thijsvh
-
Posts
7 -
Joined
-
Last visited
Recent Profile Visitors
307 profile views


-
You are correct in a camp fire it is supposed to give lower heat than possible with a very slow flame, hardly any flame at. I've seen the same burners in domestic on demand water heaters producing 25 to 30 kW of heat. That is of course lower grade heat because it's used to heat water to a relatively low temperature. But 25 kW in an enclosed space like a forge is something different. I wouldn't use any metal parts on the hot side of things. It would still be a slow flame so I guess it still fails the criteria for a good forge burner... What about using it in a vertical foundry? It would be nice and silent compared to my current roaring thunder foundry Here an example of a 25 kW burner from a domestic hot water heat / house heating
-
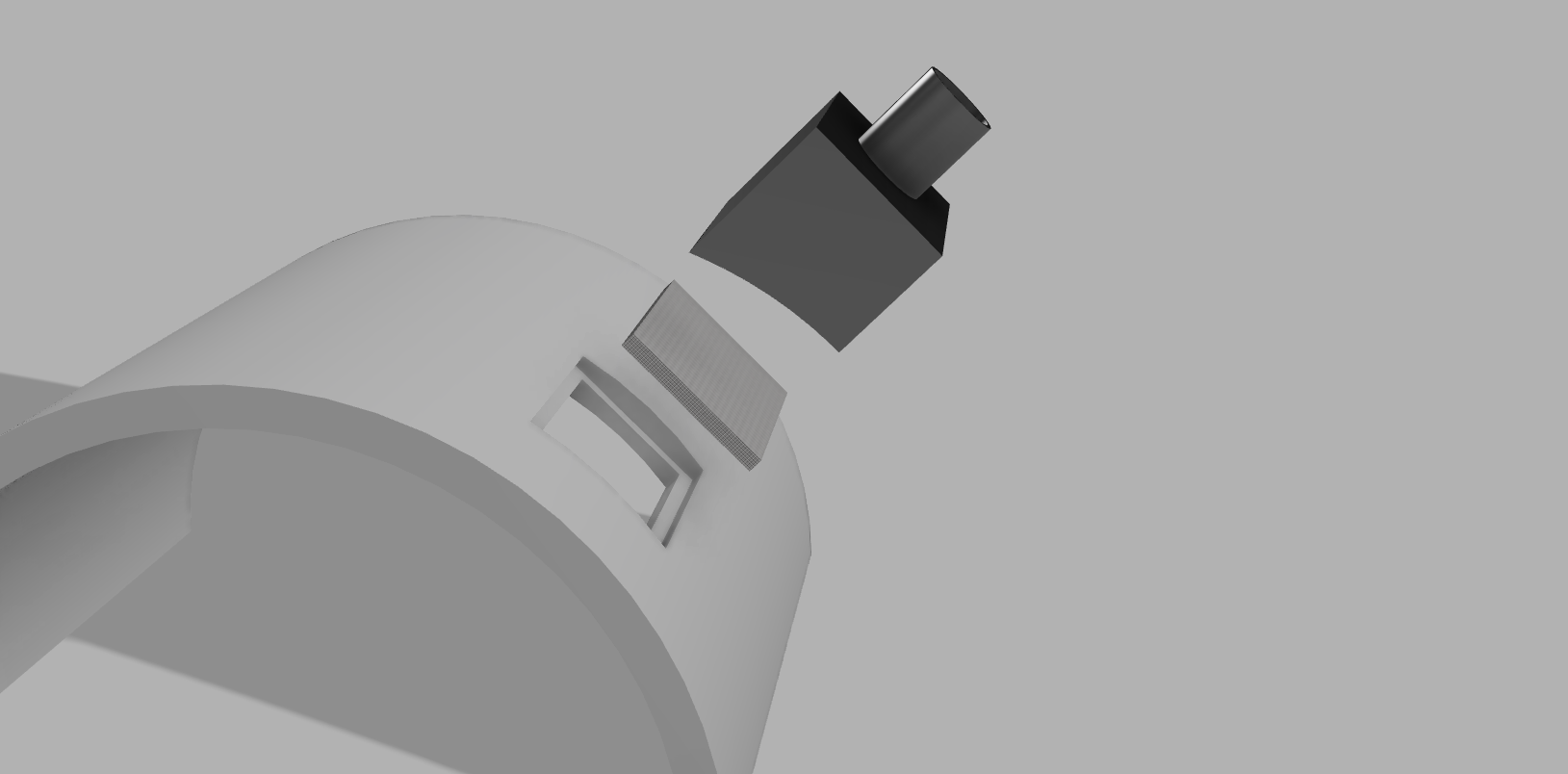
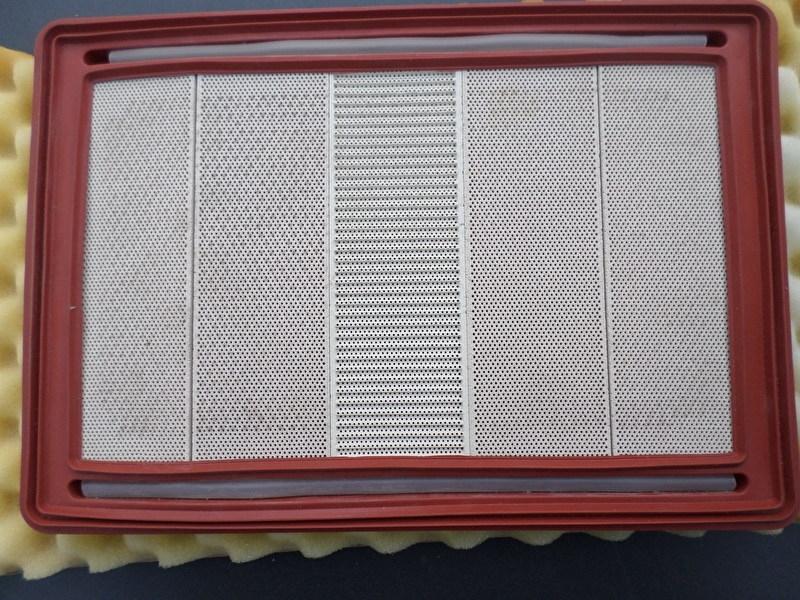
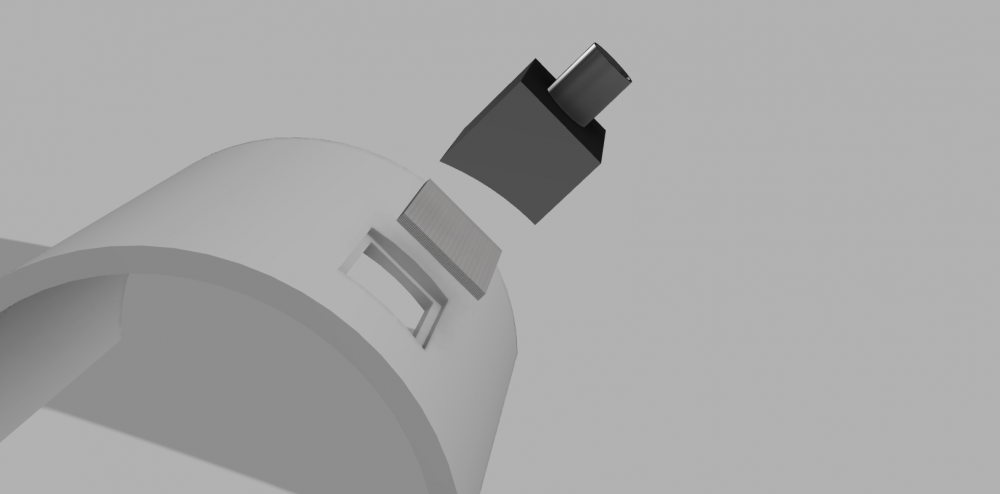
I was thinking to mount it something like this: Pretty sure it's the same type of ceramic plate they use in radiant heaters.
-
I was thinking the same at first but when I turned it off and removed the plate the inside of the box was cool. After ten minutes running the box is still cold to the touch. Only the top edge is a little warm because some gas leaks around the plate and ignites there. Looks like it is designed to glow and give a lot of infrared radiation.
-
I made a burner using a ceramic burner plate which are sold as ceramic soldering plates on eBay and Amazon. After a little research I'm pretty sure these are made from cordierite, and are used in portable camping heaters. Same material as in catalytic converters so it should be refractory and very thermal shock resistant. (mine came cracked in the mail...) Main body is made from gypsum but should be made from castable refractory of course. Added some stainless steel wool (the stuff to clean your pots) to even the airflow inside the burner body. The blower I used is a computer fan with a speed controller attached. It's running on natural gas but I also tested it on butane propane mix and it works just fine. In the video I adjusted the valve from the air intake from very lean to very rich. Still have to add something to even the gas flow as it didn't really burn evenly in the video. It is very silent, most noise is from the gas intake and the fan. Pretty nice What do you think? I've seen one other topic started about this but there were no comments. (https://www.iforgeiron.com/topic/64455-ribbon-block-options/)


-
Alumina slip casting - burner head and crucible
thijsvh replied to thijsvh's topic in Insulation and Refractories
The mold for the burner is a two part mold and for the crucible a simple one part mold. The casting time for the burner was around 10 to 20 seconds after which the wall thickness was between 2 - 3 millimeters. The crucible took about a minute to reach 1 centimeter thickness. If you wait too long before dumping out the slip and the part walls are too thick you can recycle it by blending it with some water and mixing it back in with the slip.


-
Alumina slip casting - burner head and crucible
thijsvh replied to thijsvh's topic in Insulation and Refractories
Will make some pictures of my two plaster molds for you tomorrow. They are pretty easy to make, if you watch some Youtube videos about the subject it easy to understand the basics. There is a lot of information about refractories, ceramics, IR reflective coatings, etc to be found inside old patents. But it is a bit difficult to find what you are looking for because there are so many. In the patent below they are using zirconium silicate and tiny amount of sodium silicate and water. No veegum, bentone or molochite. Have seen others were they did use some additives but from what I remember those were to keep the zirconium silicate slip in suspension longer. ZIRCON REFRACTORY COMPOSTION AND METHOD OF MAKING IT https://patentimages.storage.googleapis.com/cd/17/73/f2d904b5c6f474/US2880097.pdf If you want to read more.... In this one they talk more about the forming of crucibles with various refractories and about how it's different with clay slip casting. PREPARATION OF CRUCIBLES FROM SPECIAL REFRACTORIES BY SLIP-CASTING https://nvlpubs.nist.gov/nistpubs/jres/23/jresv23n2p319_A1b.pdf -
Hello all, First post here to show some results of experimenting with the slip casting of aluminiumoxide (alumina). https://en.wikipedia.org/wiki/Slipcasting Got interested to make shapes with refractory oxides by the posts of MonkeyForge and Mellin although they were using zirconia and veegum/bentone and were forming the mass by hand. Zirconia is a little too expensive to mess around with so i went with alumina. Using a combination of digitalfire.com, wikipedia, google patents, google scholar I found a lot of info which I all read. But a lot of it was above what was achievable at home. And a lot of it is about achieving the "perfect" results. I just want a useable result... So... what did I do. I already had some alumina-bentone clay (97%/3%) because at first my idea was to make shapes by hand but I found that really difficult. So I made a batch of slip from this clay by adding lots of water and mixing it with a blender. Aiming for a consistency of heavy cream as was mentioned on DigitalFire. This I poured into a simple plaster of paris mold made out of a plastic drink cup. It worked but was incredibly slow in forming the walls. The plaster was sucking in the slip very fast at first but after a millimeter or so it slowed almost to a stop. Dried my plaster mold in the oven and tried again, same result. Not great, not terrible. Remembering what I read somewhere that bentonite has a "problem" with releasing water. The bentone in my slip was creating a layer and allowing almost zero water through. Created a new batch with 99% alumina and water. Poured into my plaster mold and behold incredible fast wall forming. Now almost too fast to keep the mold full. It dries really fast in the mold and releases itself from the mold walls within a couple hours. Then let it air dry for a couple days. With this succesfull "recipe" I made a larger batch of alumina slip, specific gravity was around 2.40 and the bucket was really heavy. But the slip was still really fluid. It will settle if you leave it sitting for a while so you have to mix it good before use. Also made a mold for a crucible and a burner head. These can be seen in the pictures I added. The crucible was some random cup I found somewhere and the burner head was 3D printed. Also 3D printed a hole pattern as a guide to drill out the holes in the burner head when it was dry enough to handle. The crucible I have not fired yet. The two burner heads are already fired and 1 of them sintered well because it has a nice ring to it when you hit it with a metal item. The other one is strong but has a somewhat empty sound when you hit it. I didn't really had a procedure to fire them so maybe that's the problem. I fired slowly for 3 hours to about 1000 degrees celsius and then went full power for about 1,5 hours, no idea what temperature, then slowly back to 800 degrees in about 3 hours, then i turned off the burner and closed up with ceremic blanket to cool down during the night. Measured temperatures were at the exhaust of my furnace (my thermocouple wire will melt inside). I hope the inside reached at least 1200 degrees celsius. (Using natural gas and a forced air burner) The same method can be used to cast items with zirconia, magnesia, etc. But you will need a higher temperature to sinter it well. Hope you guys can use some of the info and use it to create more cool stuff.