hikerjohnson
-
Posts
41 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by hikerjohnson
-
LG25 New Style Toggle Link Dimensions
hikerjohnson replied to hikerjohnson's topic in Power Hammers, Treadle Hammers, Olivers
Nope. They don't share drawings for parts they sell. It's an understandable position to take, and I respect them for it. But new from LG links are just not in the budget. -
Folks, I am trying to help a friend get a new-style LG25 hammer up and running. The existing toggle links are wrong (home-made by persons unknown). We've been in touch with the folks at Little Giant, and they have been very helpful as far as they can be, but it's not in the budget to drop $200+ on toggle links. Can anyone provide the between-centers and horizontal offset dimensions for this hammer? I've got the facilities to make new links, just need the dimensions.
-
Where can I buy 1080 thicker than .250
hikerjohnson replied to Hinds's topic in Knife Class Reference Material
Hey gang, I'd like to point out a few things in a respectful manner: This fellow is typing in coherent English. That means he's in one of only a handful of countries globally. He calls out .25 1080. I am making an assumption, but I think he means inches, since .25 millimeter 1080 wouldn't be much good for most purposes. Only three countries in the world use the Imperial system - the United States, Myanmar, and Liberia. I don't think he's in Liberia or Burma. I could be wrong, but... 1080 is an AISI designation, the American Iron and Steel Institute. The rest of the world uses (not exclusively, but generally) other designations - BS, EN, DIN, JS, UNI. These three things help me to be comfortable in assuming he's in the United States, or at least North America, which alleviates most painful shipping issues. Is it really necessary for three people, at least one of whom says he knows the answer to the OP's question, to dogpile on this fellow? I feel that responses like this drive away users. -
What did you do in the shop today?
hikerjohnson replied to Mark Ling's topic in Blacksmithing, General Discussion
Donated blood the other day, so I didn't have a whole lot of energy for forging, but I did noodle around in the scrap pile and weld up a halfway decent guillotine tool. The HAZ coloring makes it look a bit crooked, but everything is square, and there's a nice sliding fit to the dies, so this should be an improvement over my old clapper-style tool. Coat of paint coming tomorrow, and hopefully a test run as well.




-
How to forge a flatter.. No swage block used..
hikerjohnson replied to jlpservicesinc's topic in Tools, general discussion
Wait, you mean I have to make stuff after I make the stuff to make the stuff? Sheesh, blacksmithing is a lot like work.... -
How to forge a flatter.. No swage block used..
hikerjohnson replied to jlpservicesinc's topic in Tools, general discussion
Hi folks, here's a couple photos of the finished (but unhandled) flatter. I stopped by and visited a friend with a 2x72 belt grinder, which made fast work of dressing the face. The corners are slightly relieved to avoid getting "smileys" in my work, and the lion's share of the face is otherwise dead flat. I'm really pleased with how this came out for a first attempt. I'll drop in again when I get a handle on this.

-
How to forge a flatter.. No swage block used..
hikerjohnson replied to jlpservicesinc's topic in Tools, general discussion
No mark, maybe the next one. I'm talking to Buckeye - I'm getting toward where I wouldnt mind so much telling people "I made that". -
How to forge a flatter.. No swage block used..
hikerjohnson replied to jlpservicesinc's topic in Tools, general discussion
Hi folks - I took Jenn's video as inspiration to get off my butt and back into the forge - I could use a flatter, but had been putting it off on the assumption that I needed a swage block to do the job. I didn't end up using my vise very much at all, though I can definitely see where it would have saved me time and some iterative shaping work at the anvil. Over two afternoons and about 4 hours, I came through to what you see here. The length of bar to start is, I think, very important, as it gives enough inertia to do a lot of upsetting without too much effort. I started with about 26 or 30 inches. I also used a 1/4" round punch to start my handle eye, and a tapered round drift to open the hole up. As I knocked the cheeks back in, the hole ovalized relatively nicely. The thinner cheek sections also made it easy to make some small adjustments to get the face of the flatter perpendicular to the "tail". I know this is a bit on the crunchy and lumpy side, but my first piece always is. A few days in vinegar and a wire wheel will help some... The next one will come out better with the lessons learned.







-
The limited demo work I've done, the only rule was No Welding, due to the proximity of the crowd and the little tykes whos eyes are at the same height as the anvil... Similar thing goes for scrubbing off hot scale - be mindful of where that stuff is going.. Some places will set up lexan barriers, which might allow for welding, though it wouldn't be terribly historical looking. Other recommendations are to stick to simple items that don't take very long to forge, and that you can do reasonably well while distracted and answering questions. I've found it useful to have one item already completed, and one piece of parent stock propped up and available to hand out so people can see where you started, and where you're going to finish up in case they don't stick around. This is especially helpful for things that take more than a half dozen heats to make.
-
Frosty, how many of these 3/4" burners can you reasonably run off a BBQ tank before it just freezes solid? I browsed through the thread, and may have missed a nugget somewhere, so I apologize if that's the case. I'd like to build a bank of 5 burners with a spreader plate or a shroud to make a wheeled weed-killer, like this one: These things retail for a gazillion bucks for what they are, and I figure I can fabricate something just about as good, and your T-burner seems like just the ticket.

-
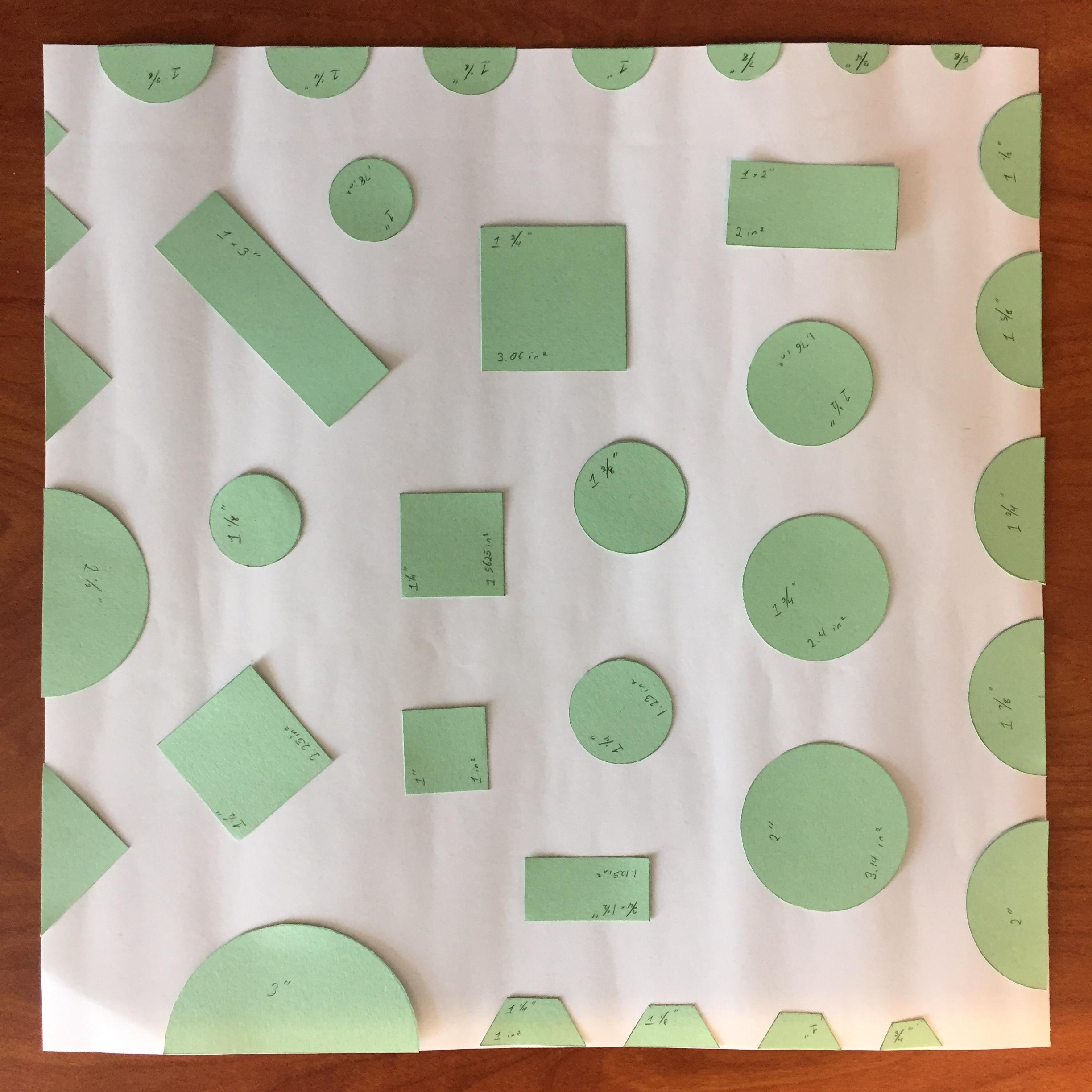
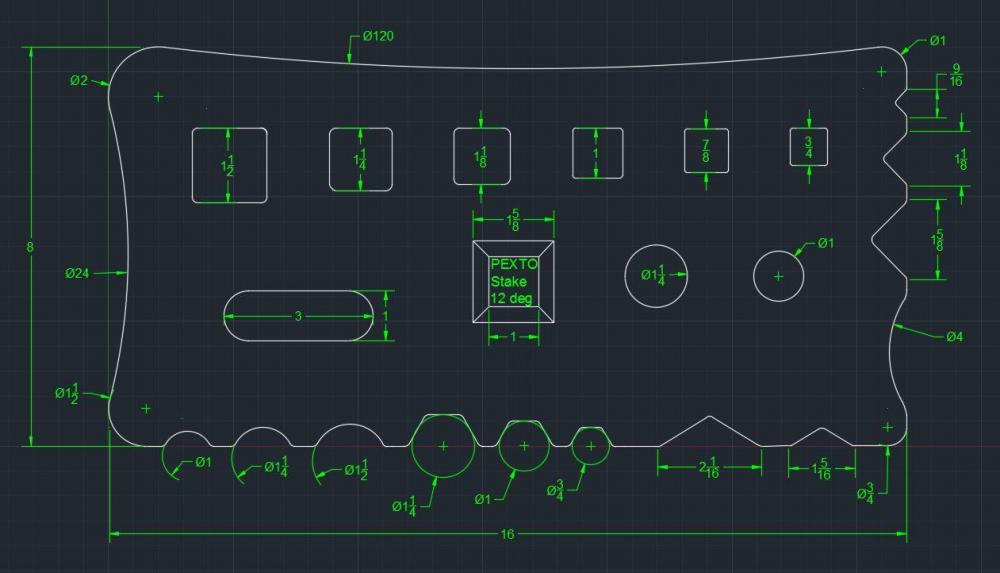
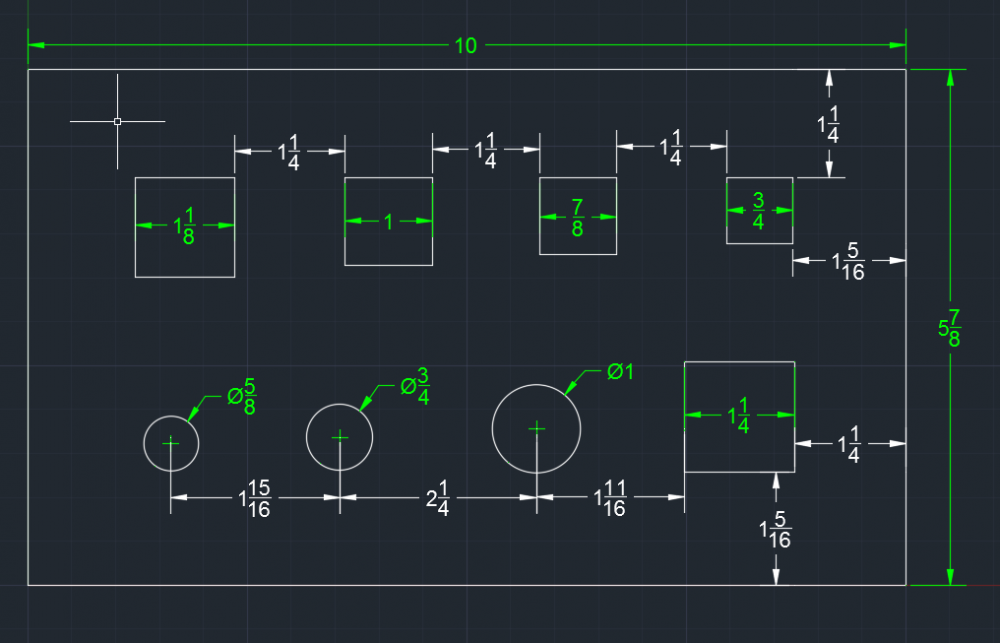
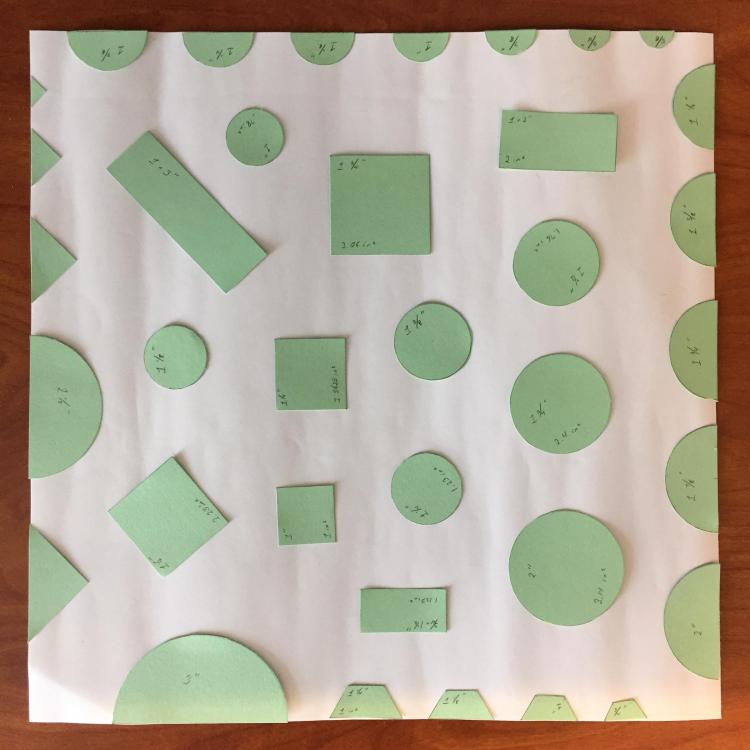
Well, it’s been awhile, but that’s how it goes, no? Here’s where I’ve gotten so far: Made some test cores and showed them to the foundry – they gave them the thumbs up, so that’s a positive thing for sure. I still need to make some more core boxes, but it’s not too hard. Below is the test pattern I’m going to try at the foundry – no edge features, just cores. This will help us learn about gating and fill, as well as whether our cores are sturdy enough. I’ve also gone and simplified the final pattern somewhat, and it may still not be done yet. Major changes include the omission of some smaller edge features, and the incorporation of a tapered socket for a Pexto stake – a popular request from a number of folks. The elliptical core went away, as no-one could figure out what it would be good for, and I chopped a few of the smallest round cores, as they can be easily enough drilled at a later date.



-
As it happens, I do have the equipment, but not the dimensions. Still seeking the dimensions of the locking pin from anyone who might have one. Thanks all.
-
That's a fair question, and the factory is the first place I went. They want 53 dollars. That's entirely too much money for a 4" or so steel pin with an eccentric turned on one end.
-
Hi folks, I recently picked up a Di-Acro 1A bender in nice shape, but missing its locking pin, the one with the eccentric on the bottom to clamp in your stock when you start the bend. Does anyone have one of these that they could take some dimensions off of? Specifically, what the large diameter is, and what the offset of the eccentric pin is? Napkin-CAD or a pic and some notes would do the trick.
-
What dictates when a forging is finished and who inspired you? TL,DR: "Finished” varies based on the service of the item, and its exposure/surroundings. Minimal tooling smiths like Petrila, Ross, Aspery, Brazeal, Ahman, Taylor are inspiring. I have more or less always considered myself a bit of a hack. I think this stems in large part from having been raised by perfectionists, one an amateur cabinetmaker, and the other a retired machinist. It’s daunting to look at some of the things you see made by experienced people at the peak of their skill, and it’s easy to think that you’ll never be able to get to that level of quality. The tooling and fixturing required (or at least collected) can make your head spin too (I can’t do that job without this special $$$ widget…) Having been educated as an engineer can be also be ruinous, because you spend years learning how things fail, and spend a lot of time learning how to strip away what isn’t required in a design for strength and utility, and then adding back things to meet various codes and criteria that aren’t necessarily driven solely by function. Also, little or no attention is given to form. Function is mandatory, followed by cost and manufacturability, and form is a distant third concern. This is not to say that a spare, utilitarian design cannot be beautiful, it can. It just doesn’t often happen. So, anyway, I did become a marginally competent metal and woodworker, though I am no toolroom machinist, nor cabinetmaker. I never will be either, as that’s not my trade. Blacksmithing, though, is not something that I grew up with. I did see a lot of wrought iron growing up outside of NYC, and in various museums. What excites me about wrought work is that depending on the job, the finish level varies greatly, and so does the skill level required. There is a banded chest in the Chicago art museum from the 1500’s that looks just terrible. But, for the job it needed to do, someone thought it was finished. Seeing something like this venerated in an art museum is encouraging to a lot of newer smiths. You think, “I could make that.” And you’re probably right. It doesn’t take too much practice to make a decently fair curve, and penny scrolls and leaves aren’t too onerous either. Now skip ahead a few centuries to the 17th. Same Chicago Museum. This work is inconceivable. Forged, filed, sawn, engraved, pierced, sanded, polished. Oh, and a ton of springs and small items heat treated, then polished. This isn’t a door lock, it’s a functional sculpture made by someone(s) who did nothing else. I’ll never get here. Not only could I not get to this level, I don’t care to. I can’t devote enough hours over a long enough period of time to learn how to do this level of work competently. Additionally, there are probably only a handful of people on the Earth who would pay someone a living wage to make something like this. What I’m saying is, this is not something that should be held up as the ideal standard for a forged product in the 21st century. Here’s a staircase and a pair of grilles (same museum; can you tell I’ve been to Chicago recently?) Late 19th-early 20th centuries. Though under some paint, you can tell that they’re all hand made, and well. You can see no two pairs of the components are exactly alike, but this is up close. From the intended viewing distance of several feet, you cannot tell. The parts form a pleasing whole, and any flaws disappear. The white grille spent its life outside, and you can see some signs of that. The black grille and the staircase, though, they’re inside, and always have been, so they look as they did when they left the shop. You can see the welds on the stair rail scrolls, and you can also see the differences from element to element, probably as they were tweaked to fill the available cell at final fit-up and assembly. I think that’s OK, though. The slight irregularities, as viewed by the user, form a more organic form, giving some life to the metal. Look at a grille that was laser cut sometime with what should be an organic pattern to it. Unless done quite well, you’ll feel something isn’t quite right. It’s static, no sense of movement… These are items that I, a first-year learning smith, do not have the ability to make right now. But, I think I could make them with a bit of practice and a little bit more learning. This level of fit and finish is accessible by the mere mortal backyard tinkerer, without massive tooling and expense, nor a lifetime of practice. Some patience and planning, to be sure. I think this level of work is pretty close to optimal in terms of finish and consistency. It is "good enough". Recall that in Islamic art, for example, it considered an affront to make a perfect pattern. Signs of the human hand and imperfections are included deliberately by the artist. I guess one of the points I’m trying to make, is that “finished” is subjective and qualitative. All the things pictured here were bought and paid for, by presumably happy customers, and have been appreciated for centuries. Different things, different jobs, different standards. All finished, though. For me personally, as a blacksmith, the items that I find most inspirational are the ones that are “accessible” in the sense that I can understand how they were made, and that “I” could make them, with a reasonable amount of time and patience. Your work, Peter Ross’, Mark Apery’s, Brian Brazeal's, Torbjorn Ahman's, and Rowan Taylor's are very inspirational. You’re all working at a very high level of skill, but there is no really good reason preventing me from working at the same level of quality if I choose to put in the time. Also heartening to the beginning smith is the fact that most of the listed smiths do amazing work with a minimal number of tools; very important to the person just getting going. In the meantime, at my own skill level, I can make useful things, though they will have scale marks and errant hammer dings. For most common forged items, it’s not like a machined part where it’s within tolerance or it is scrap. There's a lot more leeway if you're willing to accept less than perfection in your own work. I'll also accidentally produce something nice looking from time to time as I learn and improve... Regarding your door handles, the large one would be splendid on the front door of a colonial Cape, and the small one would be very appropriate on an outbuilding, or a less visible door or cabinet. You know, pride of place, commensurate with skill required and effort invested. That Suffolk latch just wouldn't make any sense on a chicken coop or a toolshed, even if you were unusually wealthy. As for the hammers, there isn’t any reason in the world Big Blu (and other manufacturers…) couldn’t have used a flatter on the finishing pass and cleaned up the vast majority of the tooling marks. I don’t find it appealing; it looks unfinished to me. Other people will go out of their way to seek out such a finish. No accounting for taste. That said though, I forged a hold-fast for the spare tire under a friend’s car. It’s not pretty, it’s not filed, it’s not painted. It’s covered in fire scale. But, nobody is likely to see it between now and when it gets chewed up to be made into a new car. I thought it was an appropriate level of finish for the job and exposure (and compensation: none).





-
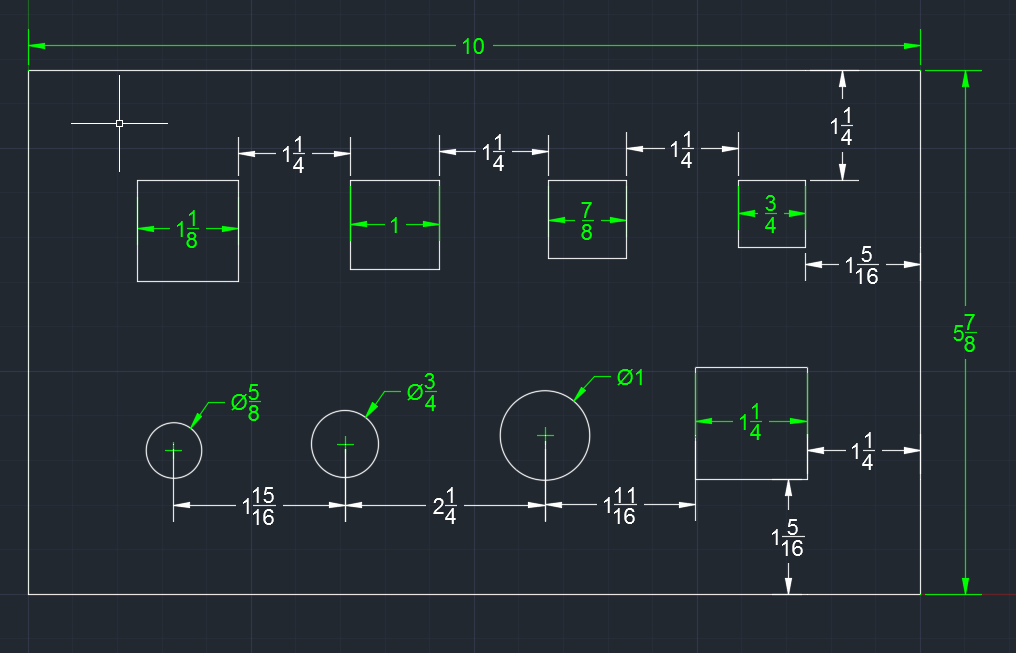
Alright, this is what's coming with me to the foundry tonight to chat with the professionals: I added another half hex, another hole, an oval, and re-arranged everything in the block one more time, just for fun. The hex sizes changed at someone's recommendation to correspond to sensible sizes across the flats for tuning up bolt heads if desired. The oval I added just because I could, thinking it might be useful, but I really have no idea other than for drifting open quite large things. I'm still happy to take suggestions for cores.
-
JME1149, do you mean like on the Yater block? I am considering something like that, but don't know what you'd use it for. On the Yater blocks, I think there is a reason that they all seem to have the original yellow mailing address from Wally still in those areas... What do you have in mind for a use scenario? I did deliberately leave the small 2" flat on one edge so that a smith could file in something like that, but on a small scale, for forming a bottom die to do a reinforcing rib, like you see under spatula ends and such. Possibly also a little veining type die could be filed/ground in for doing collar stock with roping/beading. I don't think I can cast something that fine that wouldn't get obliterated in further finishing. DasWulf, holes added. Room for one more....
-
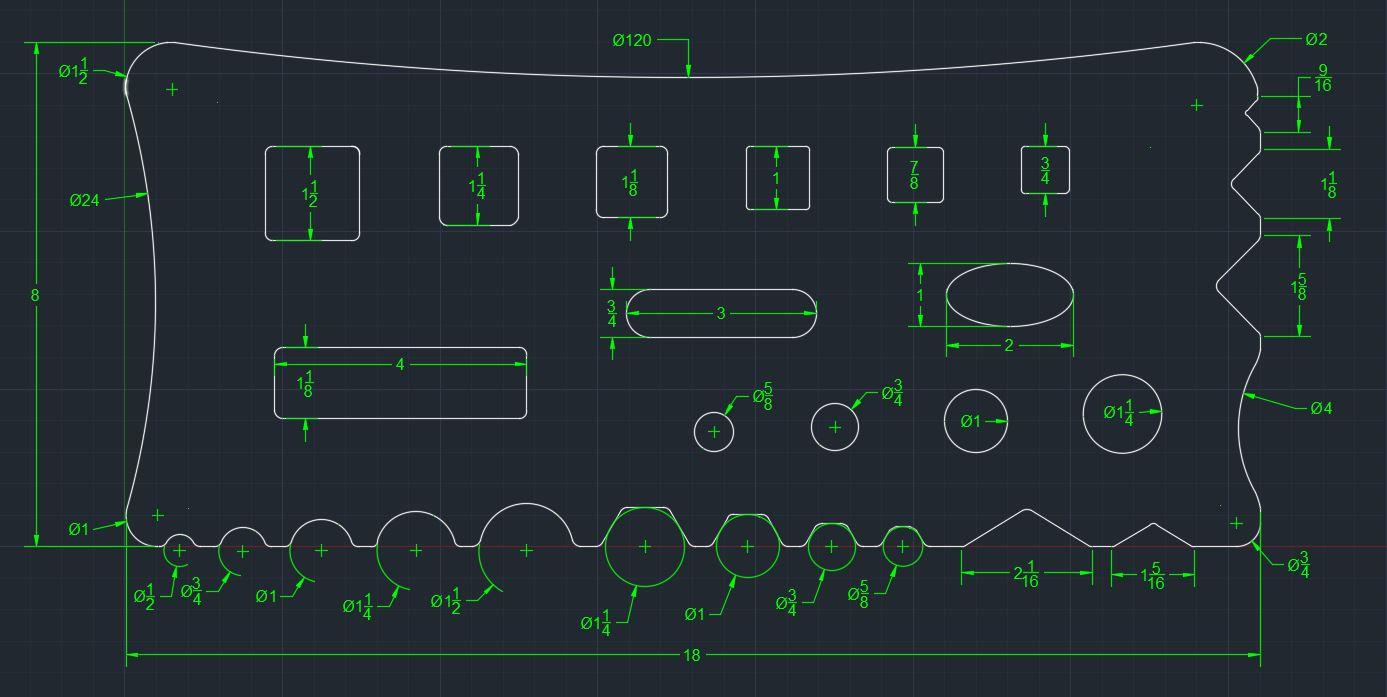
Taking in commentary, here is a slightly revised edge profile - Steve, if you crack off that lower corner, you are just gonna have to get a smaller hammer. The short path is about 1-5/8" for a crack with this re-jiggered layout. The 10' circle is primarily recommended for straightening things - think of it like a sway-backed anvil. A fellow I'm talking to says its one of the most-used edges on his Yater swages, and worthy of copying. I'm hanging out with the foundry guys tomorrow, so I will learn about size limitations, and what my options are for gating and risers. By the way, the square hole sizes were chosen to be homes for standard hardie tool sizes, so I can use this like a secondary anvil for small operations like bending or tenon butchering with my smoosh-a-matic. Still taking opinions on useful cores for the right-hand side of the block.
-
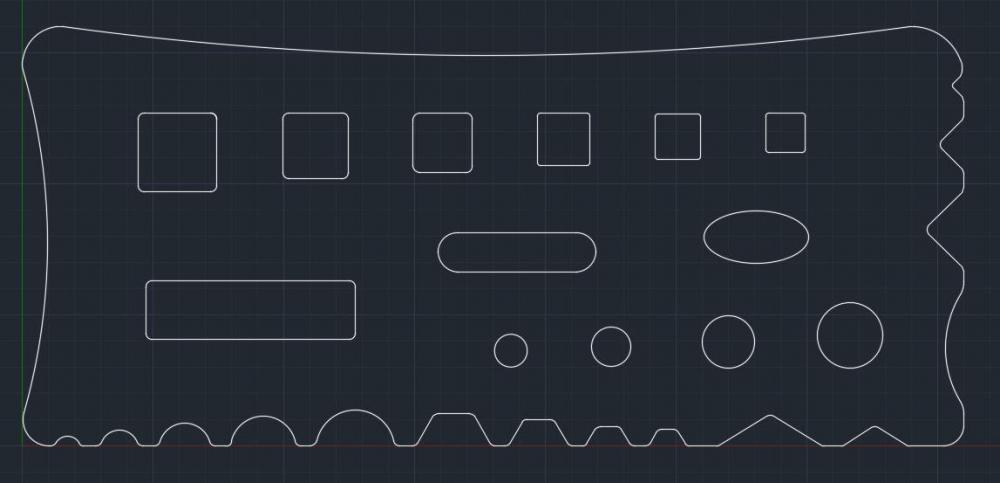
Well, I've started to meander in a different direction a bit; taking out some relatively useless features as mentioned above, and simplifying. Feedback from some longtime smiths indicated that shallow arcs are fairly useful, as are shallow vees. Overall dimensions have shifted from 12x12" to 8x18"; still planned to be 3" thick. You can see I have some real estate on the right that is unoccupied, I am trying to determine the most useful shapes to core out there. I'm all ears. The placement scheme I used in this iteration was to assume a 3x3" square - I centered it over each through-hole (or at each end for the long ones), and made sure I had no significant interference from other features inside that square. Not having a lot of experience, this seems like enough real estate for any given feature that your work won't get tangled up in another feature. This is still about a 100# block which is as large as I care to go, from both a technical manufacturing standpoint, as well as for handling concerns.
-
I probably could without much trouble, yes. I think I might be inclined just to leave the face completely blank, and modify as needs arise. I may also move the casting riser to the center to get a better feed to the mold, not sure yet.
-
I see the justification in dropping the sub-1" half rounds, they can be handled on small anvil hardies. Gone. Dropping the half-circle frequency to 1/4" reduces the number to 7, and frees up a whole edge for a french curve. Doesn't give enough room to add a 4" half round or more hexes though. Rectangles: I'm amenable to more, what should I drop, and what should I add? Took out the 1/4" drilled hole; that's just silly, though, as it's just drilled later, folks could do whatever they wanted to. How's it look now?

-
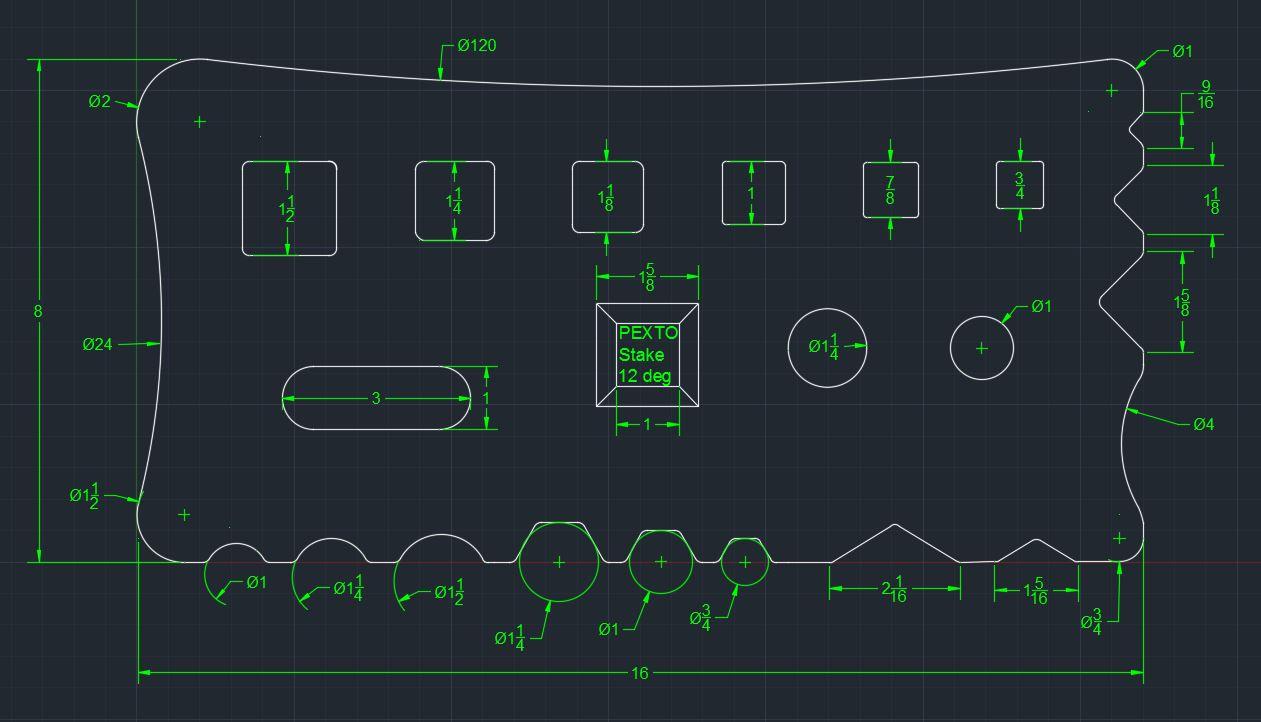
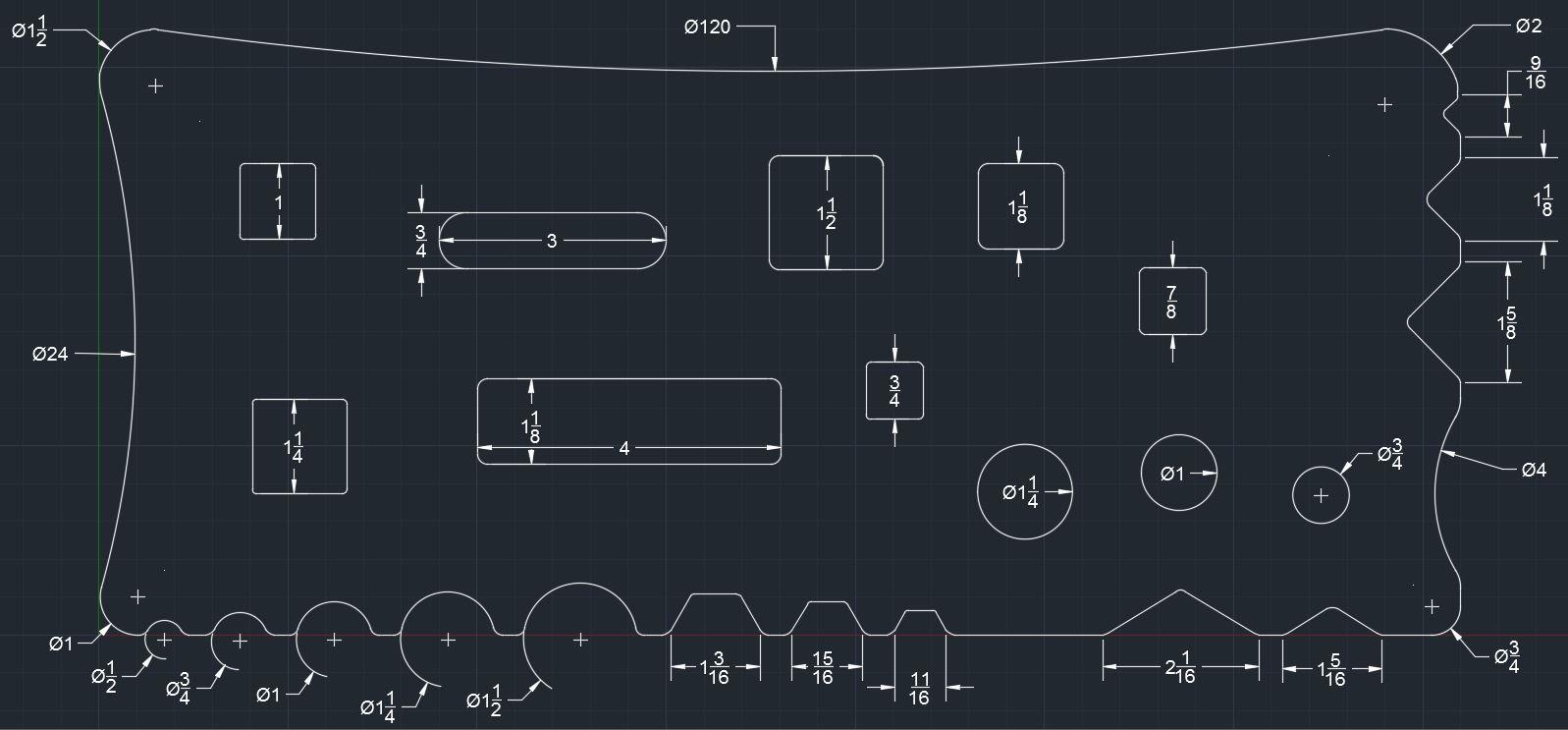
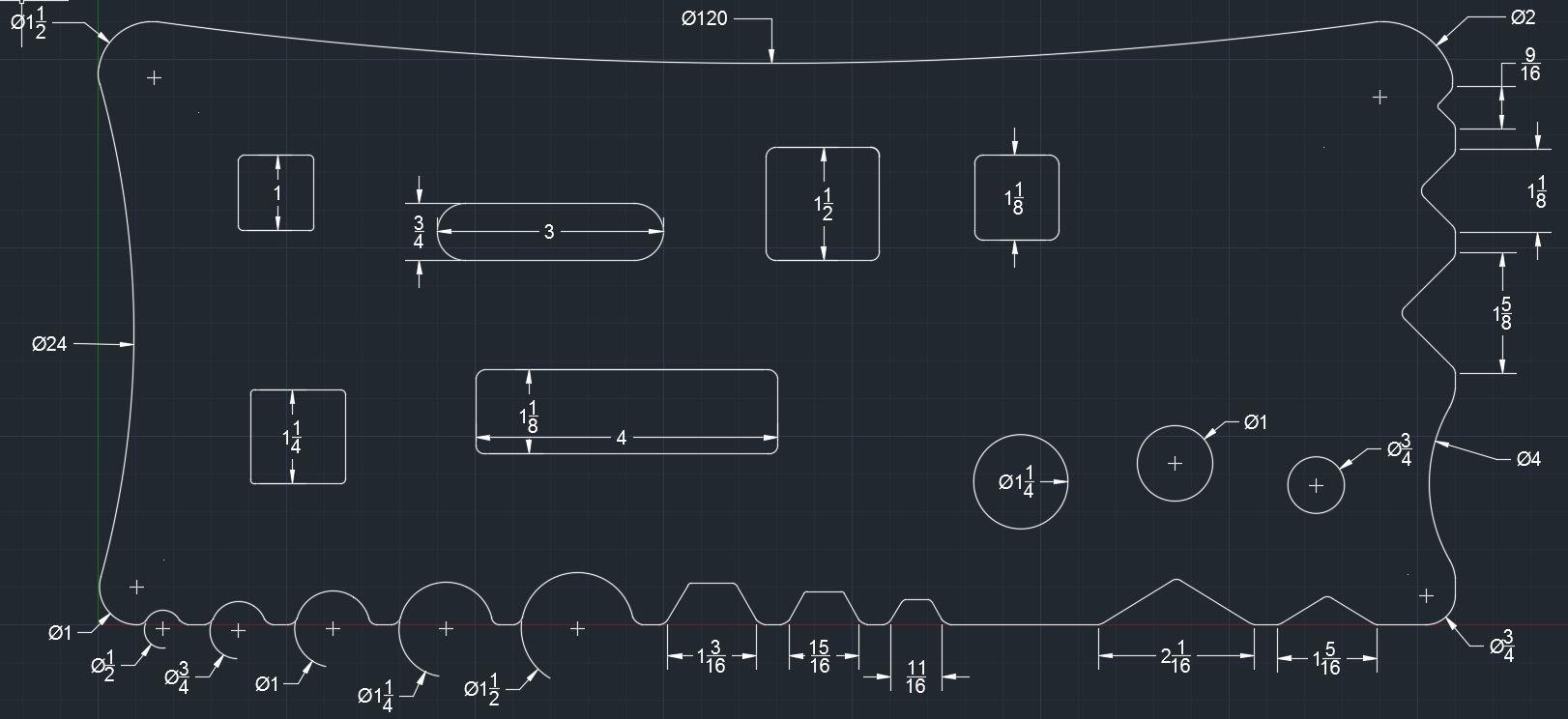
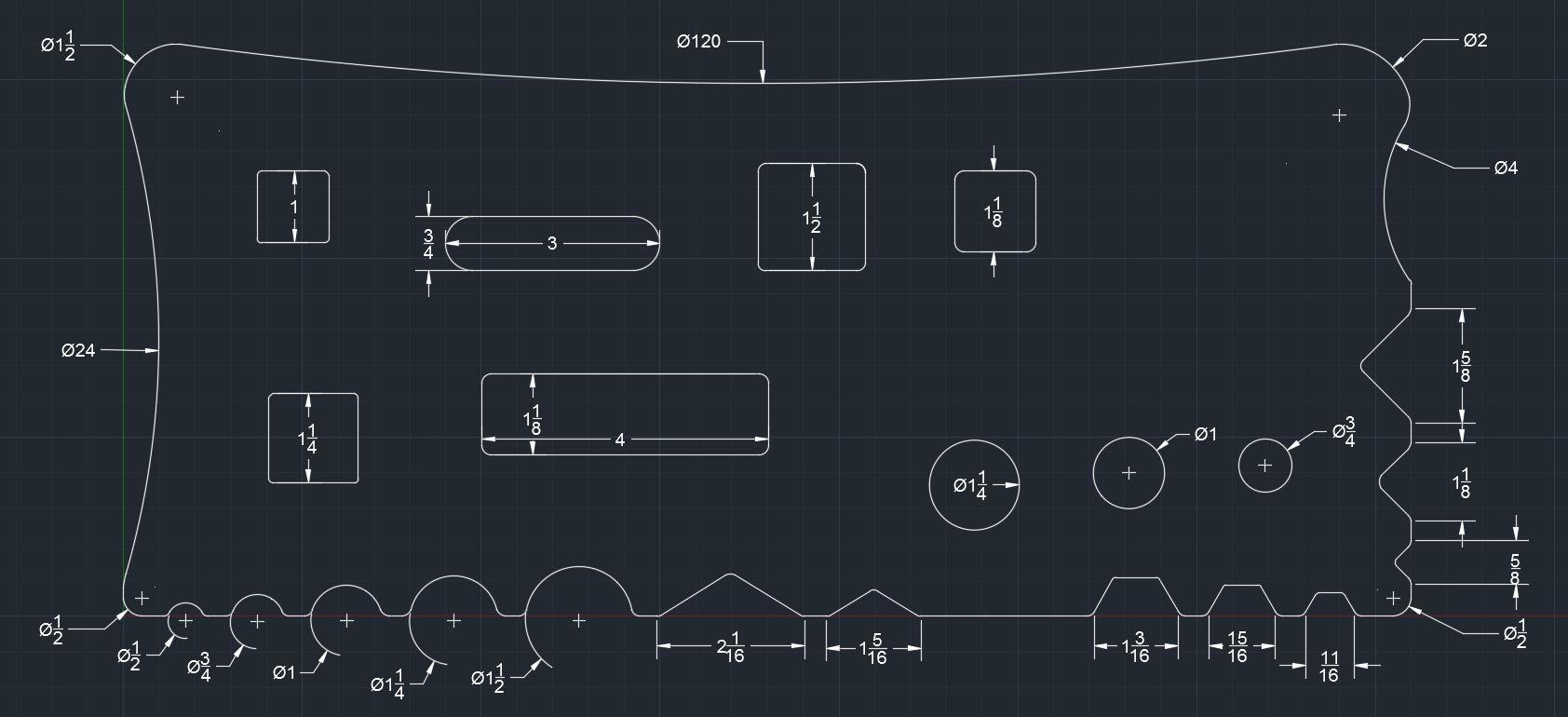
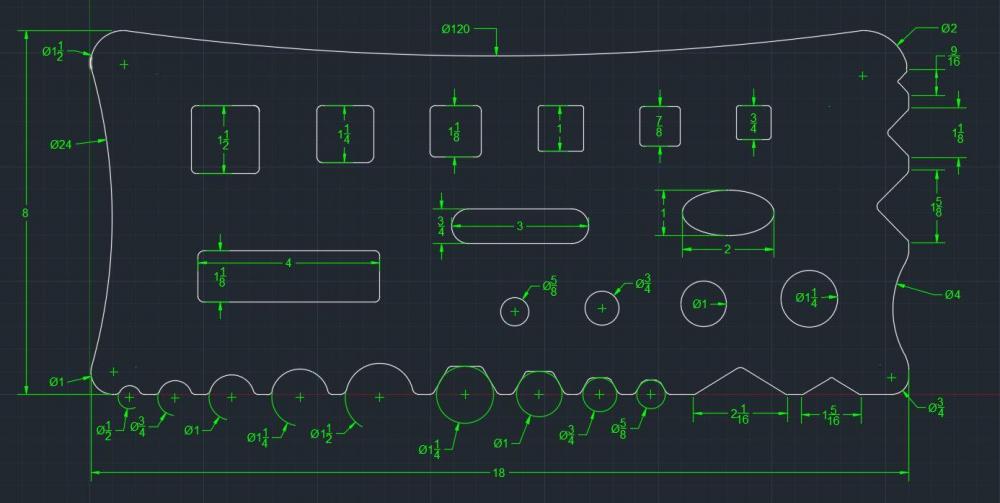
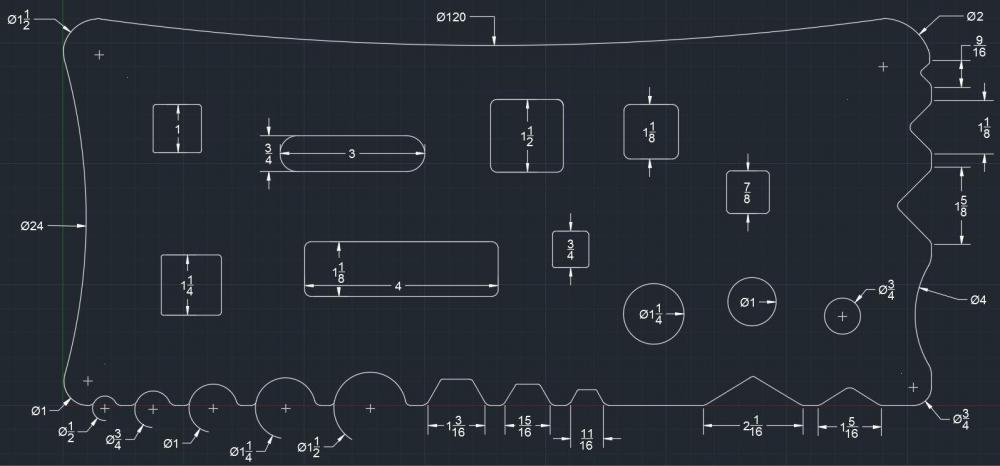
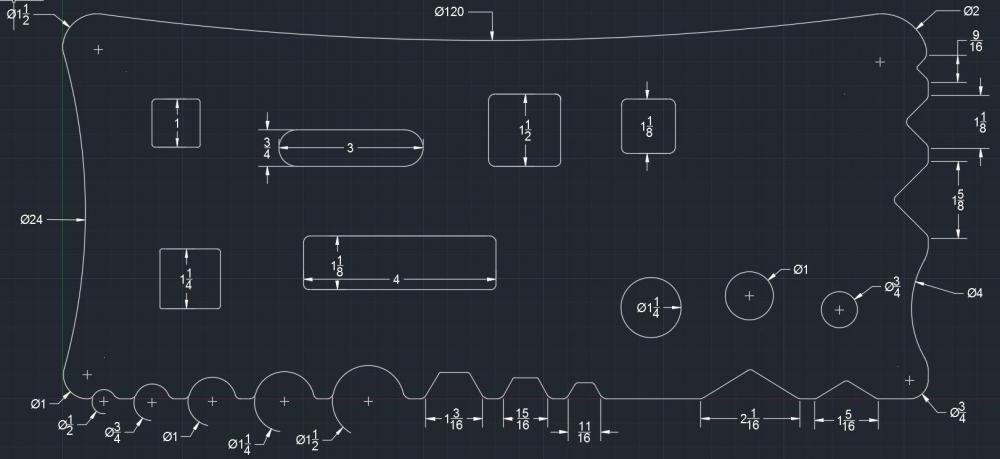
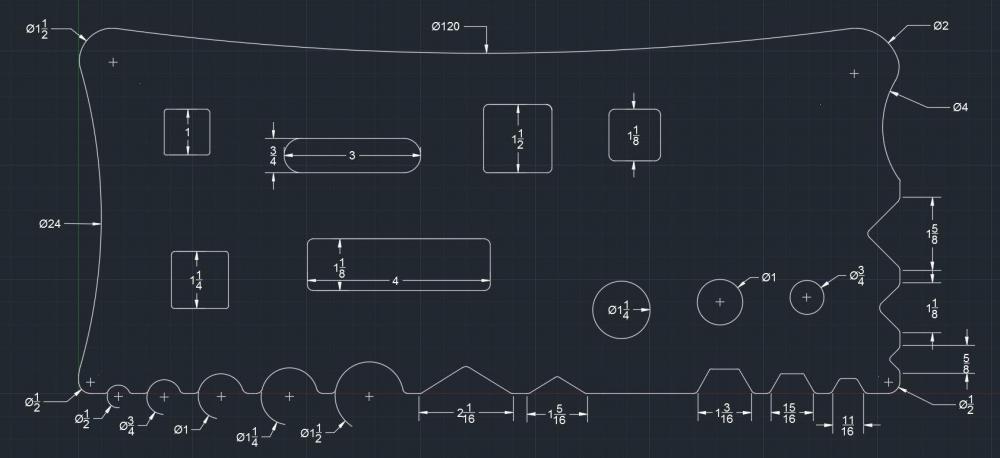
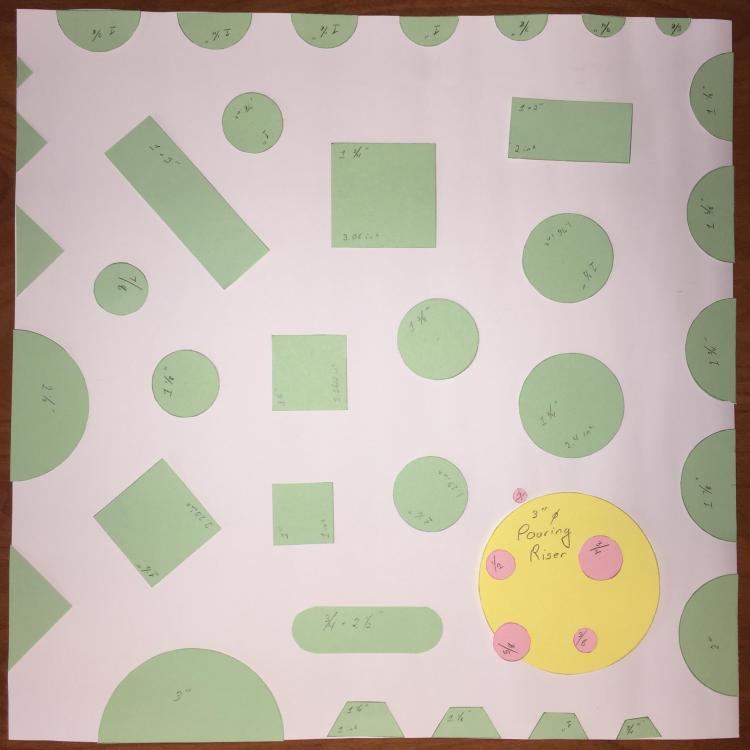
Thanks for the input folks; here is a slightly revised pattern (I love arts and crafts, don't you?) I can't do much for arranging the holes by size - this aligns stress risers too neatly for my taste. Adding to the square dimension takes me out of what I can pour in one go at the furnace I'm working at. @Judson Yaggy, did I take your comments corrctly in my revisions? I added a 7/8" cored hole (I think this is about as small as I can core safely, I need to talk to the founder about this.) I took out the 2" hole, and marked that space out for a 3" pouring riser (in yellow), to be cut away after casting. This leaves a blank face that can be drilled through for smaller diameter holes (pink) that go from 1/4" to 3/4" in 1/8" increments. Also, if someone desired, an upsetting dimple or a bowl could be ground/machined in there. I also took the 3/4 x 1.5" slot and lengthened it to 2.5" with fully radiused corners. This should be decent for drifting axe-heads, I think. This brings the weights to just under 100 and 130 lbs, for 3" and 4" thick models, respectively. About 12 pounds goes onto the riser, though I may have to up that amount after talking to the founder. Further thoughts? I definitely welcome comments prior to making patterns or pouring iron...
-
Hey folks, I have an opportunity to do some grey iron casting, and would like to try a short run (5-ish) of swage blocks. The pattern I've worked out so far is attached, but I'd like to reach out to the hive mind to see if there are any other through-holes or shapes I should consider. The blocks will be cast of grey iron using the lost foam in sand process, which gives a pretty nice surface right out of the mold, and doesnt require draft on the pattern. I'm not too worried about bowls or spoon depressions, as those swage blocks are plentiful and currently available on the market, and also a nice (free) stump works too. Any ideas or suggestions? The block is currently 12x12", and will be either 3 or 4" thick. **Edit: All sharp corners will get radiused at least 1/8" if not more on the final pattern.
-
Common Beginner Mistakes
hikerjohnson replied to Ridgewayforge's topic in Blacksmithing, General Discussion
Born, You nailed it absolutely. Cracks are the root of all failures in metals, be they fatigue or shock/impact caused. A cold shut is a fold in the metal that behaves just like a sharp-bottomed crack, and provides a perfect place for a bigger crack to grow from, usually ending in complete failure just as you're putting the final touches on a piece.. -
Shop Build Foundation Question
hikerjohnson replied to MC Hammer's topic in Building, Designing a Shop
The NEB website has some power hammer plans, including foundation drawings, which will give you an idea of the scale you'll be working on. Also, Torbjorn Ahman has a great series on youtube of digging and building a foundation for a self contained power hammer. I think it'd be worth a few minutes to watch, so again, you can get a sense of scale, and also see some details, like the foundation isolation and foundation bolt preparation. Since you don't have a particular hammer in mind, it's not possible to plan ahead like TA for the bolt pattern, but don't worry. Epoxy anchors are incredibly strong, and routinely used in industry to hold down massive dynamic machines.