

TFT
-
Posts
98 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by TFT
-
-
Put your burner right on your "4in" height line... parallel to the floor
-
Emotionally invested? More like financially invested.
And yes i said heavier and i dont have a stand(yet) and want to get forging asap so im not gonna wait to make a stand.
And sorry but noone said a vertical forge was a mistake untill now .
Unless youre still hung up on the plaster... which noone has pointed out a reason not to use it how i have... under kitty litter under kastolite under insboard and under the major heat.
Ill just make my forge quietly then
-
Hey the only reason i went with the plaster is for the weight of it and heck i would of used gold if only it was cheaper........

-
I wasnt saying it was dons motive just that its A benefit
-
One benefit of the vertical format is your burner(s) wont suck exaust gasses... i assume since they should be below the exaust ports
-
Just cut them into the arch shape but be carefull of the dust created by cutting the board(even if you have a dust collector)
That seems like the best solution for your materials and i didnt even think about the rigidizer as glue in that situation
-
Adding the wool to the floor should help alot. As its making the chamber smaller... maybe make it a D shape....just a suggestion
-
UPDATE: ridigized the kaowool(curred by attaching a hair dryer to the burner port)( not pictured... sorry), added kastolite layer to the chamber walls, floor, back exaust port (modified my construction plan beacuse it turns out kastolite doesnt like hanging upside down) main exaust port floor.



-
UPDATE: Installed kaowool and cut ports(not an easy task if you ask me)


"Instuff" coming up shortly taking a shower then going to the store for some brushes and more gloves
-
Read the forges 101 thread... lots of info like for one i would add a layer of hard refractory to resist flux but a kiln shelf floor works too(ive heard)
-
UPDATE: poured PoP, let dry for a few hours, cut the insboard... a few times(ended up working out, read on for details), put the insboard disc into the shell then put the pieces from the second cuts around the insboard disc(had to cut smaller because of the seam in the tank).
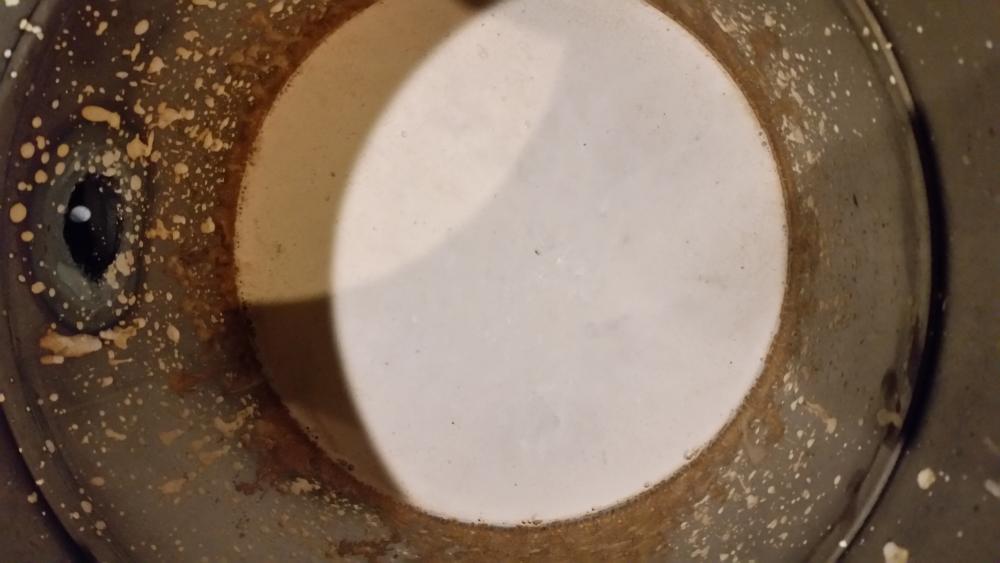
PoP

Insboard disc

Insboard disc in the forge

Insboard disc with "shims" in place
The chambers current depth 12 1/2" deep... exactly what i was going for. I LOVE IT WHEN A PLAN COMES TOGETHER! But thats all folks (for today)
-
Mini UPDATE: created a rebar like structure for the PoP to hold onto

PoP soon to come
-
UPDATE: Cut and profiled burner port, finished the burner port hole(in the shell), cut down exaust port(front)


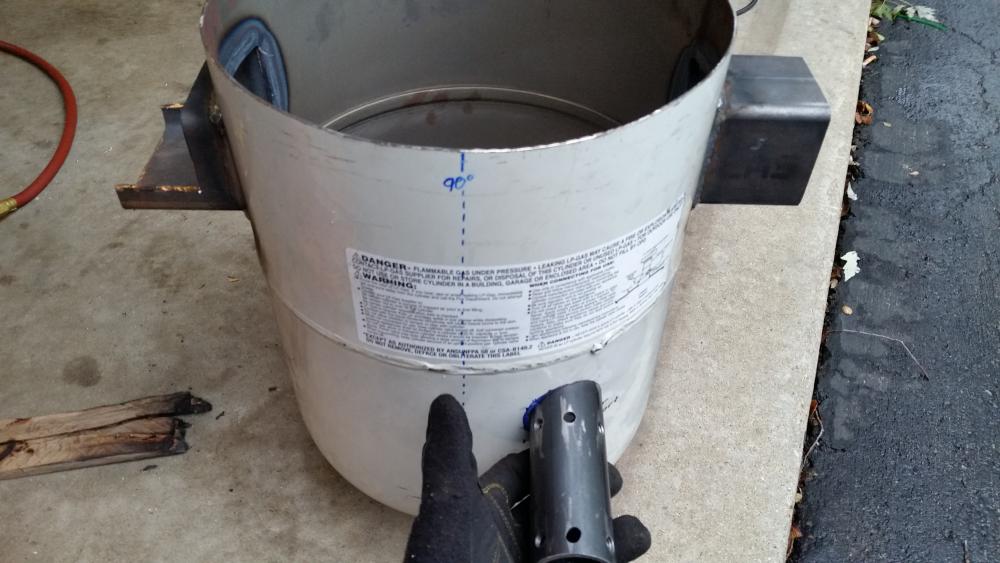
At the shop now about to weld it up... and by the way these welds arent the best i got(burning though paint and in an unfavorable position, flat and straight vertical) but they will hold


I tried to angle the burner downward by rotating it... i hope i didnt make it too extreme
-
7 hours ago, Steamboat said:
I just may give that a shot...sounds like another good experiment. I could even paint some stripes on a piece of insulating firebrick with the two solutions and heat it with a propane torch, or just toss the brick in the forge and watch what happens to it.
Steamboat
Yea im thinking im gonna to some experimenting
-
My idea cut the board into strips and lay them out in your forge shell around the inside and then a second layer, staggered, and top that with some hard refractory. Think of a whiskey barrel
-
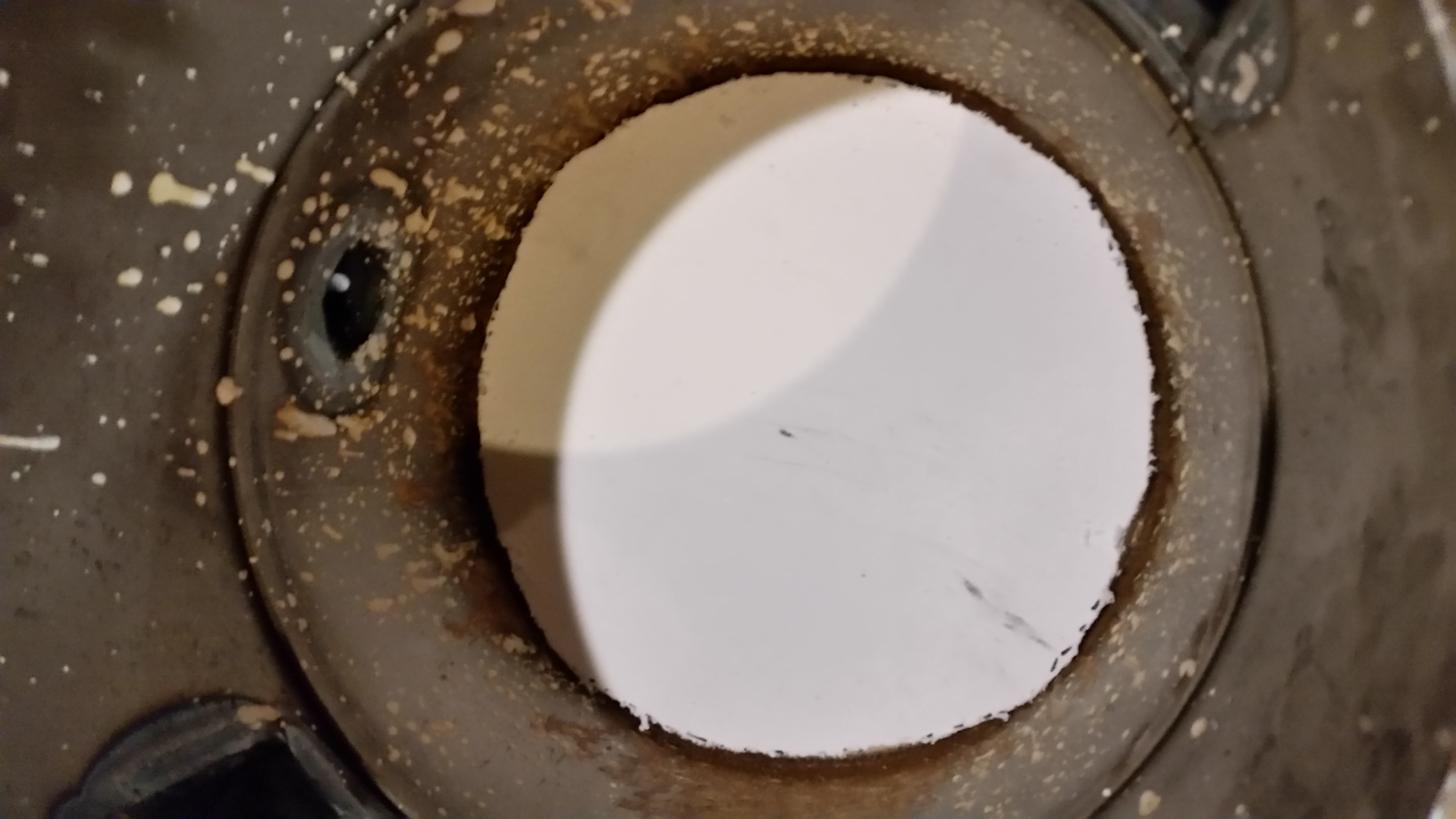
Mini UPDATE: Machined the radius into the burner port( all but ~.3 because i was lazy and didnt want to put a longer end mill in... cutting and profile the rest tonight), added 2 rows of 3 set screws(3/8-16)

The test fit was perfect
-
8 minutes ago, Frosty said:
Don't forget to post pics as you go please.
Frosty The Lucky.
Sorry i meant to take more pics but from now on ill take pics between each step
-
Yea that has a lot to do with size and shape i believe but i dont know what the optimal shape would be but i would do two 3/4 burners and run them on the low end... but im in the more power crowd. But if you dont have a mutli tank or large propane tank(like me) two burners is a good way to freeze up a 20# tank if your in a cooler climate
-
1 hour ago, CTBlades said:
Why the suggestions of a two burner unit?
Even heating... i assume
-
Since the domestic goddess if off this weekend im going to get started on filling the tanks base with PoP and let that dry out for a while... like a week then the fun really starts(assuming i finish the burner port first)
-
Yea the ports are a bit long... i was planning on lining them with refractory but making them shorter would probaly make the forge more durable and easier to make... and those cast ports the one guy made i dont think mine would be quite as nice.
Burner port is yet to come... thinking of machining it today. And to get the downward pitch im going to weld the pipe(burner port) on straight(but offset from center) and have two rows of set screws. Which im hoping lets me adjust the burner in all angles
And with the needles in the mix, would it be worth mixing a covering batch without the needles?
-
UPDATE: machined ports and welded them to the shell... sorry for the delay(ive had it done for a week now, just got a puppy and have to take care of him when the domestic goddess is at work)



-
Hey mikey take your time... this is worth the wait. But its good info so far
-
Maybe after i make a NARB ill try a few but im in the crowd that only uses 1 20# tank and 4 burners would freeze my tank up real quick(thinking of making a 2 tank manifold this winter)


















Burner angle
in Gas Forges
Posted
Maybe my mental image of a clock is off but the "4 o'clock" angle would be impinging on the tender walls more.... but im just "people". And yea i dont have hundreds of years of forge building under my belt but i know what a clock looks like