NormanP
-
Posts
3 -
Joined
-
Last visited
-
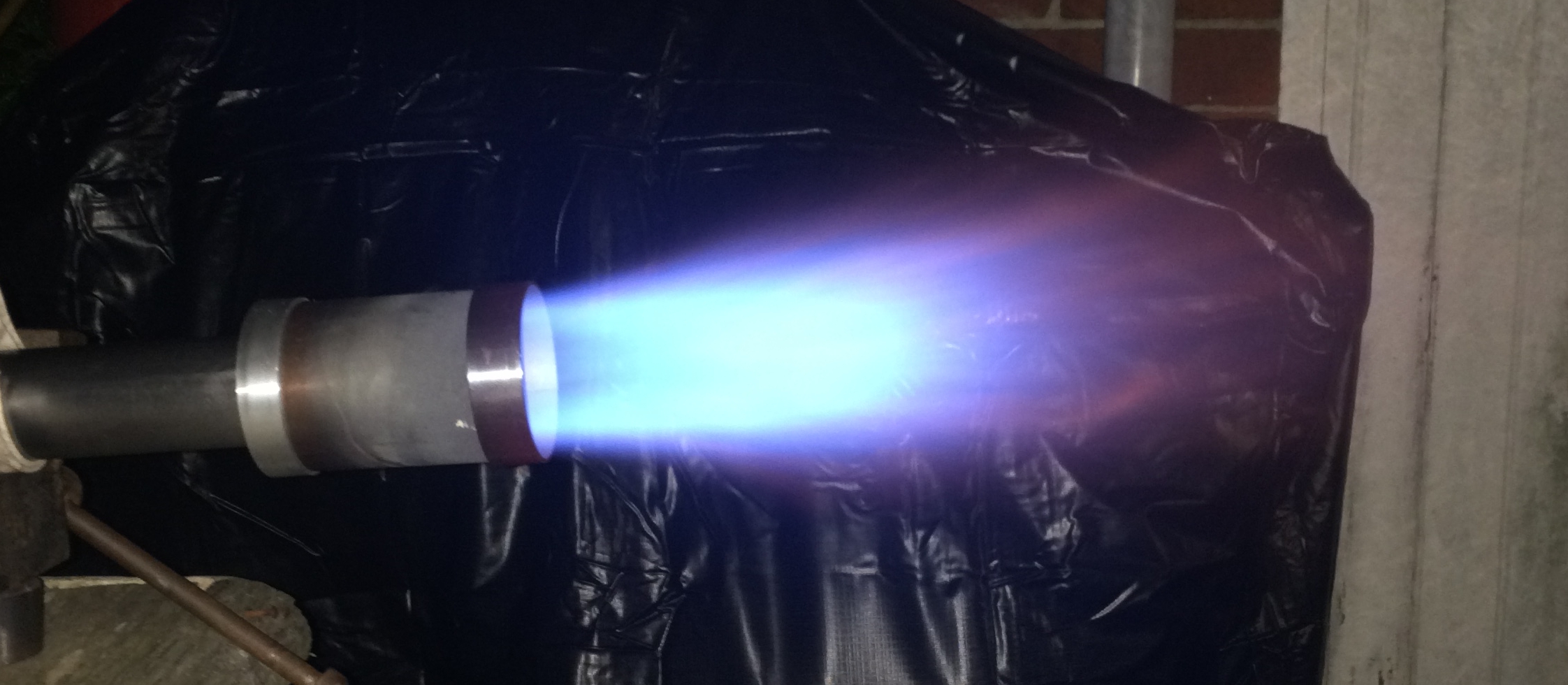
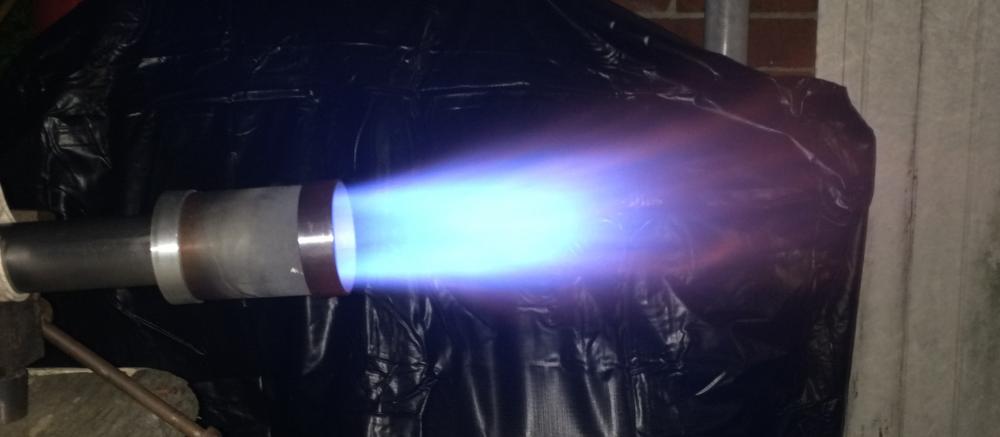
Hi all, I've beveled the lead and trail edges of the air intakes. I squared them off a little more too. I've reworked the nozzle fitting so it can be adjusted (first version was completely fixed). Thanks for the tuning advice Mike, it's amazing how much difference moving the nozzle only a few millimeters can make to the flame stability! I found I could shorten the nozzle by about 5mm compared to the original length and keep the stability. The new stainless nozzle tubing has not arrived yet, so I tested with the original, already oxidising, nozzle (the short extension piece you can see was fitted to account for the space taken by the adjusting ring). Photos are below, the second one is suffering from some side wind but to my untrained eyes, the first 2 look similar to the first photo in my earlier post: Hopefully the stainless nozzle tube will arrive tomorrow and I'll get it fitted before Saturday - if the weather holds, we're going to try casting aluminium. I'm wondering how much re-tuning will be needed when the nozzle is surrounded by refractory? Is it back to the beginning due to back pressure etc?? All advice welcome.


-
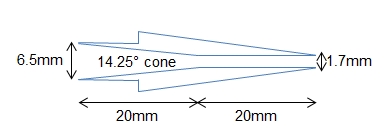
Thanks for the feedback Mike - I'll print the first photo out and keep it in my wallet I think I got the flame in the first photo more by good luck than by good judgement. I find it a lot easier to get a flame like the second photo - so I think I'll still be looking for hints on how to get the flame back to looking like photo 1. I'll certainly bevel the air openings and post another picture. I've added a sketch of the home made gas jet that screws into the end of a 10mm OD, (~7mm ID) gas accelerator tube - do you think 20mm of parallel 1.7mm bore is too long/too short? 20mm of ~14 degree entrance cone and then 20mm of parallel bore suited the length of the cone burr tool and the 1.7mm drill I had - so that's what decided these dimensions, (I struggled to find any detailed information on gas jet design and I didn't want to try and drill 40mm of brass at 1.7mm to match a mig tip). Again, thanks in advance for any and all advice.
-
Hi all - sorry to say I'm another newbie looking for some constructive criticism on a home made burner I've read as much as I can find (including Mikey's great book cover to cover several times) and put together an 1 1/4 burner that my son and I would like to use in a foundry. Most of the bits I could not get hold of - so I've matched up with what I could get locally or I could make on a small desktop hobby lathe. The mechanical bits I can work my way through but the bit I'm struggling with is looking at the flame coming out of the end and determining if it's good enough to melt metal. And if it is... then could it just be aluminium, or might it melt brass or even iron? Attached are 2 pictures of the flame I'm getting at ~27psi propane, (there was some cross wind when taking these so the first picture from above shows the drift). I'll try to pre-empt the dimension questions below: Burner tube ID is 35mm (38mm OD) and burner tube length (excluding air slots) is ~306mm (just short of the 9x guidance - but that's all I could fit in the lathe) Choke is sliding type, running forward towards the nozzle and opening the air intakes from the rear of the burner. Air intakes are squared off slots (thanks Mikey!) Propane jet is home made in brass - 40mm total length with 20mm of that an internal 14 degree taper cone starting at ~6.5mm running down to 1.7mm, (I read somewhere that 13 degrees is a good taper for gas but the closest cone tool I could get was 14 degrees). The 1.7mm then runs parallel for the remaining 20mm of the jet. Outside of the jet is tapered for the full length from 10mm down to ~3.5mm at the tip. This is screwed into a 10mm OD, ~7mm ID steel tube that exits the rear of the burner to the 8mm ID gas hose. Tip sits ~18mm back from the start of the burner tube. Stepped nozzle is ID 54mm and has a 55mm overhang from the end of the burner tube. Unfortunately it's not a 304 or 316 stainless nozzle and is already beginning to "peel". I'm thinking/hoping that's the cause of some of the orange streaks in the pictures. (Stainless tube is on order). When warmed up, the burner stays lit from about 2psi up to the full pressure from the 4 bar regulator - but I realise staying lit doesn't mean I'm getting the most heat we can get from the burner. The goal is to melt iron to cast into parts for a model engineering club my son goes to - the guys there have started making patterns for what they want already so no pressure on us to deliver then!! Thanks in advance for all advice offered.