BeaverNZ
-
Posts
351 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by BeaverNZ
-
This is a project just for fun to hang on the wall forged from some digger track spring. It weighs 5Lb or 2.5Kg, It may not get any more finished than this but it may get a Jara wood handle



-
Used the linisher for the first time knife making
BeaverNZ replied to BeaverNZ's topic in Grinders, Sanders, etc
I just made it up as I went but could do some chicken scratchings (free hand drawings) of the main points of the tracking system and pivots if you want. The tracking system pivots on 12x35 ball race brgs that are cheap as chips and the tracking part is cut from larger boxsection and the adjustment is a bolt pushing against an old valve spring so no freeplay but easy adjustment -
It has been a bit cold I measured -12 cent the other morning but it gets up to about 8 to maybe 12 deg cent in the afty my burner have two .9mm jets and maybe Im impaitent but run the presure about 15 to 20 psi and when i was doing the conrods I had it up to 30 psi That was really cranking out some heat. Our Lpg is mostly butane with some propane I believe and in the winter there is a bit more propane added. Even with both bottles paired after an hour or so the pressure drops to a point where I cant get the req pressure and there is a coating of ice on the outside of the bottles, Butane has a higher boiling point than propane
-
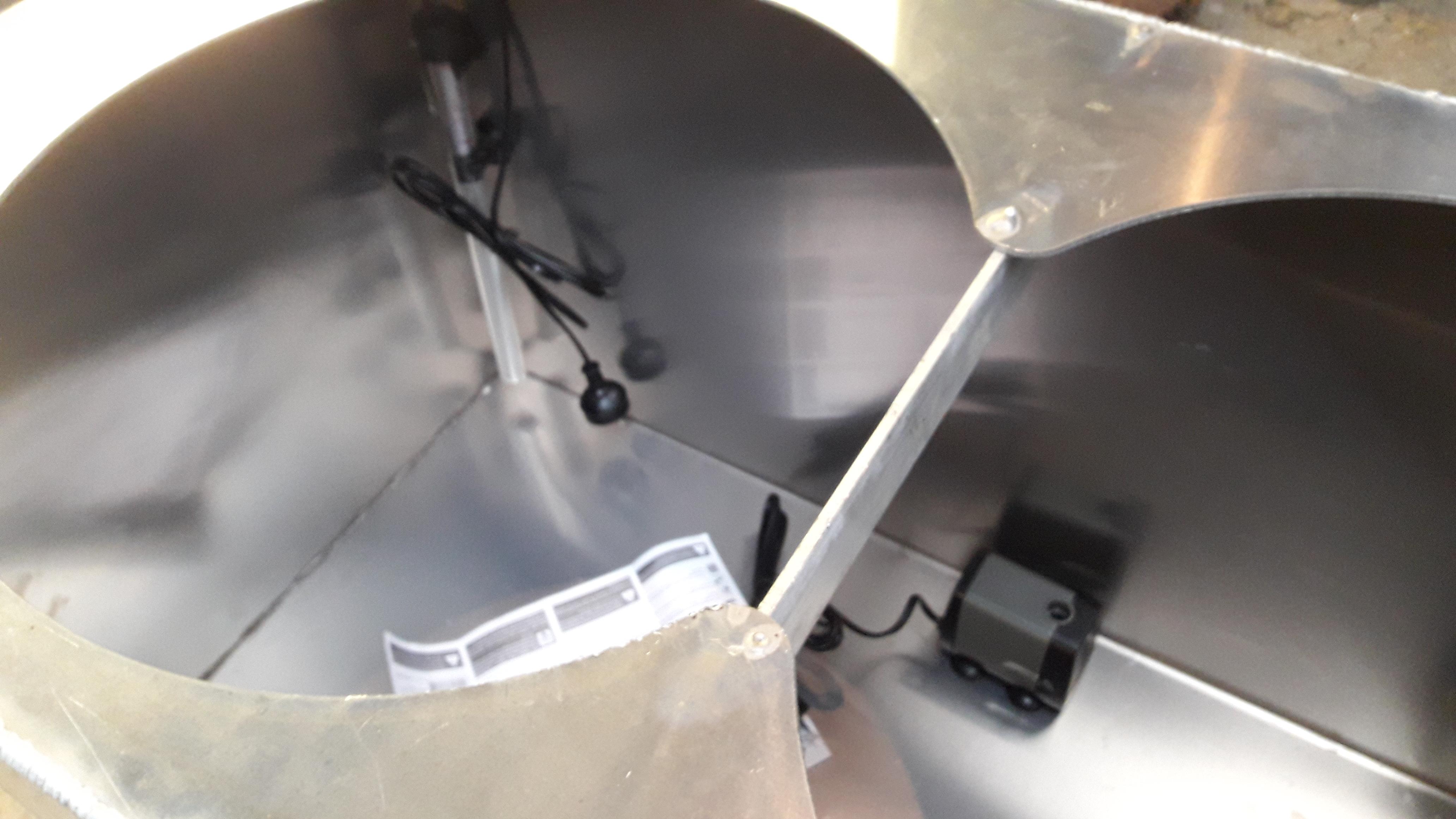
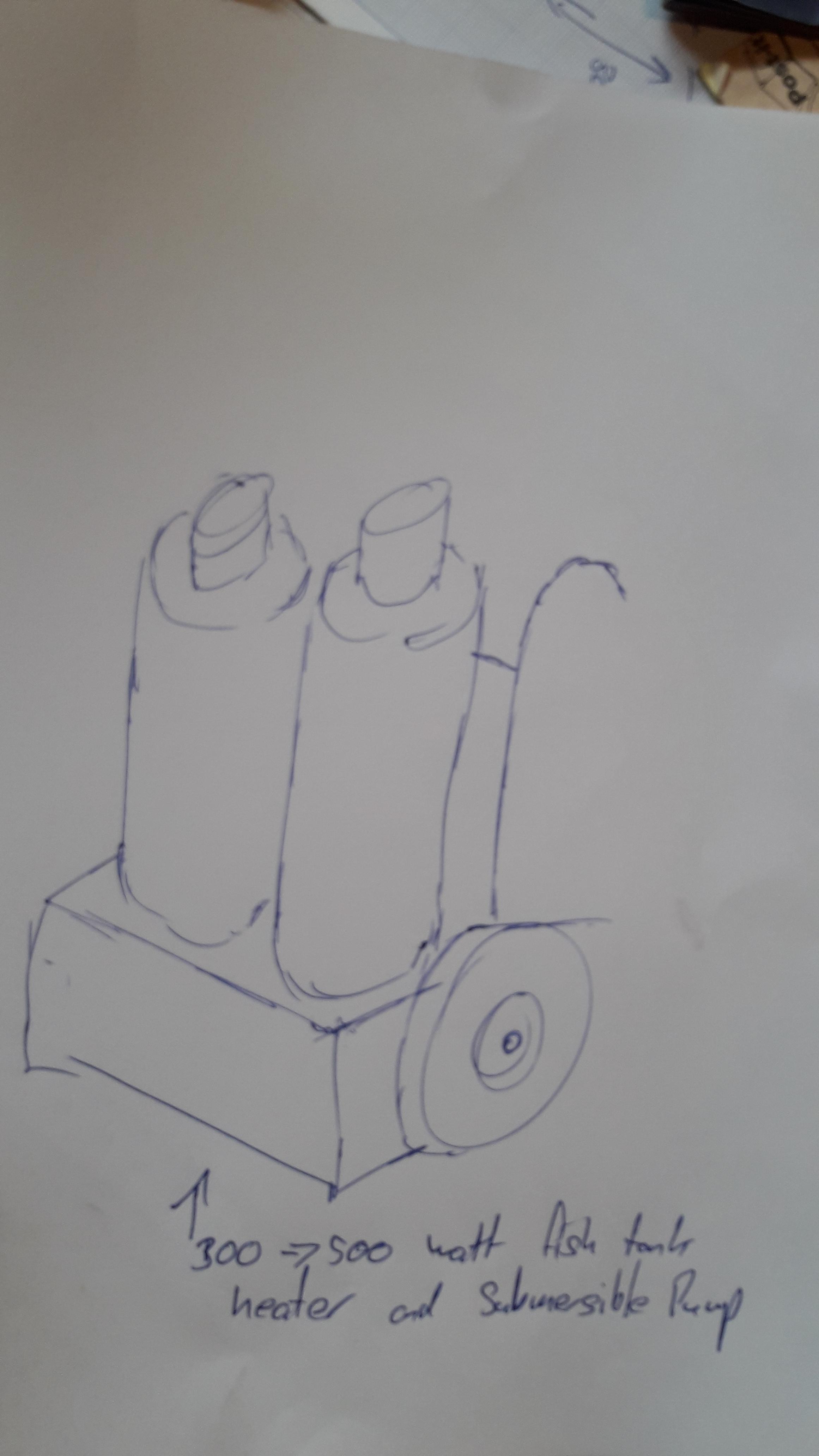
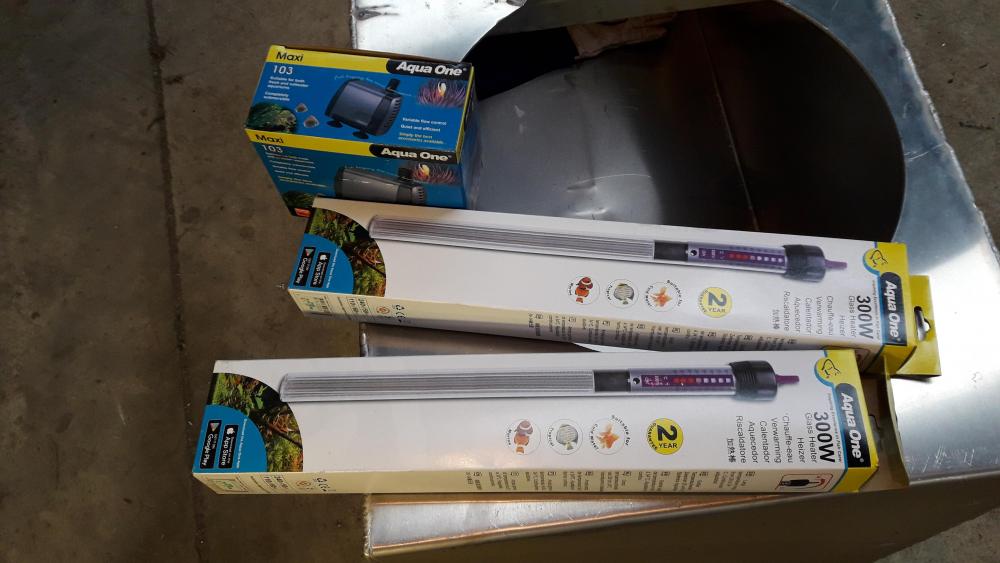
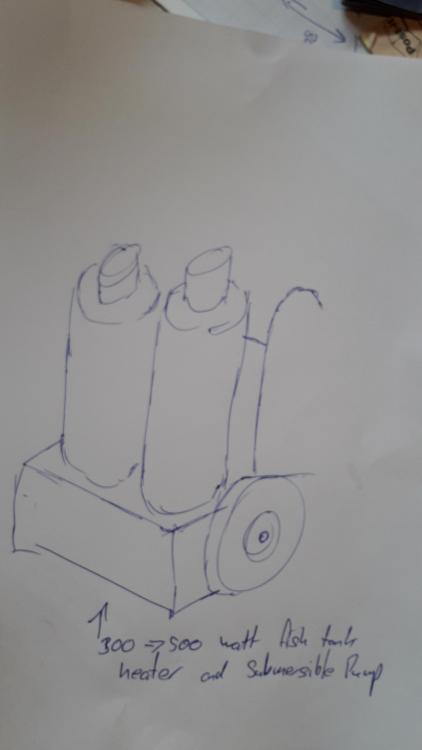
Well I am getting well along with my bottle warmers for my two 45Kg cyl, There are two 300 watt heaters with a circulating pump all for heating fish tanks and submursable. The tank will be filled close to the top with antifreeze added mainly to stop corrosion but also the unlikely event of cold enough frosts (It has happened with other things in the shop) to freeze the water and damaging something. I was going to put it on wheels but i think I will leave it as is and shift it with the forklift when the need arrives



-
Wrapped wrought iron axe.
BeaverNZ replied to Benona blacksmith's topic in Axes, Hatchets, Hawks, Choppers, etc
That wee one by the fire is indeed a good looking axe Very nice -
2x72 budget build completed, tracking issues
BeaverNZ replied to Jarlberg's topic in Grinders, Sanders, etc
Yes I agree if a thumb screw or bolt was put into a corner of the outer tube to force the inner into the corner to give repeatability may help. I use ball race bearings on the arms for free movement with zero freeplay -
2x72 budget build completed, tracking issues
BeaverNZ replied to Jarlberg's topic in Grinders, Sanders, etc
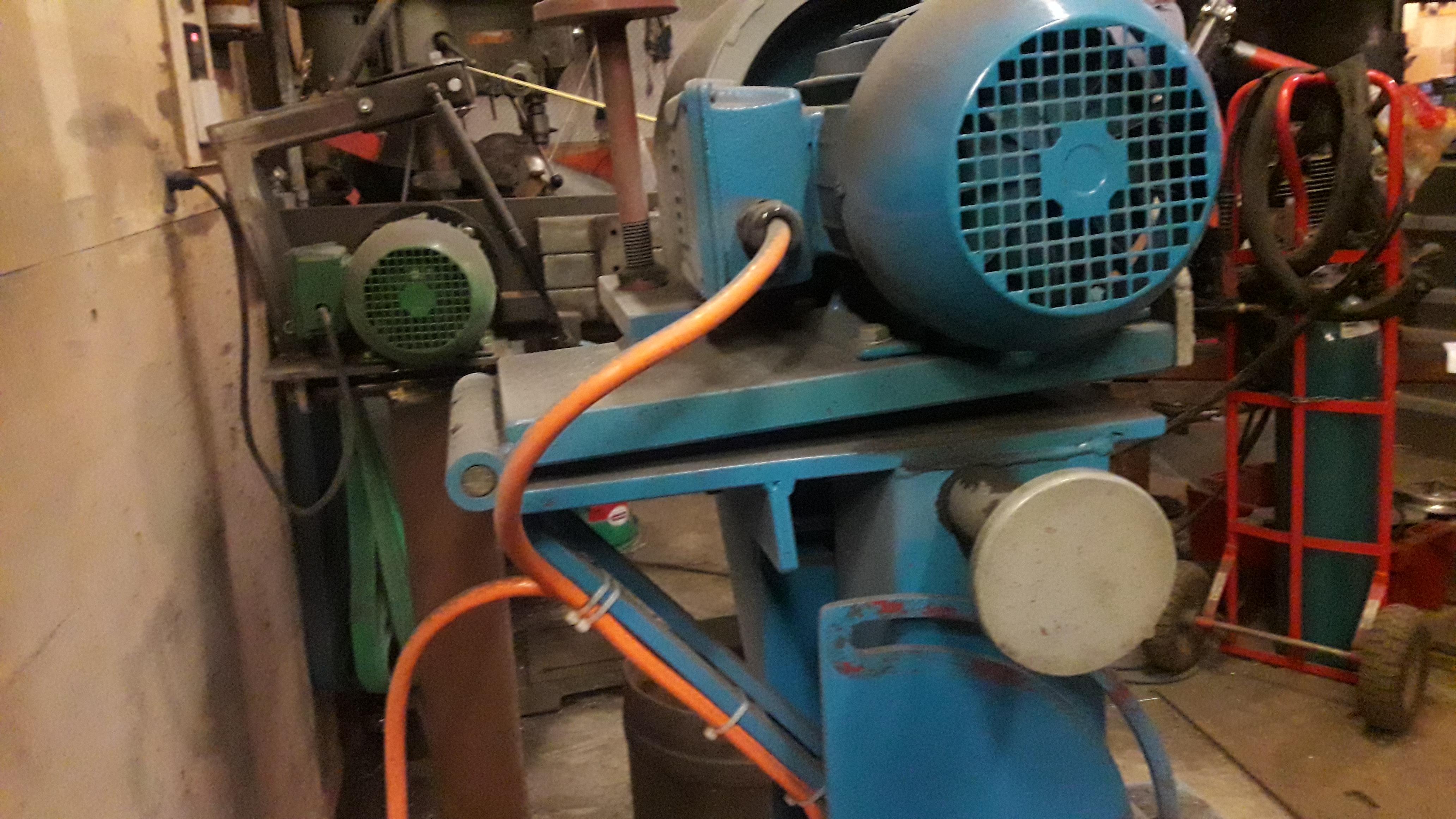
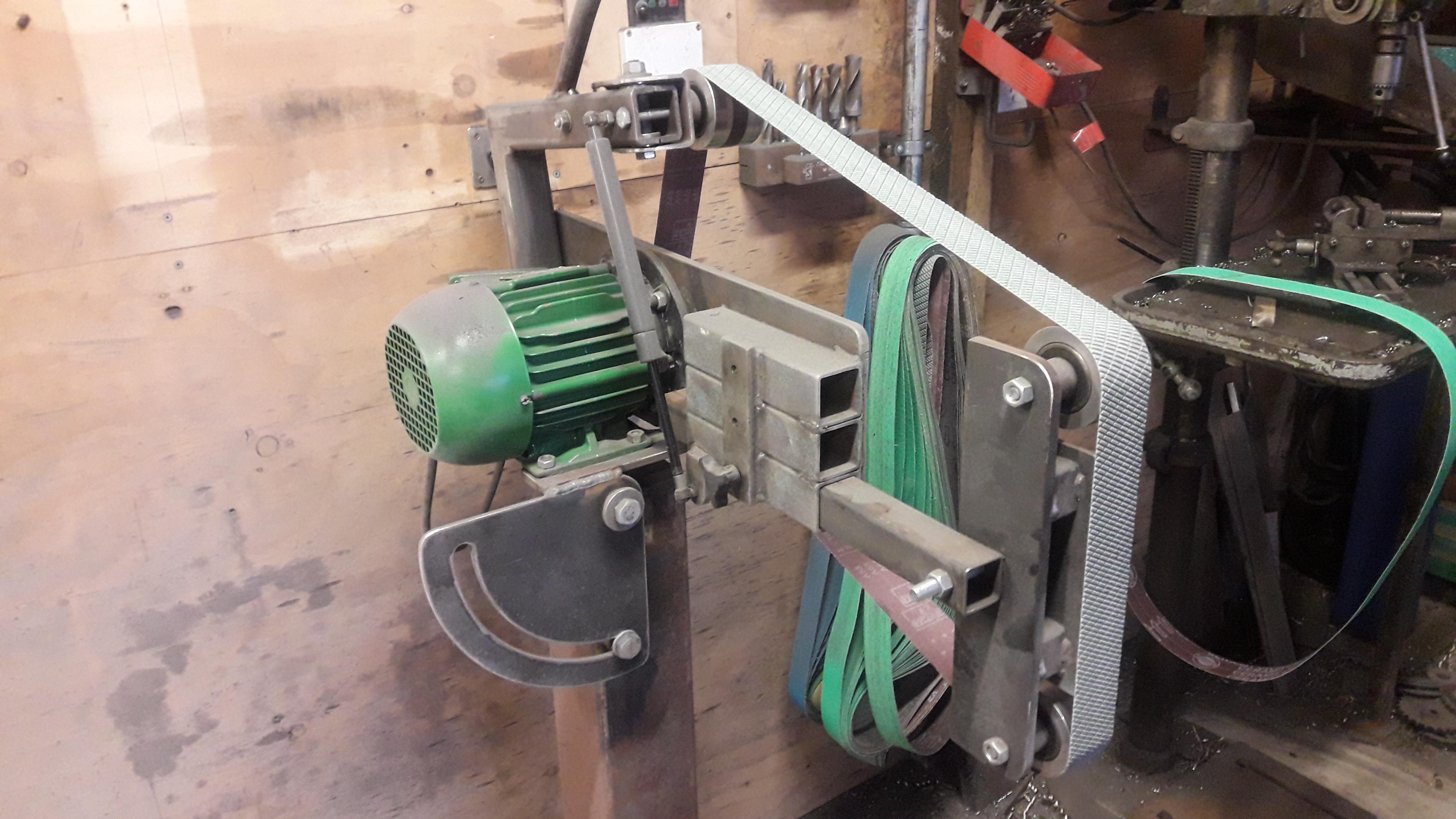
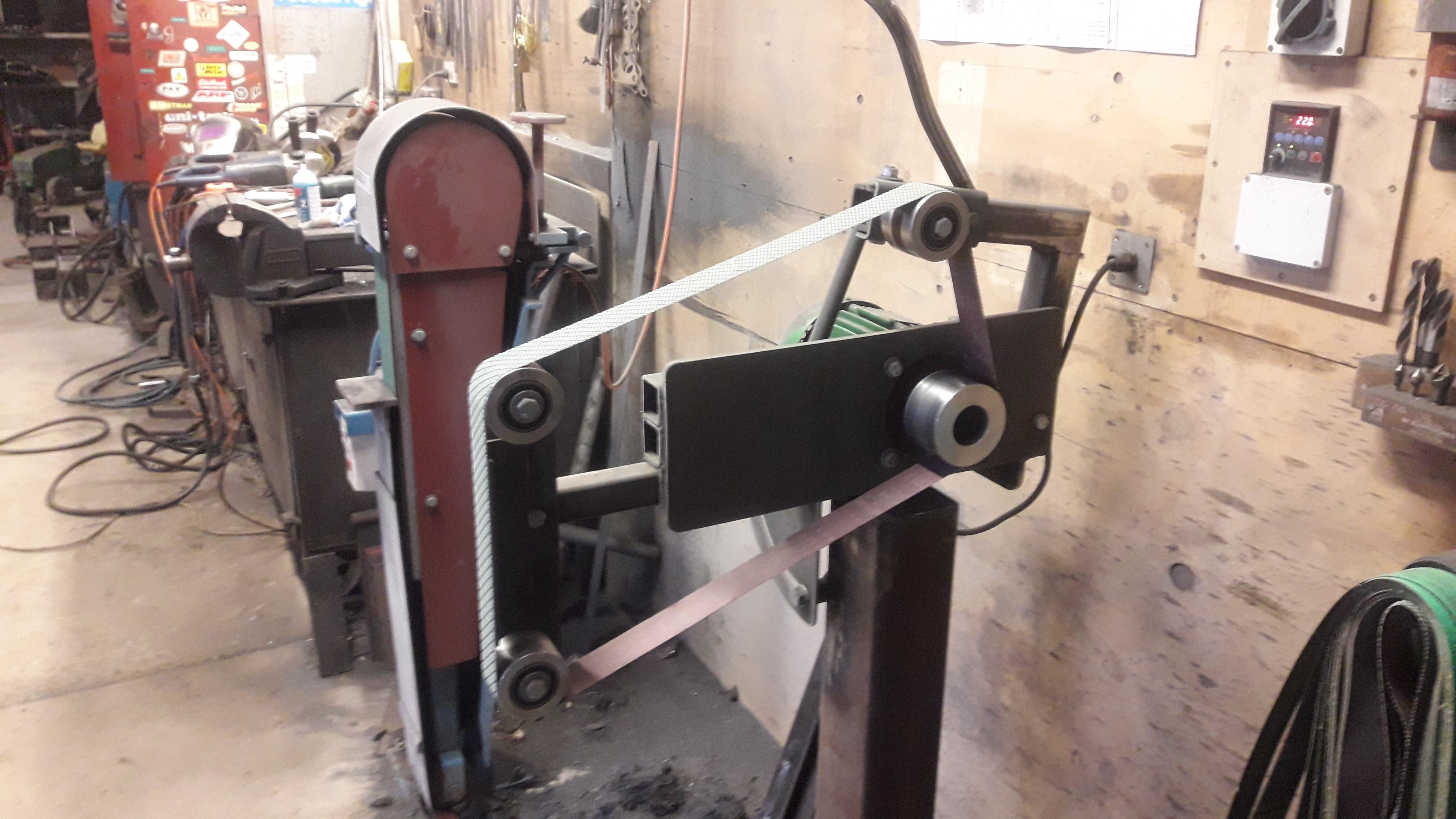
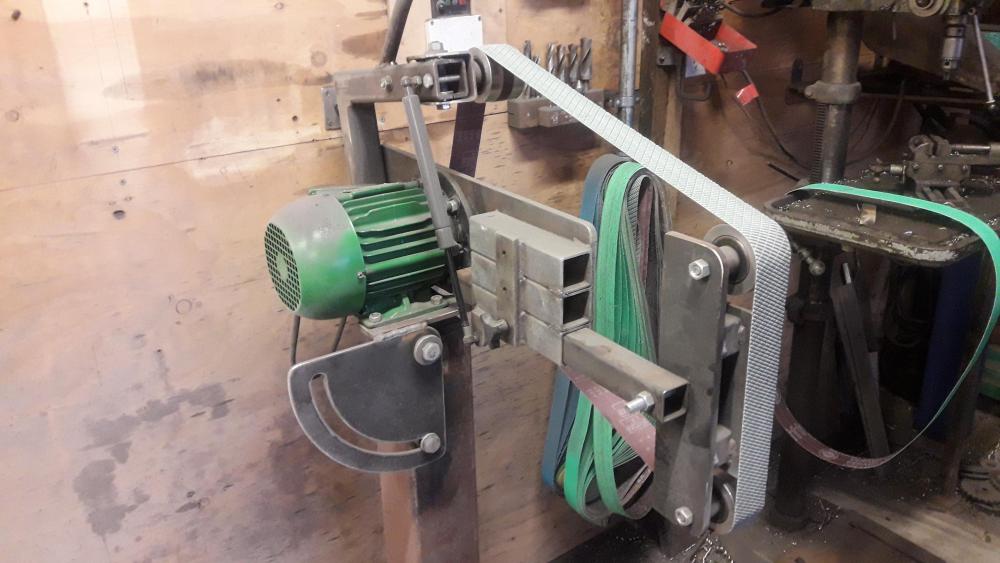
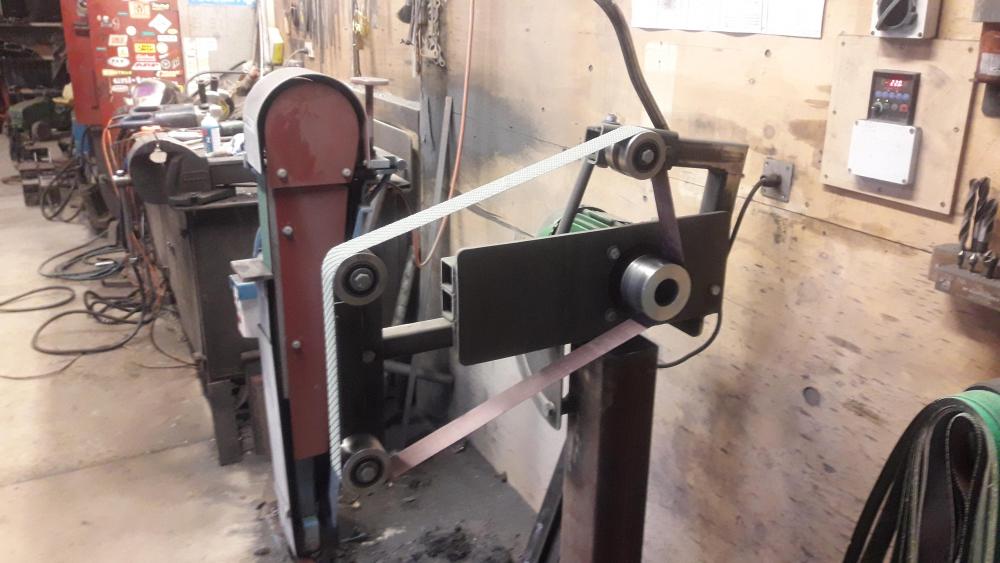
I have been making and selling industrial linishers locally on and off for about 25 years and I make them very ridgid to stop tracking variations when put under load. The motor mounting plate though longer than yours is 25mm thick and the latest mod is the tensioning screw is now in line with the drive pulley to cut down on flex even more. You can lean on these as much as you like and the belt does not track off more than a few mm. The last pic is my new 2x72 and it uses a strong gas strut and the motor is foot and flange mounted and the plate on the flange is 10mm thick. The blue machine is 2.2Kw or 3Hp and the smaller one is 1.5Kw They are both 2 pole 3 ph. I found a pic of the 2x72 and the amount of camber on one roller is just a small amount of insulation tape, I will do something better as I am going to put some rubber lagging on the drive and tracking wheel to complete the machine.I do that as over a long time the rollers wear out of round.



-
2x72 budget build completed, tracking issues
BeaverNZ replied to Jarlberg's topic in Grinders, Sanders, etc
The motor is mounted on what looks like just flat plate thats not that thick, It only takes a small amount of movement to affect the tracking and I though that could be one of the places the actual frame is indeed strong looking -
2x72 budget build completed, tracking issues
BeaverNZ replied to Jarlberg's topic in Grinders, Sanders, etc
I see that two rollers are cambered, you usually only need one of them to be cambered and it dosent take much either only about 1deg. How do you tension the belt? insufficient belt tension may be part of the problem as speed should not be an issue, If everything is setup correctly turning in either direction should not change how it tracks or speed/ type of belt. A ridgid machine frame with no flex is important as flex as tension or load from a heavy cut will make the belt throw off -
Giving the forging itch a scratch making sissors
BeaverNZ replied to BeaverNZ's topic in Chisels, Gouges, Scissors, etc
I have finished the scissors finished today with a coffe etch and a bronze hinge pin. they cut paper like a lightsaber but the geometry is not just quite right yet towards the tip, I think they need to have a slight bit more curve in the cutting edge but overall happy with the result. I masked the cutting edge and an area around the pivot point with some of the wifes nail polish before the etch in the feric chloride as I wanted a deep etch and I left them in for over an hour.

-
Metabo is a good industrial tool and bigger is usually better though the danger of kickbacks increase with depth of cut. I always used to tell aperentices the quickest way of stuffing your small grinder is by not using the big one. The other thing that is a very good habit to get into is to put the grinder down either upright (disc down) or upside down as if its still running down from use and you put it down on its side then it will suck all the grit etc off the bench and through the motor and then it doesnt matter what brand it is they dont last long before all the smoke leaks out and it wont go any more. My power tool of choice is Bosch or Metabo though I believe that Bosch has moved production to china so not sure about them personally. with care a cheapy may give you a good run if not used in an industrail manner
-
Its probably stainless steel if non magnetic it could be in the 300 series of stainless but prop shafts are often Duplex stainless which i cant remember if it is magnetic or not but google will tell you
-
My new 2x72 linisher, now I need to make some more contact wheels etc. I mounted the VSD in the wall as its not a dust proof one. The motor is a two pole 1.5Kw and the VSD goes from 10Hrtz to 80 so thats about 280 to 5000 rpm

-
I made these from a small billet left over from something else and my wife will probably get them if they turn out ok. They have only had a quick and rough polish to see how the pattern turned out and when finished will get a coffe etch for more contrast. they are going to be sewing sissors






-
Two pattern welded chisels
BeaverNZ replied to MilwaukeeJon's topic in Chisels, Gouges, Scissors, etc
Wow those chisels look nice -
first trial towards forging a conrod
BeaverNZ replied to BeaverNZ's topic in Power Hammers, Treadle Hammers, Olivers
Well actually Burt Munro came from and was based from my home town where I live Invercargill and is a great source of insperation to me, I have spent some time looking at his offerings to the Gods of speed at E Hays hardware store where a small part of his stuff and the original engine in a frame is displayed. And D harris yes I am making the whole bike except for the engine and suspenstion -
first trial towards forging a conrod
BeaverNZ replied to BeaverNZ's topic in Power Hammers, Treadle Hammers, Olivers
some more progress and the conrod is all done apart from the final heat treatment/carburising of the bigend bearing surfaces and then hone to the final sizes. Its been magnafluxed several times. this part of the project has taken about two years and i have learned alot of different things and have been doing alot of work on other parts like the cylinder head and I am now getting into the fabrication of the frame



-
While its easy to criticize from a distance this machine has probably been in daily service for years, it never fails to amaze me the ingenuity of people who do not have access to anything better. I find it a great source of motivation and I admire these sort of people doing the best they can and often producing very good work with little
-
first trial towards forging a conrod
BeaverNZ replied to BeaverNZ's topic in Power Hammers, Treadle Hammers, Olivers
Here is a better vid from earlier in the year making slow progress towards what happen a few days ago, the billet I was using wasnt pre shaped much at all and required many heating/hit cycles which would of damaged the steel. The flame flash is from the graphite and grease lube i was using -
first trial towards forging a conrod
BeaverNZ replied to BeaverNZ's topic in Power Hammers, Treadle Hammers, Olivers
I have been busy in the workshop during the lockdown and made some good progress on my long term project. I have finally forged my actual conrod blanks out of the EN39B steel and I am very pleased with the result. I only need one but have forged four in total , Its been a long journey and I still have to do the machining myself and get profesonals to the crack, testing, carburising and heat treatment. i have been working up to this for the last few months experimenting with the preshaping of the blank to get the minumum amount of materail that would give me the desired result and the least amount of heat/hit cycles and because my hammer is really to small I got it down to three heats and lots of hits. I also made a new LPG fired forge to cut down on the formation of scale which will be a big bonus for knife making in the future and a second 2x72 linisher to complement my 100x2745 machine



-
Yes that maybe the case Frosty but I can just add more heaters if the need arises, I was thinking this way to keep the wattage to the mininmum from a saftey point of veiw so not to have a possible bottle venting in the shop and the water was to give more effective heat transfer i was thinking of maybe a water depth of 300mm or so
-
Has anyone tried this as a solution to bottles freezing That is a Aluminum box with the bottles sitting in it and filled with an antifreeze solution to stop corrosion with around 3-500 watt fish tank heaters and a submersible pump to circulate the water. The temp of the heaters cannot be set higher than 20 deg centigrade and even in the unlikely event of thermostat failure the low wattage could not over heat the bottles
-
Hi 671 I am not going to rain on your parade If you are willing to acept failure then My advise is to go for it the learning curve will be steep and the failure rate will be high but if no one was prepared to fail there would be no progress and its better to learn with some thing that once made and breaks nobody is likely to be hurt. Just do as much research as you can, look up uncle youtube etc look at forums there is usually more than one way to do things and some of them are just a more correct way. Enjoy your journey into the metal working abiss Cheers Beaver PS And remember you havent failed or made a mistake until you cant fix it
-
The blade is so small as I am only intending to use it for axe and hammer handles and the handles are just file handles from a local hardware store and are glued on with 24hr araldite This is the first draw knife I have used and I am amazed at how efficent they are at removing materail but also has the ability to remove small amounts as well
-
Good work Plain language avoids missunderstandings