

haddockkl
-
Posts
25 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by haddockkl
-
-
Thomas, that is the plan.
At home on a concrete surface I am getting between 3-4in of bounce from a 10in drop of the hammer. Can't say how much of that is the result of my welding prowess, or because I have a 1.6in homogenous plate on top of a wrought iron body. Ring and rebound is pretty consistent over the entirety of the work surface welded to the body and distinctly flatter on the tail where it is not welded.
-
At least 25%, I got three bounces from one 8in drop, but it was sitting in my back seat, I'll report back when its on a solid surface and I can actually measure the rebound.
-
Scooped it up on the way to work, it rings and rebounds nicely.
-
Yeah, a professional welder I am not. I was running 160 amps for the interior welds between the plate and body about 110 amps for the exterior welds. I swirled my bead to try taking up more of the 1/2in gap that had to be filled. If I had it to do over I would reduce the gap to 3/8. The next phase is to grind everything even and pretty it up. If the face pops off I would be suprised, but it will probably hold me over until I find a better anvil now, it isn't officially a door-stop yet.
-
Got it done, there are most definitely slag inclusion aplenty but that tine is not coming off. I left it out to cool and will collect it in a day or two from the folks house as time allows. Pre-heated to about 350 and started welding. After chipping what I could of the slag from the recent weld I'd flip it for the next pass. 7018 rod might not be the best for this operation as the slag was pretty tenacious. I'll report back on if it rings or not, I think rebound is good because it bounced a hammer pretty satisfyingly when it was allowed to fall 8-10in driven by only its weight.


-
Got on the welder this morning, managed to get the new work surface attached but couldn't get very far because I kept blowing my 40amp breaker. Going to take it to my parents place next week and see about getting a better weld. No problems welding between the body and new top at least.
-
23 minutes ago, JHCC said:
Well, if it doesn't have any rebound, that would make it a dead ringer.
Even poor weld will probbly yeild rebound with this 1.6in thick plate, I get some bounce just whacking it on the floor.

-
5 minutes ago, ThomasPowers said:
Looks to be what we would call a "grandson" job...
I like it, but I'm a little way from fatherhood yet, let alone grandkids. For now the grunt work falls on my shoulders. Good thing the Pritchel holes will be easier. Should have it ready to weld by the weekend.
-
Hardee hole, en route.


I've got a big square file with some agressive teeth that will make it a little prettier.
-

I have a gerry rigged the anvil to an engine stand. The batting material is insulation for a furnace door to try limiting heat migration into the engine stand. So here is the plan:
-Lay stand on its back and orient the anvil in the upright position and lay the tine piece on it.
-heat prodigeously with a large wand torch, bringing the tine to a minimum of 500 degrees, then tack weld the plate in place.
-lay engine stand back down, now that the anvil is horizontal simply stand over it and going from rear to front lay successive beads of weld. After a bead or two I will rotate the anvil to prevent any warpage from asymetrical heating. During this phase I'll monitor the temp of the tine and try keeping it below 800deg F.
-Upon complete filling of the gap I'll try ignoring it for several hours until it is cool enough to handle, once it is cool I'll set the anvil on some fire brick and re-heat the top to between 700-800 deg to relieve some stress and then it's time to start grinding and shaping.
-
The Fire Fighters I have known are usually some pretty accomodating folks, I'm sure I could talk a few into hozing down some really hot steel, even if it costs a few dollars or steaks.
-
3 minutes ago, ThomasPowers said:
If you research the Leidenfrost effect you will see that the issue is not based so much on how much water you have access to; but needing to pound through the steam jacket; a swimming pool or lake michigan won't make a difference. A high pressure hose or a flume or a waterfall should work.
How about a creek or moving body of water? Is there a calculation for the minimum water velocity required to push through the steam barrier?
-
7 hours ago, Gunslinger said:
Haddockkl, apologies for the high jack. Cannot wait to see the welding results. Good luck!
No worries, I have a lot to learn as well and getting discourse like this is of great value. I have come to some conclusions since this thread has kicked off and will be pre-heating the fork piece to 500-600 degrees to avoid the HAZ cracking as much as possible. Thankfully I don't have to hang an M1 Abrhams tank off this so even if there is some underlying cracking I am pretty sure there will still be enough tie in to the body that this should at least work as a solid surface to beat on. After welding I'll try bringing it to about 800 deg to stress releive it a bit, that is also on the high side for tempering so hopefully re heat treating the top won't be necessary, even if it is a little soft it will be harder than the iron body, I want it to be a little softer than my hammer and as long as the top is on there securely I can always have the top surface ground flat again then re-heat and harden it.
-
I understand they require an awful lot of water to quench and anvil and harden it. My hope is to keep the top at or below the temp it would temper too much. If it gets too soft the I guess it will be time to make a bumper fixture and have a bonfire near some moving water.
-
None, lots of mild steel though, and unless I've been misled, the internet mostly said wrought iron welds very similarly. If you have experience with it do you like to pre-heat it?
I had gotten some hard face rods before committing to the new face and read they like the work piece about 500deg before welding, but I am going at this with some 7018 rod.
-
35 minutes ago, ThomasPowers said:
They are made differently, they have different compositions, they work differently....
Well I finally found something describing ductile iron as a maleable cast iron invented in 1943.... so I guess I have a wrought iron or mild steel body as you suggested. Eitherway I should be able to weld it. I am afraid there is a great deal I'm ignorant of, but in this case all I have to lose are an already ruined anvil and $50 chunk of fork lift tine. In the words of former defense secretary Rumsfeld, "there are known unknowns, and there are unknown unknowns".
-
What is the difference between ductile and wrought iron? I'll lay a bead some place it won't hurt anything before I start trying to lay into this repair, it wouldn't be a great day to find out nothing sticks.
-
7 minutes ago, Smoggy said:
I hate to state this but it looks from the pics like the amount of weld you are going to be applying is as much as if you had simply reformed the face with the correct rod. saving a lot of work and leaving you a forl lift tine for use elsewhere, and avoiding the problems of the tiype of weld you are now left to complete! Others here could have advised what rods to use. I shall be following with interest to view the outcome, good luck.
Yeah there is likely truth to that, thankfully my forklift tine and ductile iron body should stick together pretty good with 7018, apparently ductile iron welds just like mild steel. There is going to be a steep learning curve here I suspect.
Thomas,
Since the tine is 1.625 or so thick I was planning on welding slowly and trying to keep the face at or below 600deg as per a ratty IR thermometer.
JME1149
I am planning on tack welding the tine to the body as it is, mounting it in an engine stand, and for each successive pas weld down in between the gap of the body and new top and build it out to the edge. It is either going to work great or end in disastor.
-
I got this anvil in haste a few years back before I knew what I was looking for. As you can see from the pics it has seen a lot of use.

My brother has access to some hefty machines and was good enough to perform the following tasks by my direction. He cut a roughly .25in web about .5in tall the length of the body.


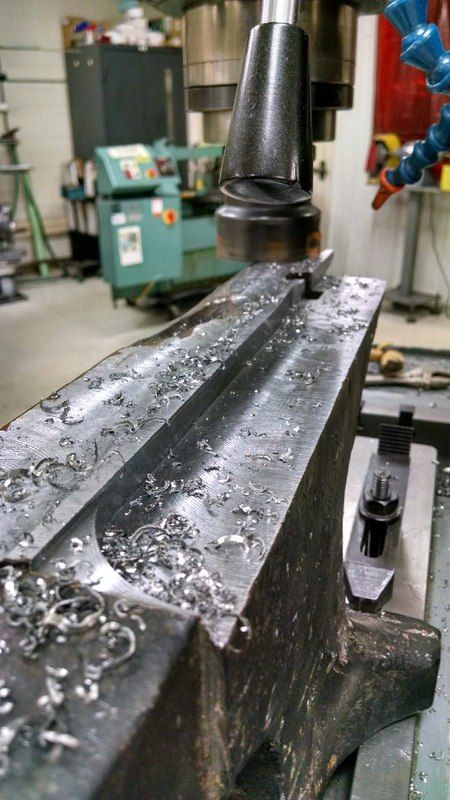

So now my forklift tine new top is about to be made one with the body. It has a lot of work ahead to get it to be sort of aesthetically pleasing, it won't look like it did the day if left NY, but it will sure take a beating as long as welding goes well. More pics to come as developments are made.

-
Guess I'm a lucky guy to make this my first purchase...
-
Here is a picture of the offending surface, I'll gladly accept any help anyone is willing to offer.

-
Learning experience I suppose, guess its time to get some filler rod and hard face
-
I committed sight unseen to a 105lb Hay Budden anvil for $150, got it and found that about 2/3 of the tool steel face was mussing. There are some pitts but otherwise the iron wasn't beaten on too bad. The hardee holes are good too. I am now looking into how to repair the face as this is my first anvil. So how did I do? Pics to come












Fixing (or trying to) a really sad Hay Budden
in Anvils, Swage Blocks, and Mandrels
Posted
If I ever attempt this again I'll try a smaller gap between face and body, and a bigger electrode, and +1 on running a straight bead.