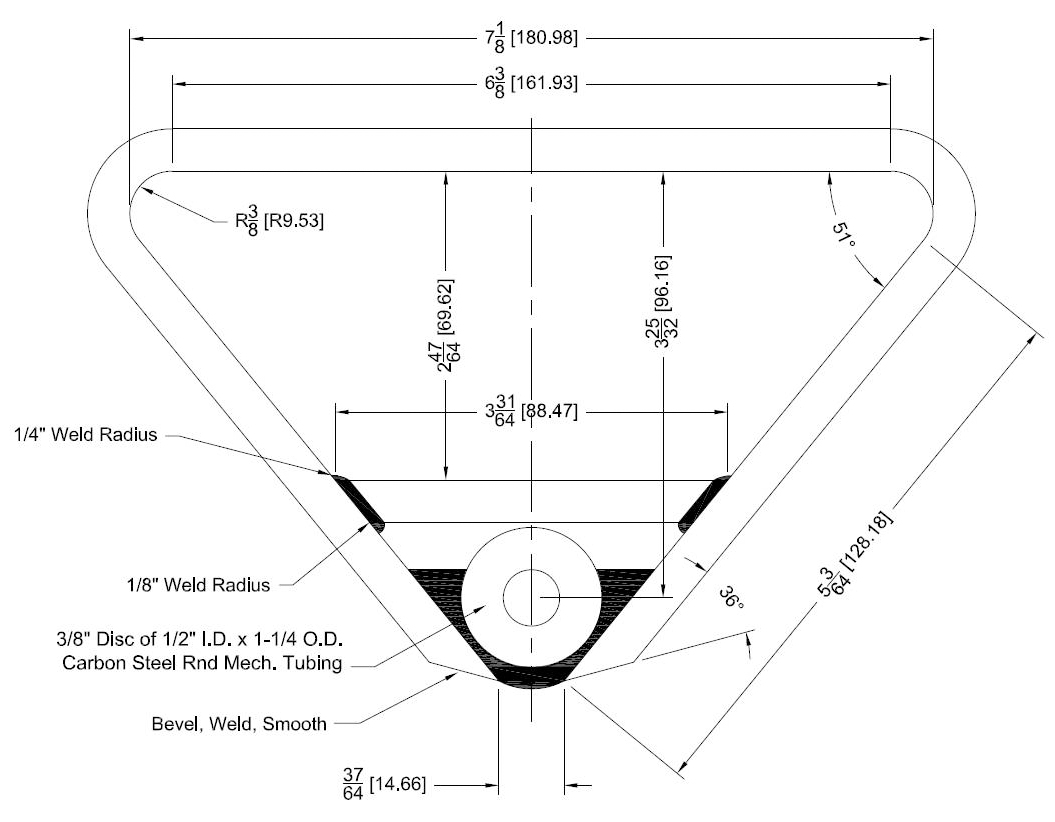
Thanks for the advice on the steel rod and what to get. I will give it a try. One of the throw coaches we know works for Klein Steel in Rochester so I am sure he will steer me in the right direction. Ok so the radius of the curve is .375 so if the length was to be exact it would be 3 x 7.125 + .375 +.375 for a total of 22.125. Since we are not bending the third corner you only add the radius twice. I will make it about .50 shorter since the open end has the solid plate on it and those two legs will be 7.00 . So if I get it correct the end of the rod 6.75 to the center of the first corner post. I am thinking that after I weld in the solid triangle I will put it on the CNC to get a nice curve on the shackle corner and drill the shackle hole dead center. Now when you say "taper off" for the plate do you mean to cut a filleted corner on the plate? I was going to use .25 plate and cut a slot in the rod to recess it about .125 and weld the plate and open ends. Last year I got decent at using a sewing machine for the first time and now maybe I will learn about bending metal in the proper way. Or play the lottery and win and just buy everything I ever wanted. LOL
-
I have been using some 3/8 round rod from Home Depot just for convenience sake and was not using that much. I bought some 3' pieces and they were all of the same quality as far as I could tell. Cut it to length and machined the slot and it all was about the same. Originally i heated it with MAP gas torch and bent it on a jig, but could not keep things level and the end product was not pretty. That is why I went to the Chinese bender from Harbor. When I get it figured out and do a bunch for others I will make the trip to the local supplier and get some 12' lengths. Eventually if I make her a top of the line one for competition I will try Chrome Molly tubing to lighten the handle. The more weight at the business end the faster you can get the weight moving and the further it goes. 1% at 55' is 6 inches and events are won and lost by half an inch. The big throwers use tungsten in the weights instead of lead. That is some serious coin when you need 18 lbs of tungsten. But it makes a much smaller ball and the center of gravity is further out on the implement.
-
Well I am new here, but need some help from the guys that know metal work and bending rod. I am making some weight throws for use in practice for my 16 yr old daughter and other throwers. Commercial ones cost $350 to over $1200 and her Catholic school only has bought one. Practice is tough with 3 or 4 people trying to share one implement. I made her one last year to practice with and she has gotten pretty good. Throws the 20lb weight 50 feet as of last practice. I am bending up some mild steel rod to form the weight throw handles. It is 3/8 rod bent into an equal side triangle and then a reinforcing triangular flat stock piece is welded into one corner to attache the bag and weight for the implement. The handle takes a great deal of abuse from the weight and hitting the floor. I have used a Harbor Freight bar and rod bender to bend the handle up. My consistency is not good. (I know yell at me for Harbor Freight). They are close but I need to make them within an 1/8th or closer. I have attached a print of the commercial handle and also of the entire weight throw for reference. I do not like the design of the commercial piece as I have seen more than one break at the intersection of the cross brace tube and the handle rod. That is why I am using a solid triangular reinforcing piece and welding it into machined recess cut in the rod that captures top and bottom. My problems: I machine the slot in the rod prior to bending the rod using a Bridgeport. I secure the rod in the bender so it does not slide as it's bent. Or turn as the slots need to be in the same plane I machined 3/8+ half rounds into the dies on the bender to give me some added control and centering. That may or may not have been a good idea. How do I determine the geometry so that each bend is consistent and the slot cut is in the correct position? I see the rod change length as it compresses on the inside curve and stretches on the outer curve. After I bend it to the angle wanted how do I set it so that it does not rebound. I have tried over bending and let it return but that is hit or miss. Should I heat it before I bend it so that it is soft and takes the bend I want? Or should I put it in a jig to hold the correct angle and heat it so that it takes that angle when cooled? After it is bent I use a press to force the triangle plate into the handle recess and then weld TIG weld it. I need to get the size and shape of the handles consistent so that the bags and shackle attach properly and the overall length is 16" from top of handle to base of weight. Hope some metal working guys can point me in the right direction to get these done before indoor season in December. Open to any and all suggestions as to how to make these. Is my approach sound or am I way off base? Thanks and if this in the wrong forum let me know or the admins can move it. Marcus