cleatusj
-
Posts
21 -
Joined
-
Last visited
-
Approximate internal dimensions of 20 lbs/5 gal propane cylinder?
cleatusj replied to WilCo's topic in Gas Forges
I paid 72.00 for 55lb's of KOL from a local company, which saved me 40,00 in shipping. -
Here's one you could trust for a long time.

-
As a Newby welder and machine user, you should check your information before so stanchly telling someone not to doo something. We have been using several Miller inverter welders, for structural vertical up welds with 1/2" and thicker metal. We use 7018 and they are powered by boom lifts on board generator. These are small suitcase machines. There are welding forums that have very good reviews of both Chinese and name brand inverter machines.
-
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
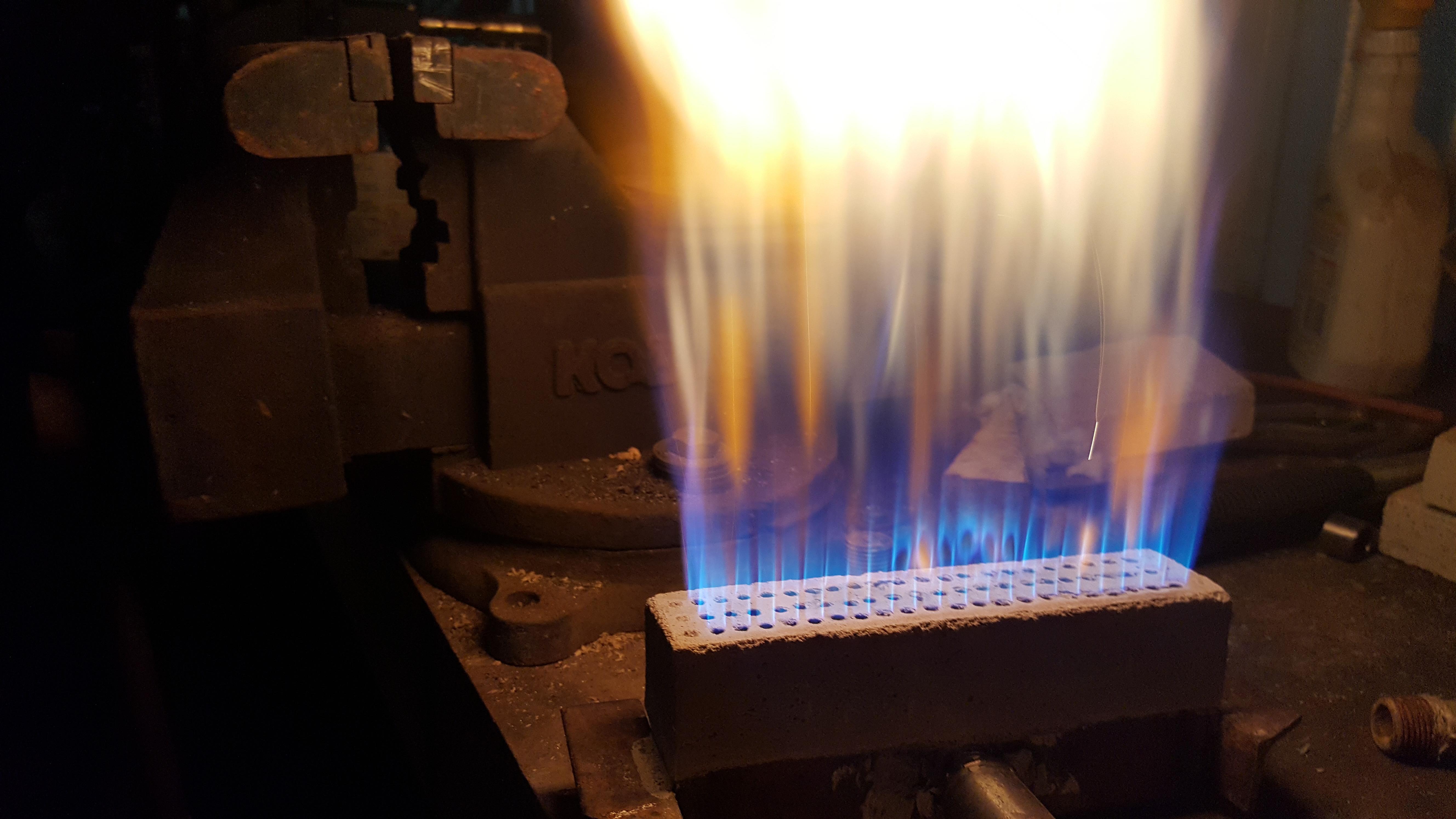
Frosty, I'm working my way shorter, as I test, to try and learn the affects. With this cross starting with 12" , then 8" and down to 6". I increased every other hole to 1/8 inch, as the flames were lifting. It got a lot better, so I went to 5" and it still improved. It enters the NARB at 85 deg. I used a cut down hydraulic fitting, screwed to a close nipple. The fitting had a 3/8" hole that accepted the 1/8" sch 80 nipple for adjustment. This is the 5" pipe at 15 psi after 3 minuets. I'll try a 4" after it cools down outside to 90.


-
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
Being new and diving in with a lot of reading, I miss comprehend and have to back track. I've choose to try several different lengths of pipe and sizes and the one that seems to work best is the 8" with the 1/2" cross. Here's a pic of the pipes and the cross. The .023 tip and valve are still on the hose. The best burn and after shut off.


-
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
Went back and ran the burner with the 1/2" intakes with a .035 tip. First is at 1-2 psi and then at 5 psi.
-
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
Here's a pic of the one with larger intake with the .035 tip. And the one with the smaller intakes.

-
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
All our minds work a little differently, so at any given time anyone could trigger another different way of doing something. I like getting feedback. -
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
That was why I threw together the second burner, with the 1/2" pipe size inlets instead of the 3/4" openings, to slow the induction. With the adjustable depth tip, i release set screw and move to the other tee and tube. -
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
With the fact that all nails pulled out easy from the Kast-o-lite, I thought I would explain how it was done. First was drilling a piece of 1/2" lexan and coating it and the nails with petroleum jelly and axle grease. Wrapped the sides of the form with clear packing tape, before coating with the grease. Each piece of the form was removable, encase it stuck. I I swifted the KoL thru some window screen, until there was 1/2 cup of cement, that was added into more KoL for the cast. This left a smooth finish when removed from form.

-
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
Frosty T inspired would be the best description. Both have a positionable orifice and using .023 mig tips. Sliding the tip only seems to make a difference without the NARB. I will try another tip after dark tonight. -
Naturally Aspirated Ribbon Burner. Photo heavy.
cleatusj replied to Frosty's topic in Ribbon Burners
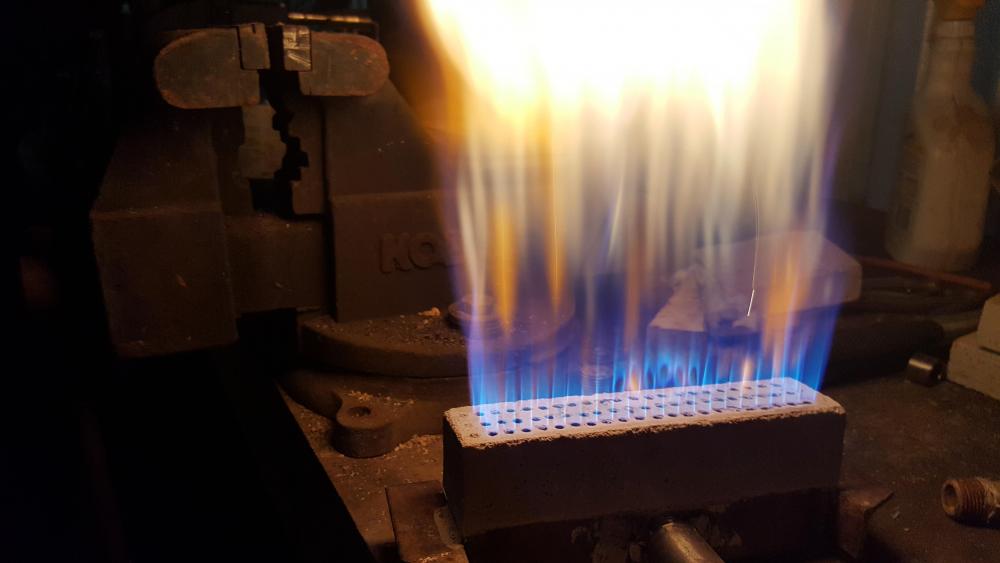
Found this thread while waiting for materials to come in to build a 20 pound propane forge. I decided first to build in an old 2 gallon gas can and use a NARB. My NARB is 1 1/2 x 6 with 63 .143 size holes, these were cast with greased 12 penny nails. Tried firing with a 1/2 " frosty tee but the flames just lifted off. Then a new Frosty with a 1/2" cross, all 4 sides 1/2", this worked a charm, for keeping the flames on the Narb. When the forge finishes curing in a couple days, i'll test in the forge.



-
Kast-o-Lite 30: Adding New to Previously Fired
cleatusj replied to rigand's topic in Insulation and Refractories
I'm Real new, but I do know that you need to wet the insulation and the old kast-o-lite befor adding the new. -
At 10 to 15 psi the flames went orange.

-
My pipe ID measures .62 x 8 = 4.96 . I measure to have 5" of pipe from the 1" hole to the end of threads. This seems to tell me to find a smaller mig tip.