GottMitUns
-
Posts
320 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by GottMitUns
-
Prayer said.
-

Finding a Name for your Shop or forge
GottMitUns replied to scottyp74's topic in The Business Side of Blacksmithing
FORBIDDEN!!!!! Make it easy to spell of you will regret it. Russell Doerr Gott Mit Uns Downhole Tool Corp. -
I don't know about in Oklahoma but in South Texas the starling will decide on a place to roost, in mass, at night and nothing short of a 12 gauge will change their minds. There is a Red Lobster restaurant in Victoria that has premantly stained side walks and parking spaces for the years of them roosting there. Sky rats!! Russell
-
that is nice!!
-
2 big hand fulls of lump charcoal along with one 1" cube of waxy charcoal starter in the middle of the forge with constant air flow, with regular coal around the outside of that. when the charcoal starts to pop and spark cover it with coal and increase the air flow. Your mileage may vary. Russell
-
Its always nice to make friends with the guy who has the most toys
-
YEP!!! just over 2/3 of what I paid for the lathe 6 years ago, for 5 small gears and a gear chart! They had the quote ready to go because someone bought the last set they had on the shelf, at that price, a couple of months ago! They must have had a paying job to cut metric threads! Now that I know what new cost I will be investing a lot more time in a work around and searching for used! Its good information to have. Russell
-
Swage block...or whatever...?
GottMitUns replied to Kozzy's topic in Blacksmithing, General Discussion
You could make a lot of stuff out of them, the first thing that came to mind was a striking anvil like Rashelle said. the second thing that came to mind was a "dedicated work block" anvil for making one item or doing one process over and over again. there is a youtube somewhere of a power hammer with a dedicated bottom die for making tongs that was just spitting them out. Russell -
WOW!!
-
Dang it Frosty I keep transposing "Removing a finger ring" to "Removing a ring finger" and it makes me cringe every time!!! Russell
-
The good news is the Tech support guy at Clausing is top notch, and I now have a PDF copy of the 1979 manual for my lathe! The bad news is it looks like the extra gears I have are for a different clausing lathe in my shop. Now I have them quoting their optional metric gear set, hoping they still have some in stock. Fingers still crossed!! Russell Yesteryear I have been lurking the practical machinist sight trying to learn enough to ask a semi intelligent question,,and understand the answer!! Russell
-
I found a stack of gears but no manual so I will be going back online to see If I can find a reprint. The chart I printed off the net is different enough that I want more backup before I try it. I think I have everything except the knowledge to know where to stick what gear. Russell
-
I ran a Kalamazoo 2X48 for years! One thing you might want to look at on it, is the drive wheel domed or flat? Mine was domed and if you left a belt on it, it would start to put a bow in the grinding surface of the belt if you left the belt on long enough the bow would get bad enough to start grinding away at the platen. Very nice work! Russell
-
1.5 mm= 16.9333 TPI = .0590 per rev 16 TPI = .0625 per rev 18 TPI =.0555 per rev by the time I get .600 of thread engagement I would be off by about 1/2 a thread (.030 +/_ ) either way I go. I did find the chart and formula for using change gears that should get me to a error of .00008MM if I have the correct gears at home. the hunt continues. Thanks Russell
-
Of course I haven't Hollis, that would be to simple if it works! I am going to go pull some prints right now and look at it. Thanks
-
Ianinsa, threading is only scary the first few hundred times you do it,, you'll have it down in no time!! My old machinist who retired on me could carry on a conversation, joking and cutting up while cutting a 8 TPI tapered pipe threads. I get highly PO'ed at the ticking of my watch while I'm doing a simple 16 TPI straight thread at half the RPMs! I wish I could get away with it but I think not on this project. this is a rifle re-barreling project on a Howa/Weatherby vanguard action. Thanks Guys
-
You have been busy! How many hours do you think you have in the 18 knives in the second picture?
-
forbidden bug bit! Will do if he shows up.
-
Thanks HW. I did a little more research last night and found a small blurd on it on a English machinist site with a picture of a almost identical lathe, only it had a second gear chart above the one on my lathe. I received extra gears when I bought the lathe but no manual, I think one of the gears is a 127 tooth that is mixed in somewhere to get metric pitches, but I'm not sure where. Fun fun fun. Russell PS I see you are in central Texas, The Goliad Forge is meeting at my shop in Victoria Tx this Saturday from 8:00 am if your interested and the drive is not to far.
-
100 Days Until Christmas 2015, or less
GottMitUns replied to Glenn's topic in Blacksmithing, General Discussion
Ugggg!! -
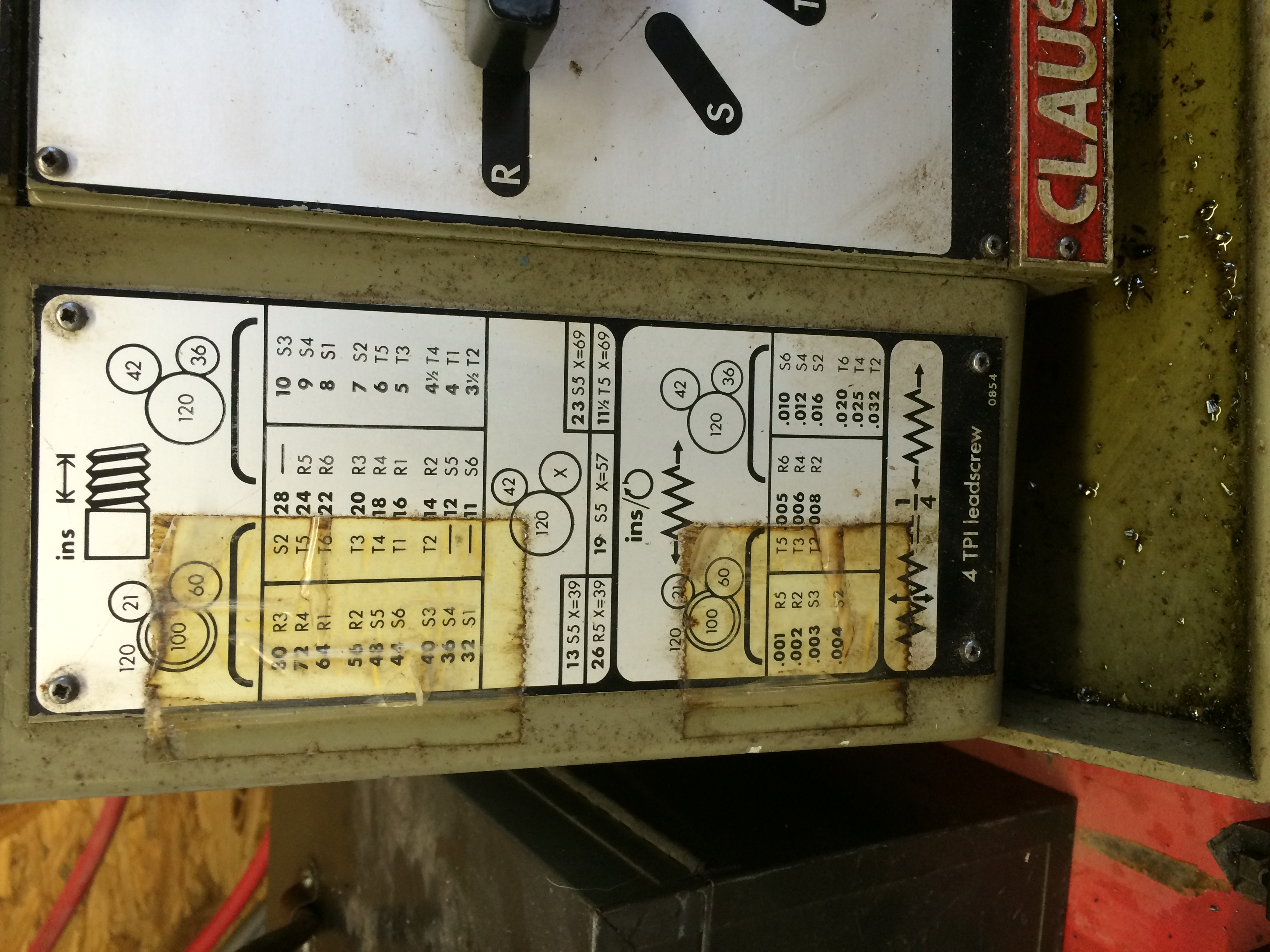
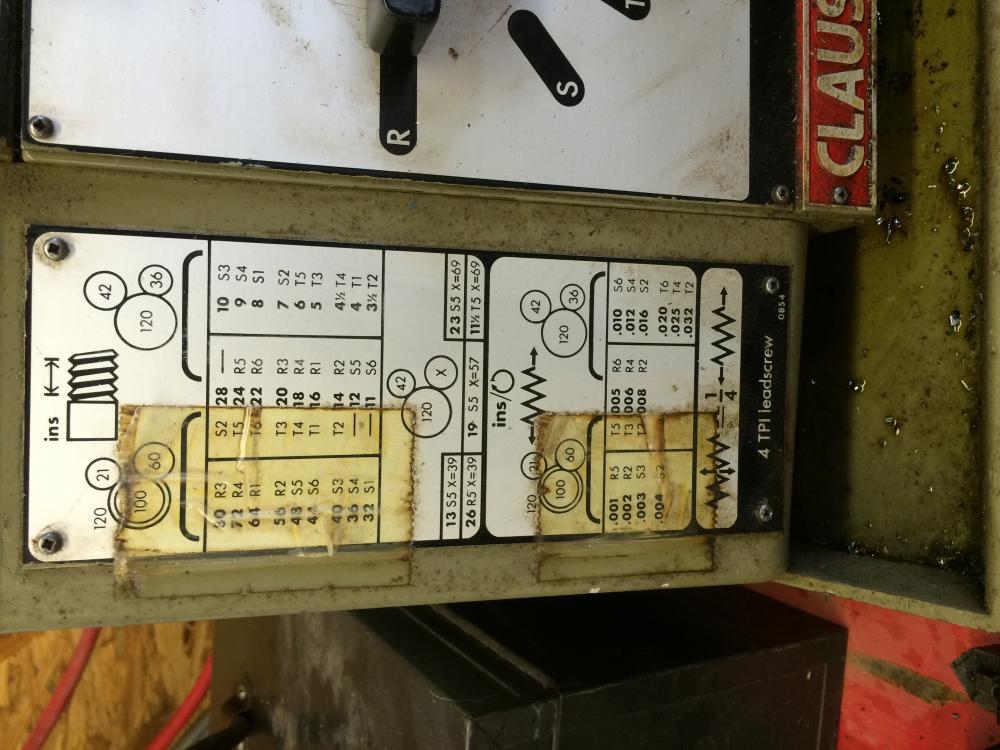
Can anyone tell if it is possible to cut metric threads with this lathe by the pictures below? my Shop lathe lists metric threads on its "gear selection" but this one does not. I know that because it has a "American" leadscrew that if I do find the right gear I will have to leave the half nut engaged and stop the machine at the end of the threads, pull out, and then reverse the machine back to my starting point. Thank you, Russell Doerr

-
Brick Pile - Frosty T - Gas forge - Tuning help.
GottMitUns replied to ThorsHammer82's topic in Gas Forges
Thank you very much Alan! Russell -
I used Columbia Marking Tools. I think that is Stampmans company. It is what they do for a living and it came back perfect russell
-
Forklift fork anvil mistake
GottMitUns replied to JohnH's topic in Blacksmithing, General Discussion
the fork I got cost me a 12 pack and they had to have 3 guys dig it out of a roll off scrap bin. they are out there, you just have to make the right connections. -
I ended up with a Rockwell tester last week but I haven't set it up yet,,no kiln though Russell