Jspool
-
Posts
219 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Jspool
-
I would like to place a 1” hardie hole in my work table top. The table is made from 2” thick cast iron. Can anyone suggest a way to do this other than drilling and hand filing?
-
Hi Dave, Can you show us your isolated shape you are forming prior to flatening the leaf? In my limited experience this shape plays a big role in what you end up with.
-
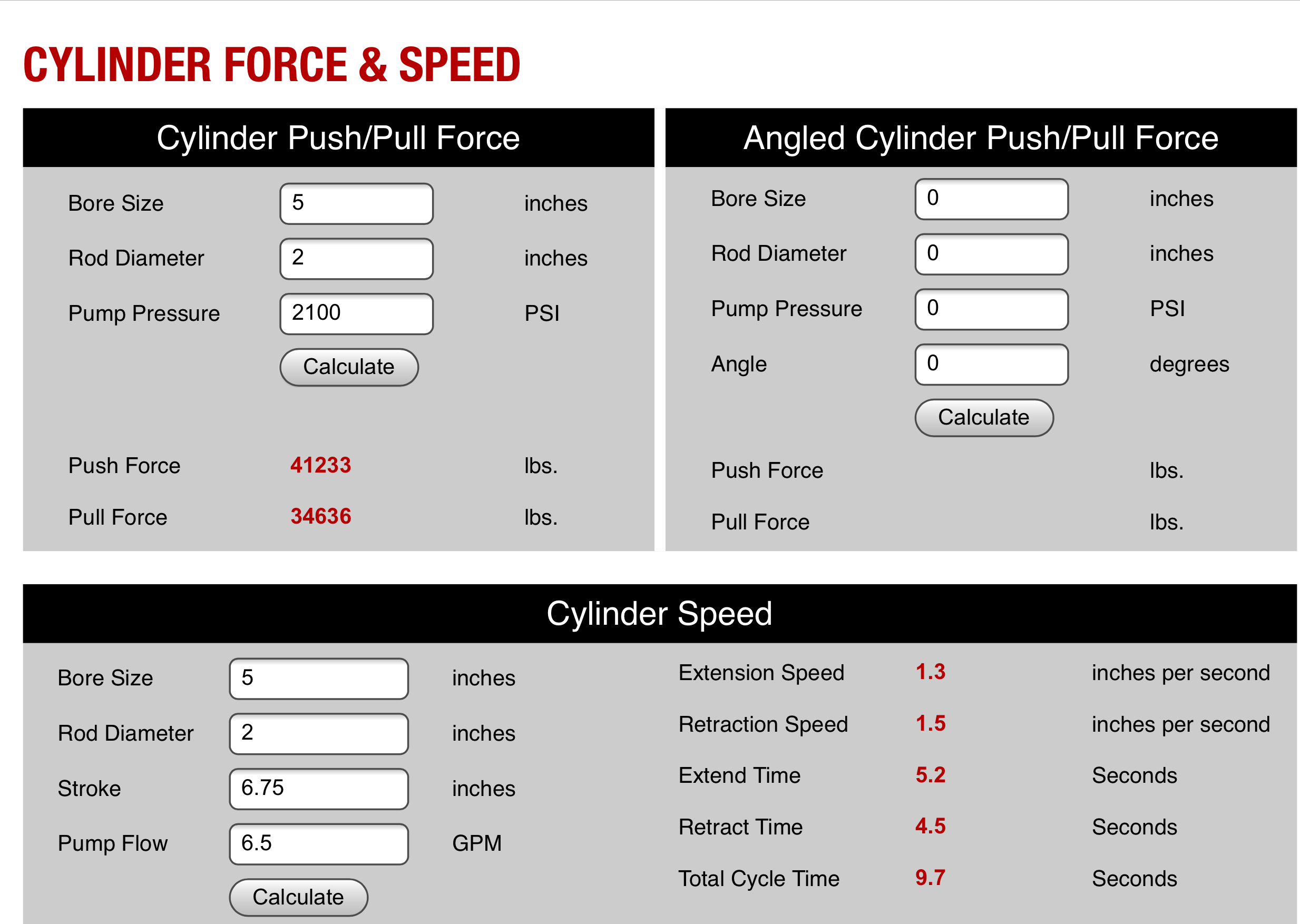
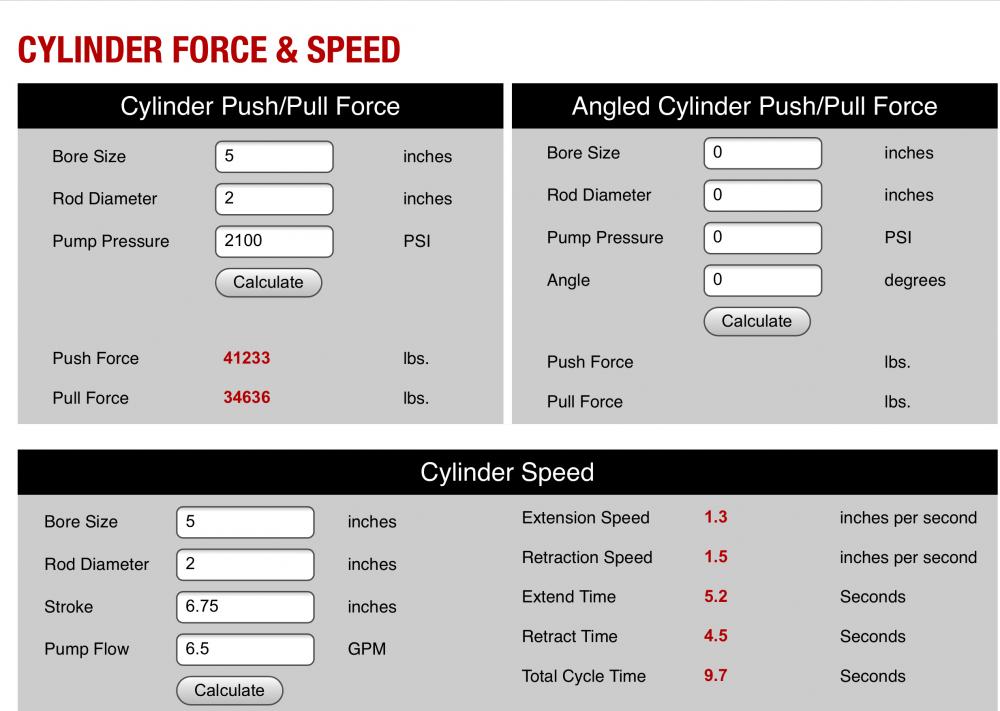
I got the new gear pump installed. Not being able to replace a discontinued Borg Warner was perplexing until I used a displacement calculator over at Surplus. Figuring out how much hydraulic performance I could get out of a 5hp motor was interesting. The general 1gpm per hp at 1500psi doesnt take into account the work load of the usage and is based upon a steady hold at that psi. In reality we only hit that psi momentarily and then the motor gets a “rest”. So with a 4kw (5hp) vfd, hevd kicked out when the relief was set at 1600. 1500 was just fine. I then installed a 5.5 kw (7hp) vfd that could handle a heavier load. I started at 1500psi and slowly upped the relief to 2200 where the vfd kicked out. I backed it doen to 2100 where its worked well. Based upon my cylinder size and speed (6.75” in 5.18 seconds) and other data here is a pic of the calculator showing hydraulic performance from a 3ph 5hp motor and a .85 cubic inch displacement gear pump. Just posting for those that may find it useful to them.
-

Tooling for axes in the power hammer
Jspool replied to BeaverNZ's topic in Power Hammers, Treadle Hammers, Olivers
Very interesting. I would love to see a video of your WIP if thats available. -
Old Borg Warner gear pup was just plumb worn out. Ran smooth but the bronze seal plate was shot. I have a Dynamic Fluids replacement coming next week.
-
All plumbing is correct and sized right. I used to run a trawler. 100% on that. Good of you to ask though, I asked myself the same thing. Thanks for the suggestions. Well, I started last night by dead heading the cylinder hoses to eliminate any internal problemsvwith the cylinder. Same low pressure. Next, I dissassembled the relief valve thats part of the Gresen valve 6o check whether there is a piece of crud stuck under the ball orva broken spring. All looked perfect. So today I brought the valve to be bench checked at a hydraulic shop. Perhaps a blwn internal o-ring or something. Usually you can hear that whistling, but you never know. Valve checked out at 2700psi perfectly. So, that leaves the gear pump. They usually have to disintegrate to stop working, and then they make a racket. Anyway its coming off for a check. If thats not it I’ll have to find an exorcist!
-
I just finished revamping my 24 ton press. Remote located the power pack (5hp 5-7 gpm), positioned the valve so the hoses are protected better, and droped the die shelf 7” so I can split billets for feather damascus. The pump and valve are of unknow age. The 5” x 8” ram is a couple years old. The press had been in service before and worked fine. Ram is still moving around 1”/sec so volume is moving. I have checked and double checked the plumbing, have trned down the relief valve, and replaced the pressure gauge, and still cannot pull more than 400-500 psi when I should be getting 2500+. I live remotely so not a cakewalk to get a hydraulic company to pay a visit without some substantial cost. Any ideas on what I can do to troubleshoot further? Could there be slippage within the valve or pump? How would I determine this? Perplexed
-
My press uses a 5”x8” throw 2” ram cylinder. Its powered by a 5hp 5gpm pump at 2500psi and gives me 1”per second extension. Being a single stage pump it basically maintains its speed after contact.
-
Congratulations on a job seen through and well done!
-
Mounting a 40 pound air hammer
Jspool replied to garyc1955's topic in Power Hammers, Treadle Hammers, Olivers
Gary, I’ve operated my 60lb Kinyon on a 4” slab w/o a buffer in place for 2 years with no problems at all. Now I don’ know how yours is consructed, but my hammer has a 1.5” thick plate as its base. I ran mine on a single stage 5hp comp. Now I run a 150lb Iron Kiss on a two stage 5hp compressor so you will be fine at 5hp (15-18 cfm) compressor. -
Mounting a 40 pound air hammer
Jspool replied to garyc1955's topic in Power Hammers, Treadle Hammers, Olivers
Gary, I’ve operated my 60lb Kinyon on a 4” slab w/o a buffer in place for 2 years with no problems at all. Now I don’ know how yours is consructed, but my hammer has a 1.5” thick plate as its base. -
5hp compressor should handle a 50-60 lb kinyon just fine
-
Got it. So if I’m operating with a 3.25” bore cylinder now at 135psi, with a 4” cylinder I only need 90 psi to accomplish the same power. (If my math is correct) An air compressor should need to cycle less at 90psi so that would be my benefit to upgrade the cylinder to 4” (plus the ability to turn it up if I wanted to). Thanks
-
So, if psi is the most predominant aspect of pneumatics, and cfm just determines how long it take for your compressor to refill, what is the significance of cylinder size (diameter) on an air hammer? Just lower pressure requirements to achieve the same power?
-
Recommended pressure is 125 to 150, but manual says you can turn it down for certain control situations. Neil, This is my second hammer, and I still have my digits. As a big boy, I even have a tablesaw and a buffer! Just kidding. Thanks for the reminder. My 50 pounder doesn’t use much air, so cfm never came into question until I got this one.
-
My Iron Kiss 150 lb hammer is installed and running. I was surprised that it is running well on my 5hp 60 gal, 17cfm compressor. Naturally, with only 60 gallons of air the compressor cycles relatively early but until pressure runs down the hammer functions quite well. In hydraulics, psi controls power while gpm effects speed. Does that correlate to psi and cfm? I have a 250 gallon tank I can hook up to my compressor, or I can do that and pick up an additional 5hp compressor to double my cfm. What would be the effect of doubling my cfm on the performance of the hammer? Will it hammer more hits per minute, or will double cfm just fill the air tanks more quickly?
-
Thats crazy Salem! I gotta hand it to you. You have no concept of what you can’t do!. No gusset going in at the elbow of that upright? Can’t wait to see this hammer do its thing!
-
I always thought that H13 made great hot work tools because it air hardened. While other steels would lose their hardness if you overheated them in the work, H13 would just re-harden by itself each time.
-
I have a top down H frame. I’ve never used a bottom up setup but can’t imagine I would like it when I would need to guide both my material and a top tool. In that scenario I would prefer my work to remain stationary. C frames afford better access to the dies than a narrow H frame. A wide H frame does work well. How ever, they must constructed well to eliminate flex. Uncle Al’s setup looks sweet, but 50in is pretty high. Is there another cylinder that would allow you to utilize that configuration with a lower die height? Have you any time on different types of presses? Might be a good idea before you strike an arc.
-
Manipulating a big hammer, installation
Jspool replied to Jspool's topic in Power Hammers, Treadle Hammers, Olivers
I fired up the hammer today even though it is still on pipes in order to see how it effects the shop. Suprisingly the hammer performed as advertised. It does not require an isolated foundation. Nothing in the shop jumped around. I imagine once I have it sitting on 1” plywood it will be even better. That being said, while it does not require a foundation, I do not doubt that it will perform even better with one. -
viking axe class
Jspool replied to teenylittlemetalguy's topic in Axes, Hatchets, Hawks, Choppers, etc
Looks blessedly great! -
Xxxx. I would buy that if not just for the handle!
-
Ball Peen Hammer Hawk
Jspool replied to rifleshooter2's topic in Axes, Hatchets, Hawks, Choppers, etc
Thats a great hawk! Incredible job for a first try. My first one went to the scrap gods. -
Forging a "Type D" Inspired Axe.
Jspool replied to Matthew Paul's topic in Axes, Hatchets, Hawks, Choppers, etc
Beautiful axe. Kinda like a jumbo hawk. I love it! -
Decided to try an ax with some file work
Jspool replied to Zachary's topic in Axes, Hatchets, Hawks, Choppers, etc
Well done! This is one of the items on my must do list. I love the form you incorporated into this piece. Did I say “well done!”?