Steamboat
-
Posts
261 -
Joined
-
Last visited
Recent Profile Visitors




-
@Candyman, I never have gotten around to making the upsetter blocks...too many other projects going on. I have, however, used the vise a number of times, and it's nice to have both hands free when you need to do multiple hold-and-reposition operations, especially with hot metal, when timing is important.
-

Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
HCO41, be sure to re-read all of my postings and revisions in this thread, just to make sure you understand my point of view. If you have any questions, feel free to PM me. Thanks, Al (Steamboat) -
Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
Thanks for the Drill Doctor suggestion. I'll have to have a look at their models. I've been working on our old house all day (no rest for the wicked, I guess). And I might do a little blacksmith work tonight to fabricate an old-fashioned looking support bracket for a cracked beam. Al (Steamboat) -
Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
Frosty, regarding the diamond wheel grit. I did some checking to refresh my memory. I had started out with a 120-grit wheel (even though it appears quite a bit coarser in the photos), and as mentioned earlier in this thread I thought that a finer grit would have been better, so I decided later to change to a 220-grit wheel. As you said, I think a guide or device could be built that could control or limit pressure against the wheel, along with other factors. There are a lot of possible configurations. Perhaps some adjustable spring-loaded approach? It could be fun to design, but as usual, I always have more projects and ideas than available time to play with them. My current big project is restoring our 225-year-old house. I'm doing most of the work by myself, since hiring a crew to do the work is beyond our budget. It's amazingly time consuming, but I enjoy working on it, and as a result I get a lot more exercise than most retirees like me manage to get at my age. I'm at the point in the restoration process where I'm looking at reproducing some of the old hardware (door latches, hinges, etc.), which will give me an excuse to do some more blacksmithing...and save some money. -
Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
I don't remember what grit the diamond wheel is, but it is a lot finer than it looks in the photos, probably because of the way the surface makes random reflections, making the granules look farther apart. The points should be ground longitudinally (lengthwise, with grind marks in line with the electrode), according to all of the instructions I've read. Tungstens can snap very easily, but they can also be bent. To demonstrate, I just went out to the shop and bent this 2% lanthanated tungsten in a couple of places, cold, (while wearing appropriate protective gear, of course, in case it snapped).
-
Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
bubba682, as you alluded to, I've seen some sharpeners that didn't have much, if any, adjustability, although I can adjust my experimental jig to produce a fairly wide range of point angles/lengths. You mentioned using a diffuser and extra stick-out for pipe welding. I'm not a professional welder, but I've done a fair amount of welding on my own projects over the years, and I've recently started using gas lenses/diffusers. I think that my welds are coming out more consistently clean, and since the smoother gas flow allows some extra stick-out, I have a little better visibility of the weld pool. Maybe it's the improved visibility (or maybe it's just from having more practice), but I seem to be accidentally dipping my tungsten less often. By the way, Cape Breton Island looks like a gorgeous area. We've spent a good deal of time in New Brunswick, as we used to go to places like Campobello Island, Grand Manan Island, etc., on a regular basis, but we haven't yet made it to Nova Scotia. It's on our bucket list of places to go. -
Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
Thanks for the comments, Frosty. Tungsten is hard, but the coefficent of friction between a tungsten electrode and a grinding wheel can still be significant, at least in my experience. I just looked through the leftover parts from my earliest experiments...and at the contents of my used-electrode bin...and the sight of several bent and broken tungsten electrodes refreshed my memory of experimenting with a fixed/restrictive guide combined with a 'dragging' rotation direction. I can recall the wheel pulling an electrode(s) through the guide and breaking it. The fixed guide allowed forces to build up in a fraction of a second. I think a drag-sharpening situation could be different if MANUALLY sharpening an electrode by hand, WITHOUT using a fixed, restrictive guide like mine, since the pressure against the wheel and the resultant pulling and bending forces could be limited by the user when holding the electrode. -------------- Disclaimer: I am not an expert. This post is not intended to be an endorsement of any product or idea depicted or described here. I do not guarantee the safety, efficacy, or applicability of my experimental prototype electrode sharpener device that is depicted or described in my posts in this thread, or the use of any product with that device. Any use of my design or methods is entirely at your own risk. Use appropriate personal protective gear at all times. My posts are not intended as instructions for grinding tungsten electrodes, but only to show the stages in the development process of my experimental prototype electrode sharpener. -
Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
I suppose there could be ways to reverse the direction of a grinder wheel relative to what you're working on. HOWEVER, if you feed an electrode through a restrictive GUIDE (such as the one shown in my experimental device in this thread) into a wheel that is rotating AWAY from the point of the electrode instead of TOWARD the point of the electrode, there is a good chance that the electrode could be grabbed by the wheel and drawn/pulled through the guide, which could bend and break the electrode and throw sharp pieces of metal around, etc., which could be dangerous. It's been quite a while, but I seem to recall that happening when I tried something like that. Disclaimer: I am not an expert. This post is not intended to be an endorsement of any product or idea depicted or described here. I do not guarantee the safety, efficacy, or applicability of my experimental prototype electrode sharpener device that is depicted or described in my posts in this thread, or the use of any product with that device. Any use of my design or methods is entirely at your own risk. Use appropriate personal protective gear at all times. My posts are not intended as instructions for grinding tungsten electrodes, but only to show the stages in the development process of my experimental prototype electrode sharpener. -
Old/New, Compact, "Convertible" Solid-Fuel Forge (photo heavy)
Steamboat replied to Steamboat's topic in Solid Fuel Forges
Thank you. It's been quite a while since I've posted on the forum, as I've been swamped with a dozen big projects for some time...house restoration, archaeology project, freelance writing, property sale, etc., etc. Anyway, to answer your question, I did the welding with my Millermatic 251 MIG welder, using a 75/25 argon/CO2 mix. For the welds on the pipe and washers, I just tacked the parts to a simple turntable I cobbled together, and then rotated it slowly as I welded it. Someday I might actually build or buy a nice variable-speed motorized rotator. -
What did you do in the shop today?
Steamboat replied to Mark Ling's topic in Blacksmithing, General Discussion
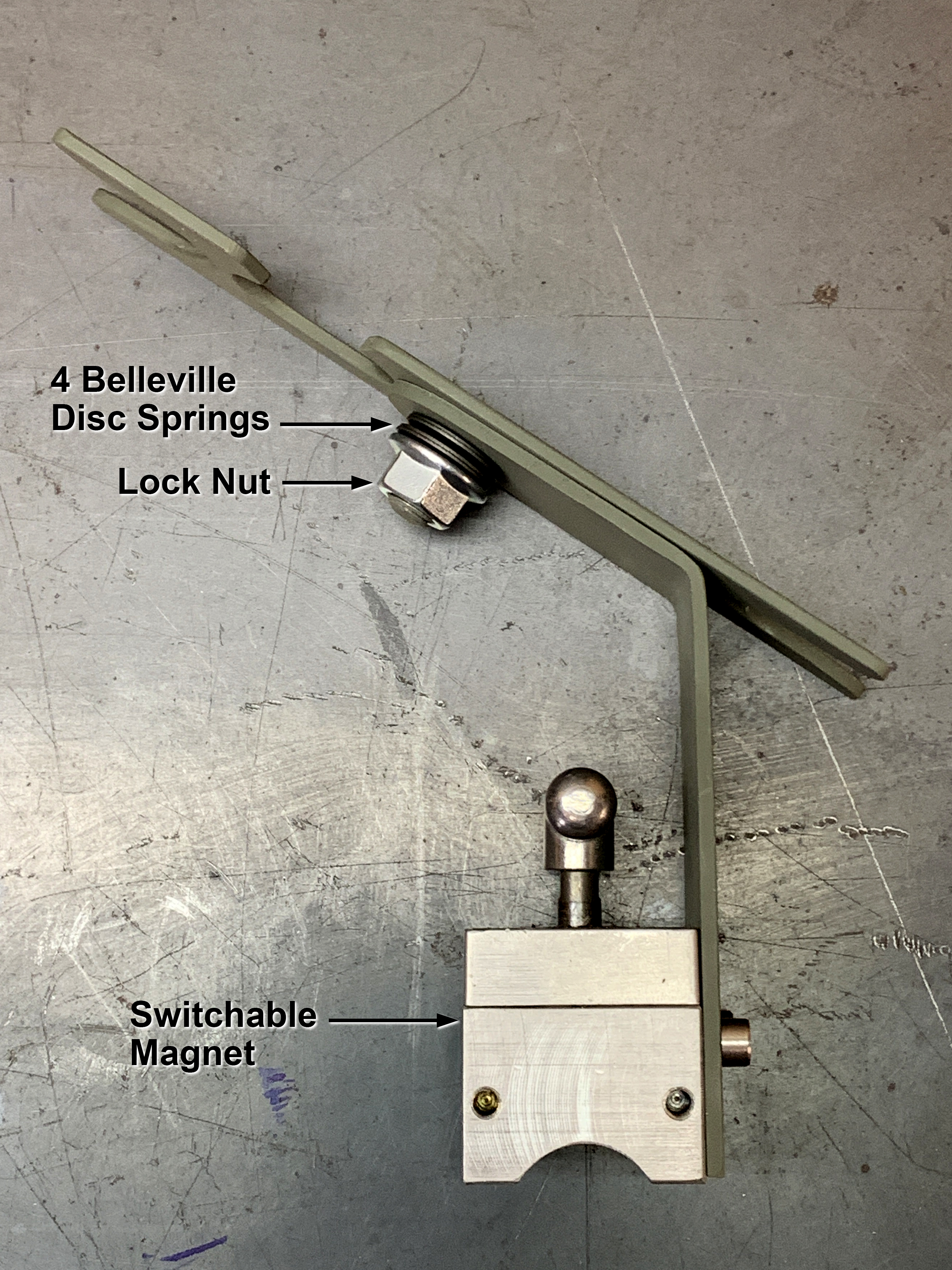
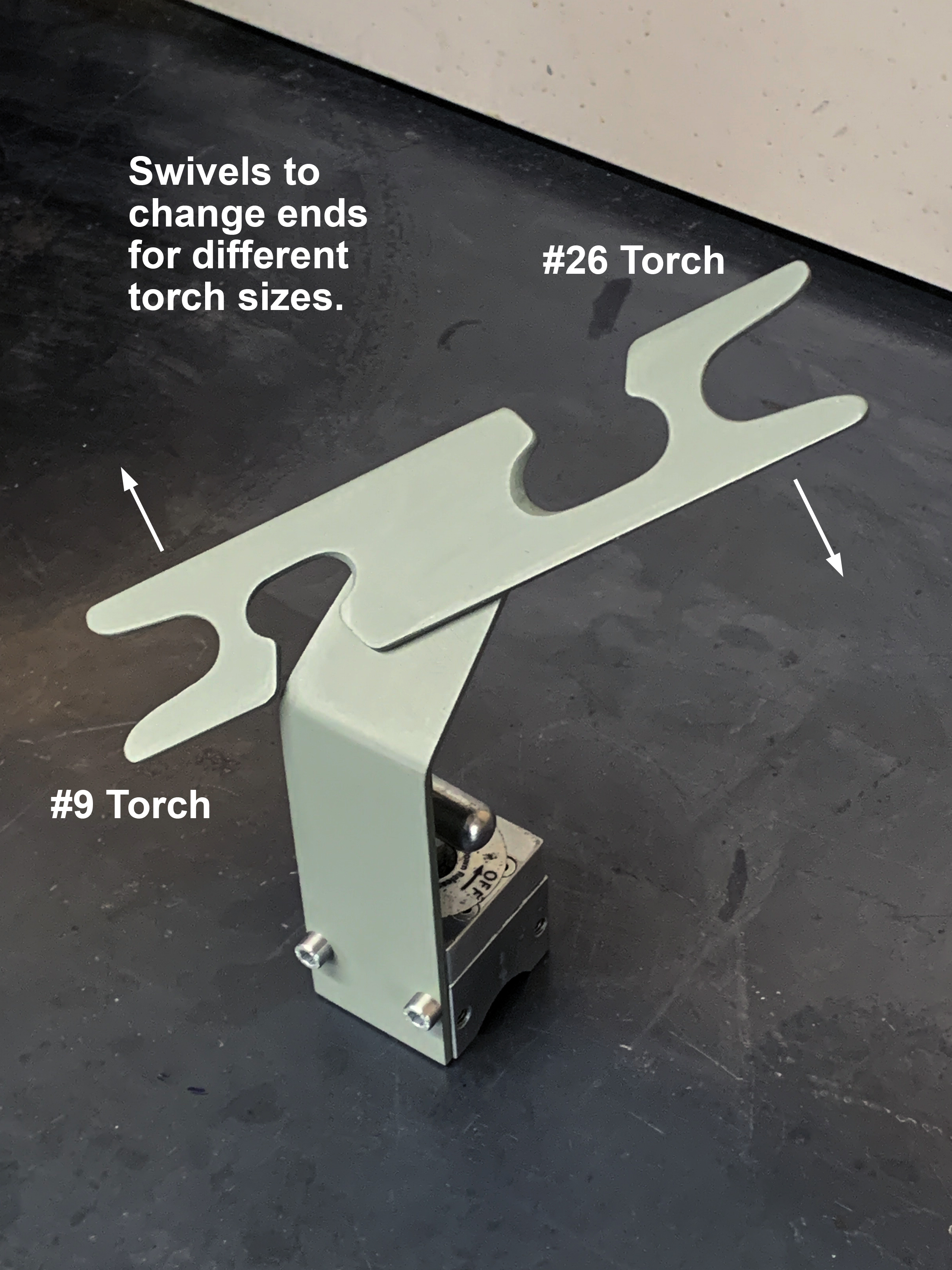
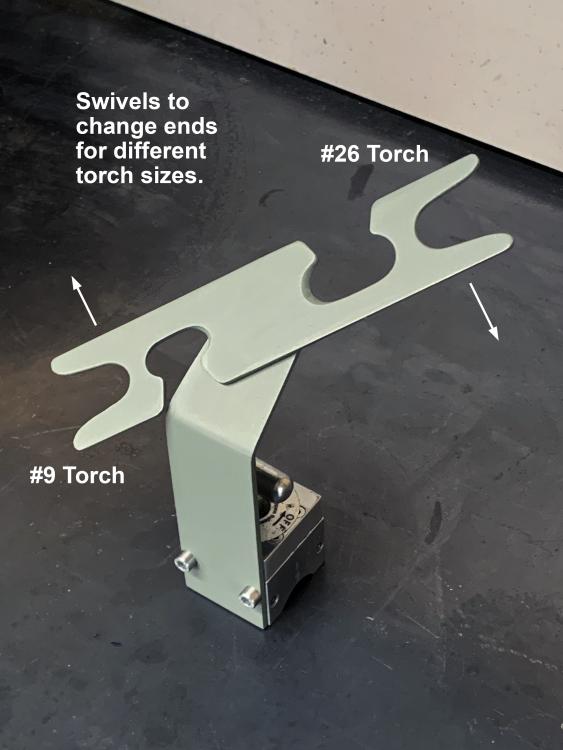
I've been incredibly busy this past year and haven't done much in the way of blacksmithing, but I have done a few welding projects. Here's a little gadget I just finished up to make my TIG welding a bit more convenient. I borrowed a few ideas from torch holders I’ve seen online. My variation on the ones I’ve seen was to make two sets of cutouts, one for a larger TIG torch and one for a smaller TIG torch, which could be rotated to select the size. I don’t think that’s a new idea, as there are almost certainly people who are smarter, faster, and better looking than I am who thought of it first, but here it is. Two opposed pairs of Belleville disc springs provide adjustable clamping force to maintain the selected position with enough resistance to keep it from rotating when in use, but still allow it to be rotated by hand. The multiple Belleville disc springs provide a wider, less-sensitive adjustment range than a single Belleville spring. The switchable magnet makes it easy to reposition, and it can drop any beard of ferrous debris that it might grow. The magnet can also serve double-duty as a setup magnet. As with other magnetic bases, it’s much more strongly attracted to a thick steel bench top than a thin one. If the steel top is too thin, the magnet might not hold adequately. My usual disclaimer: I do not guarantee the safety, efficacy, or applicability of the devices, designs, or ideas I have described here. Any use of these devices, designs, or ideas is entirely at your own risk.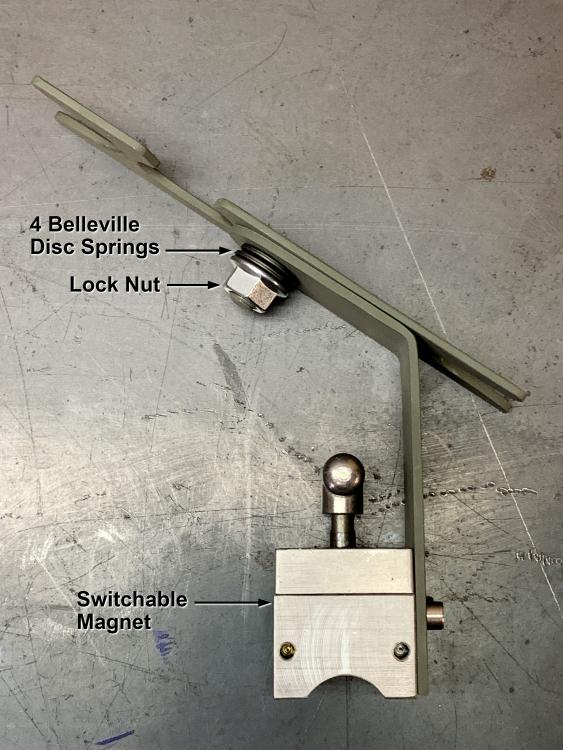


-
Actually, I would keep them just because I like the way they look. To me, it's an appealing shape...maybe for part of a future sculpture, or maybe just to look at once in a while. Also, you could use them for letters. If you cut off part of one of the legs, you could make a "J" and turn one on its side for a "C" (in case you know anyone with those initials). A "u" or "n" or "m" or "w" are other possible characters...or maybe a very large "O." Or maybe legs for a trendy coffee table? Al (Steamboat)
-
Welding Cart Fabrication Project
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
Thanks, Arkie. The support/suspension rods were an idea I had to add rigidity to the top shelf without blocking access to the middle shelf. The cable hooks do block access to the middle shelf to some degree, but if I decide that they are causing interference, a hook can be repositioned easily just by drilling a new mounting hole. The hooks could even be mounted on the back of the cart if necessary, although I'm trying to limit the front-to-back length of the cart so that it doesn't stick out too far when backed up against a wall. As mentioned, space is at a premium in my small shop. Al (Steamboat) -
Welding Cart Fabrication Project
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
Slight correction: The filler rod tubes were made from schedule 40 PVC conduit, not schedule 80, although schedule 80 would have worked fine, too. Schedule 40 is certainly thick enough to make a durable tube, and you'd lose some interior volume if you used schedule 80. Al (Steamboat) -
Experimental Jig for Sharpening Tungsten Electrodes
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
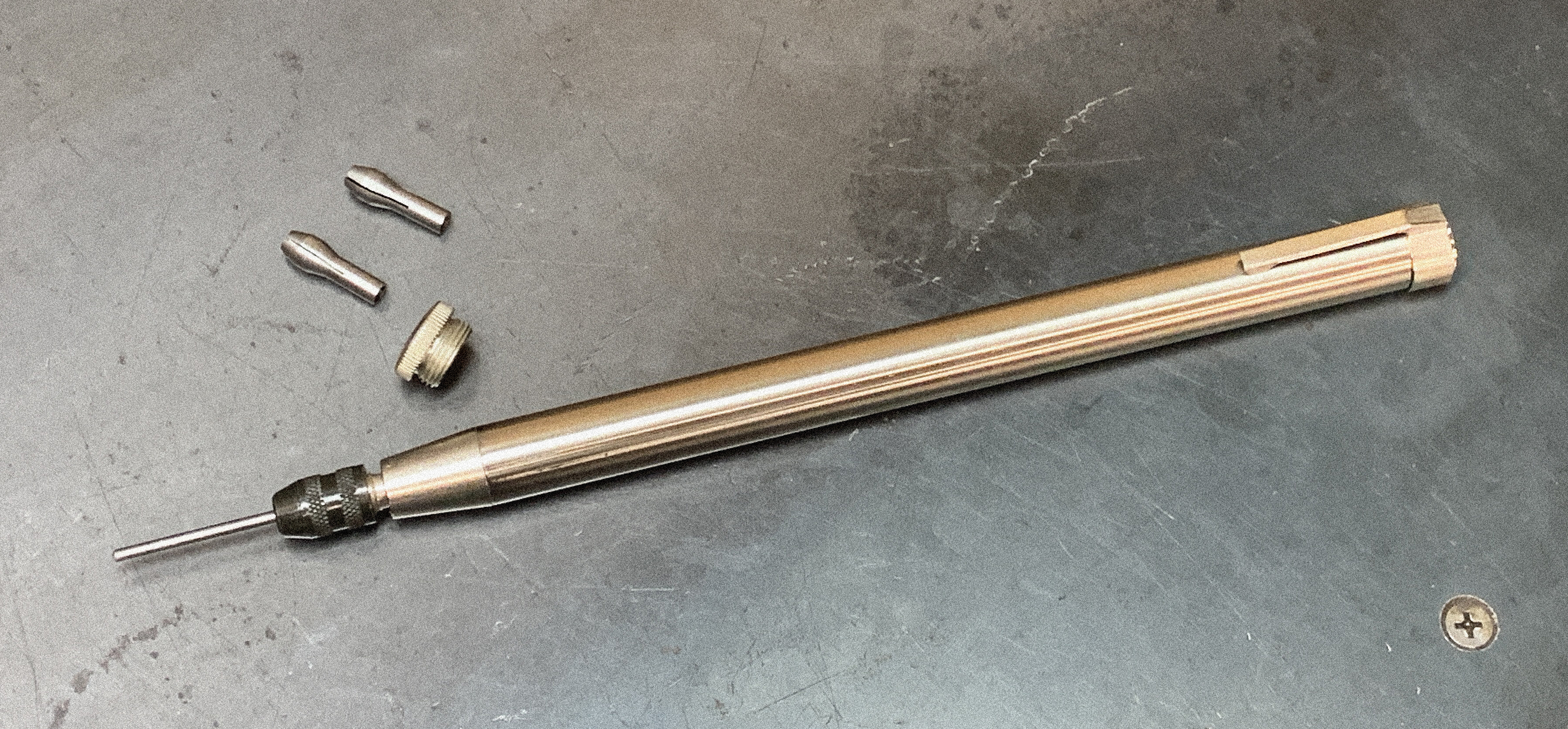
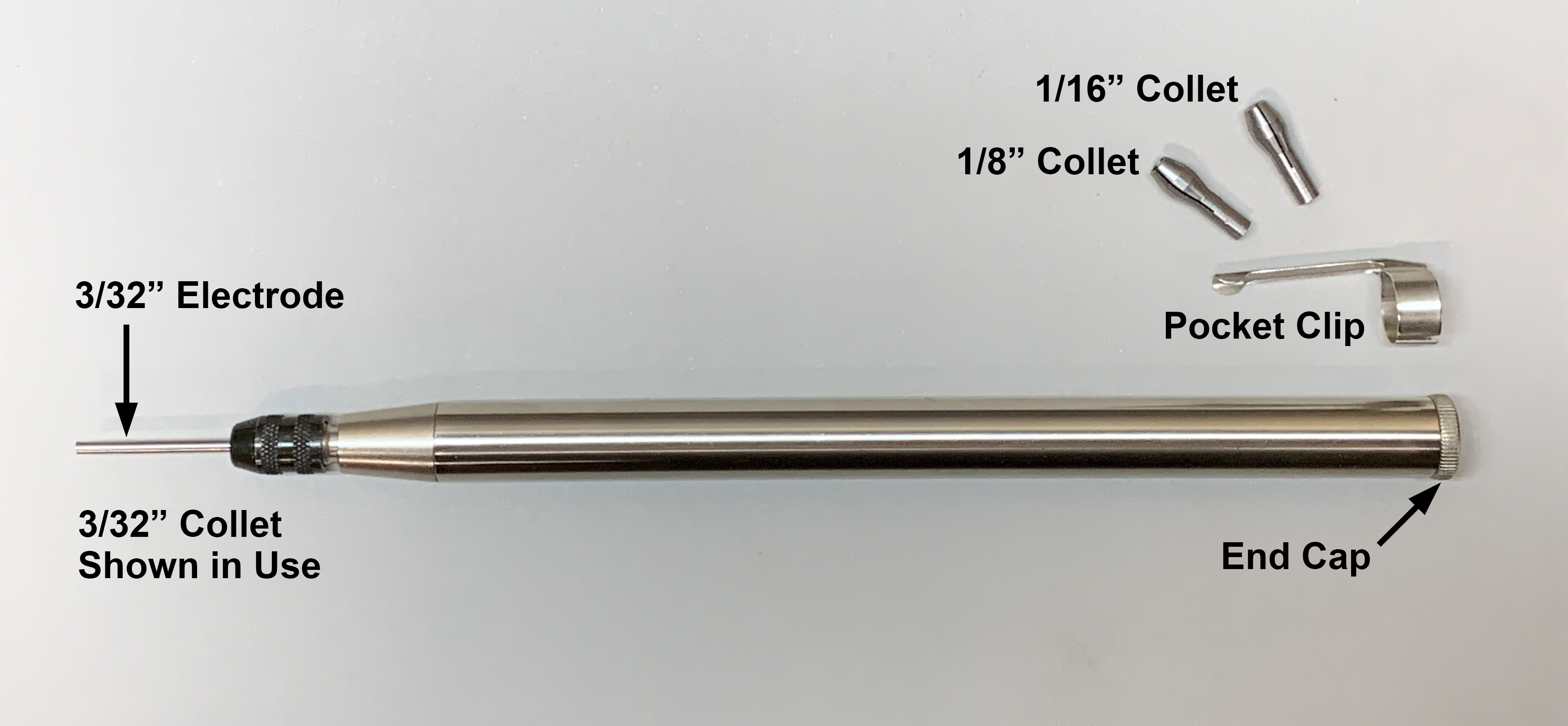
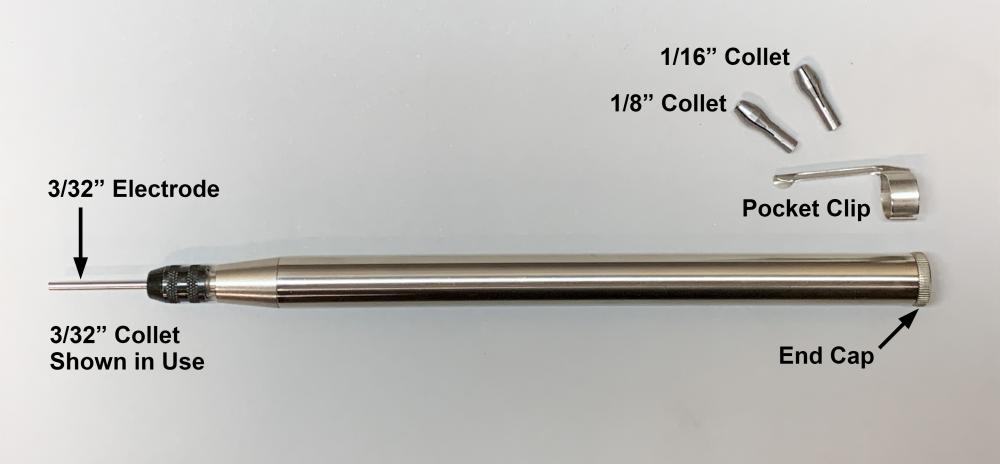
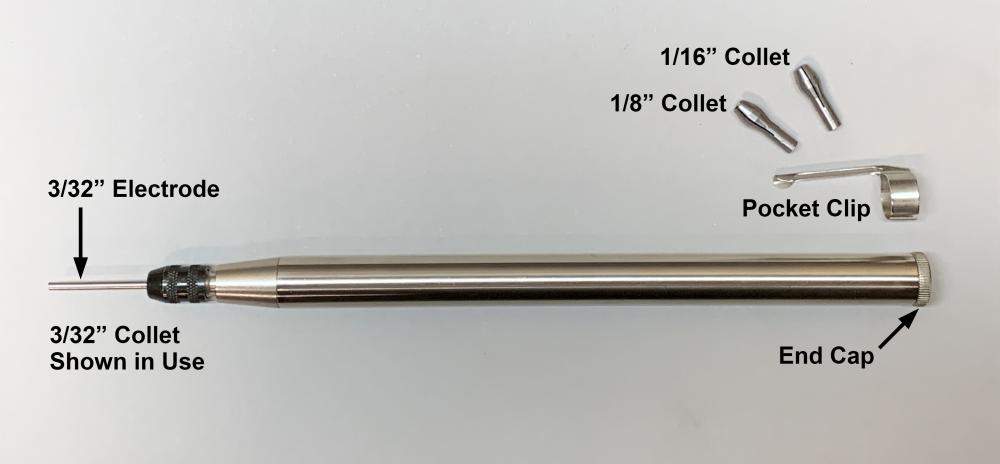
Another update: I recently bought an electrode holder to try using with my experimental prototype electrode sharpener. In the photo below, the holder encloses the electrode almost up to where it enters the guide hole of my sharpener. The holder came with collets for 1/16, 3/32, and 1/8-inch electrodes. The collets can be stored in the holder when the holder is not in use. I can rotate the holder easily with gloved fingers, which I really like, as I feel that it gives me more control over the grinding process. The pocket clip can be removed if desired. Note that I always tighten the collet firmly and screw the end cap onto the holder before grinding an electrode to prevent the electrode from coming loose or getting pushed out through the end of the holder. It seems to me that using this electrode holder with my experimental prototype electrode sharpener could improve safety in case of kickback. Grinding electrodes is never totally safe, however, and I will continue to take my usual precautions while doing further testing. In the photo below, I've set up the holder for grinding a 3/32" electrode, with the end cap in place and the collet tightened. The other collets and pocket clip that came with the holder are also shown. Disclaimer: This post is not intended to be an endorsement of any product depicted or described here. I do not guarantee the safety, efficacy, or applicability of my experimental prototype electrode sharpener device that is depicted or described in my posts in this thread, or the use of any product with that device. Any use of my design or methods is entirely at your own risk. Use appropriate personal protective gear at all times. My posts are not intended as instructions for grinding tungsten electrodes, but only to show the stages in the development process of my experimental prototype electrode sharpener. Suggestions are always welcome, of course. Al (Steamboat)


-
Welding Cart Fabrication Project
Steamboat replied to Steamboat's topic in Welding/Fab General Discussion
Thanks, Daswulf. As mentioned, I think it would have been easier to fabricate the cart with square tubing instead of angle, but I'm pretty pleased with the way it turned out. Cheers, Al (Steamboat)