

Wroughton
-
Posts
307 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Wroughton
-

Jeep leafsprings and a pair of coils
Wroughton replied to missourikid's topic in Blacksmithing, General Discussion
Expand your horizons MOkid. They don't end at your state line. They most certainly don't end at the county line. If it's all too much to find someone to meet in the flesh then you always have your town library and youtube. Good luck -
Well, I bend before the welding instructor. BUT! I use nickel stick rod for TIG welding cast iron all the time. Without further instruction I would assume I could get away with this technique using the larger hard facing rod. Knock the flux off first . I know it's blasphemy, but I just repair my anvils with 70s mig wire. It's standard BUILD UP for scrap metal shears so it should work out ok for an anvil. Works well, always softer than my hammers. By the look of it, one of my PW's was repaired with a stick welder and coat hanger as filler rod. After I took over care and feeding of said anvil I ground the newer porosity filled fix job off and made multiple passes with my MIG. This anvil is the main shop beast and hasn't had a problem holding up. Stick welding with 7018 would work as well. If you use the Superwear, you want a soft build up and just a top layer of hard facing. Otherwise, expect cracking even with a full heat cycle. I would "sweat" the anvil to drive out the ambient moisture and weld with the MIG 70s wire or stick weld with 7018. Done. Maybe even hump up the weld proud of the anvil face, and then pound with a hammer before grinding to finish height. These are small spots to fix relative to other anvil fixes and the filler metal will actually be contained by good original material. One other thing on your fix, no matter what welding technique you choose, those torch cuts inevitably drive slag down into the cut. You must get all of that porosity and junk out of those slots before you try to weld or you may be upset with the results. Daswulf, these techniques will NOT work on granite.
-
Jeep leafsprings and a pair of coils
Wroughton replied to missourikid's topic in Blacksmithing, General Discussion
Ok, find the contact info for the secretaries of each organization. Contact them and they should be able to point you to someone close.....er. If they're good at their job they'll try to recruit you. Someone may pipe up here sooner or later. AND, not all smiths get into smithing groups. Smith's have a strong "loner" streak. Go figure. If you haven't read Thomas Powers Applied Anvil Acquisition Technique DO! Apply this technique for finding local blacksmiths. You know they need metal, coal or propane and in varying degrees, welding supplies. Metal suppliers, feed stores and welding suppliers would be another place to ask questions to help you find.....your people. -
Jeep leafsprings and a pair of coils
Wroughton replied to missourikid's topic in Blacksmithing, General Discussion
Hi MOkid, Search away. I would be shocked if you can't rustle up a smith or three in short order. Search ABANA groups. You're never going to get rich off of spring scrap but it's worth keeping in moderate amounts. Have a metal detector? Go find a wrought iron scrap pile from an old blacksmith's shop. -
Braided cable Steel Damascus
Wroughton replied to Matty Smash's topic in Blacksmithing, General Discussion
Go man go! It's fun in the beginning when you do stuff you weren't supposed to be able to do......because you didn't know the rules yet. Does Uncle Sam have a forge? -
Has the chef seen any samples? Ask him what he expects for finish and normal cleaning on his side. If he works with cast iron at all he might be ok with mild steel plates. Normal care for cast iron cookware is a good mechanical scrubbing, drying, warming to evaporate any left over moisture and then oil. This may be a little tedious for serving ware. As for annealing, Heat it up and smack it. Don't try doing anything while its not hot and you won't have to worry about annealing. Any heavy polishing or clean up is probably going to obscure some of the texturing/hammer marks. Personally, I like the look of stainless scale in moderation. I've never made serving dishes but I've made stainless bowls and other housewares that I've left the fire scale on. The scale is dark and makes a strong contrast to the polished surfaces, edges and hammer marks. Perhaps look at elctro polishing. Not worth getting into yourself but there may be a shop in town that can assist. Are there any shops that do solely stainless or specialize in stainless steel fabrication? Basically it's electroplating in reverse and the resulting "cleaning" leaves a shiny surface. It's a bit uneven for real polishing but might work for you if you decide to use stainless steel . Not sure if this helped. I'd make some samples and see where his wants fall. How many? And, after all that babbling another thing popped into my head. With a hydraulic press and polished dies, some used carpet and a stout leather pillow, you can push your serving plates into shape, cold, and pre polished. Poofo presto.....plates!
-
Start small. Go to your local habitat for humanity or used construction material warehouse (read CHEAP MATERIAL) and find some large nails/small spikes. They will be low carbon and easily forged even at a black heat (no incandescent color). Start with tapers, then square the material from round to square in cross section. Then practice twists and bends. After you have a proper forge you can step up to larger pieces. A quick check found a Habitat For Humanity ReStore in Lafayette. located at 3123 1/2 Johnston Street. Look for metal with a black, unpainted or finished surface. You don't want to breath the fumes from paints or zinc and other coatings.
-
Ok. I personally have donated twice. Once during the "shutdown" and once before that. The shutdown amount was $50. I don't remember what the donation was before that. When you've hollered (i need money), I've tried to help if I've been around to notice. I haven't posted as much as some over the years but I've been here since 2008 in differing degrees. I contribute where I think I can help in my own way. I've never been warned of an imminent ban but I've had a few words ......altered. Monetarily it's probably not enough by half, but hopefully some of my more witty comments will help offset the bill. < Insert chuckle/grimace here > This site is a great resource and a place to find like minded folk. If at least, kinda like minded. Which, was the only reason I gave enough of a carp (See? I changed it for you) to ask the question in the first place. I don't care so much when I go to Pirate4x4 or CNCzone and find a dead thread or forum....or whole train of thought. Carry on?
-
It's a simple question. I'm sure some have gone to places they can't come back from but daily traffic is down substantially. Instead of hundreds of people on the site at a time there's 20 or so. Anyone want to toss their thoughts out?

-
Perspective. I'm arguing this same line of thought with a friend via text at the moment. I'm charging $4300 for a project, then adding install/travel and he's charging $2700 to $3000 for the completed project. 100 miles round trip for both. He's faster and a better smith than I am. He looks at his time and want's to measure his SKILL level against everyone elses normal shop time and those two things are not comparable. I don't believe there's another smith anywhere near us that is doing as much of his own work. We both have the same type of jobs at the moment, which started the conversation. I told him if he keeps it up he's going to be building my projects too and I'll pocket some loot and go do another project. I will say his overhead is much less, he's a little more specialized and takes on smaller projects as a whole. That being said I believe you/all of us, owe it to ourselves to find out the competitions pricing. And this goes to perceived value. If a client has paid 20k for something in the past and you say you will do it for 8k they might get a little leary also. If someone wants me to build something they can get off the shelf I find out what that item costs and work from there. Sometimes it's a lot more. Sometimes it's a lot less. I also get requests for bids all the time from fab shops trying to figure out how to price this that and the other. Jobs I'll never see. I used to just blow the quote out of the water because i knew what they were up to but now I usually give a competent price and add 10%. If they want to play with that number up or down that's on them but at least they are getting a good idea of where they should land and they won't be undercutting me or someone else.
-
In some countries, enforcement is non existent. You honk the horn like a psychopath when you go around a one lane, dog leg corner and hope that's an echo of your own horn you hear. Driving lane lines are suggestions, sidewalks are optional. Mama Mia!
-
I've heard a number thrown around that 80% of Fortune 500 Companies use personality tests like MBTI to type their employees. While I don't think MBTI is perfect, it's the best tool I've found for interacting with my fellow humans and understanding myself. I can't help typing people. I feel a little judgmental but it helps me understand their inner motivations. Sometimes, not all the "data" is in before I get screwed. Rockstar, your battlefield is a cesspool. And, when you roll around in the poo, it gets on you, and that tends to piss a person off. Especially principled peoples like yourself. I'm not calling you jaded, but from when we had our first discussions about bid selections years ago, you've processed a lot more "data". Thank you for all your counsel, and your "awareness". People aren't against you, they're for themselves. Sounds like Hanlon's razor to me. They don't always/EVER see how their "for themselves" actions may have caused you or yours adversely. Most of these types don't like being taken to task for being dimwits. It makes them THINK, and that HURTS. Just that your here talking about this puts your into a small subcategory on the personality scale.
-
What if it didn't have a name? Would you be able to work over it? What do you call yours when the horn attacks your hip? I don't whisper sweet nothings in its hardy hole. Villainous Anne? I'd be banned down the road if I shared even the some of the more kind names I've come up for my anvils.
-
What I learned losing three bids in one day
Wroughton replied to rockstar.esq's topic in The Business Side of Blacksmithing
Rockstar, you and I have had conversations about this in the past. Bid shopping is a time honored tradition out here in the wild west. After 2008 i believe it became the norm. I frequently see plans, designs and concept drawings that are obviously another shops property. Sometimes the duilder and farcitecht (correct spellings) don't even have the self respect to cover up the originators info. If the drawings originators are regionally local I let them know. There are quite a few firms in our area I won't work with. The people that "have the job" might find out that the week they're about to start that they've been replaced by another group. I call BS as much as possible now when I see the funny stuff. Seeing the shifty eyes right from the start lets me know it's time to reprioritize this potential job. If there's carp in the air, be fierce and ask hard questions. As always, thanks for sharing. -
I start at what it would take a competent smith to replicate ($150-$300, depending on construction), add on historical significance ($150), Lbs of wrought iron (WI sells from $2.50 to $6.00 Per lb). Now can you get someone to pay $400 to $500 for it? Makes buying a 100lb post vise for $100 a little easier.
-
Blacksmithing can be therapeutic
Wroughton replied to B_HOSS's topic in Blacksmithing, General Discussion
Which is a sub chapter of the giant tome called "tool envy". I'm not sure if tool envy is therapeutic but getting new tools sure is! -
Welcome Emower, I forge ornamental and architectural iron, weld snow plows (smh), repair /fabricate factory and manufacturing equipment. Most blacksmithing communities seem to have at least one doctor, dentist, 8+ years of college smith. Some even know how to forge . Does your local office have an in-house fabrication shop or do you farm it out? I'm trying to sniff out your local scrap pile.
-
ooooooo, sandwiches! Sandwiches will get you places. I don't know why you didn't pull out the big guns in the beginning.
-
A dangerous game there, poking fun at a blacksmith in their own shop. You could end up with your tongue clamped in a post vise. I have a pair of pick up tongs that extend my reach about 3 feet. I probably can't pull a fly out of the air with them but I could sure get a tongue. Whilst you think that's the worst thats going to happen Thomas is warming up the brand....... Tread lightly
-
Admittedly, I can go weeks without stepping up to the anvil. I loose strength AND coordination (I don't always hit the mark) rather quickly. A general workout is good to provide stamina but I would focus on actually swinging a forging hammer and sledge. Get the mechanics into play and you'll be able to last longer even if you're not ready to run a marathon. Yes, do the other workouts too but you'll get your work at your class done faster, with more precision, if you actually work out the muscles you'll need the most. Don't forget to send pictures
-
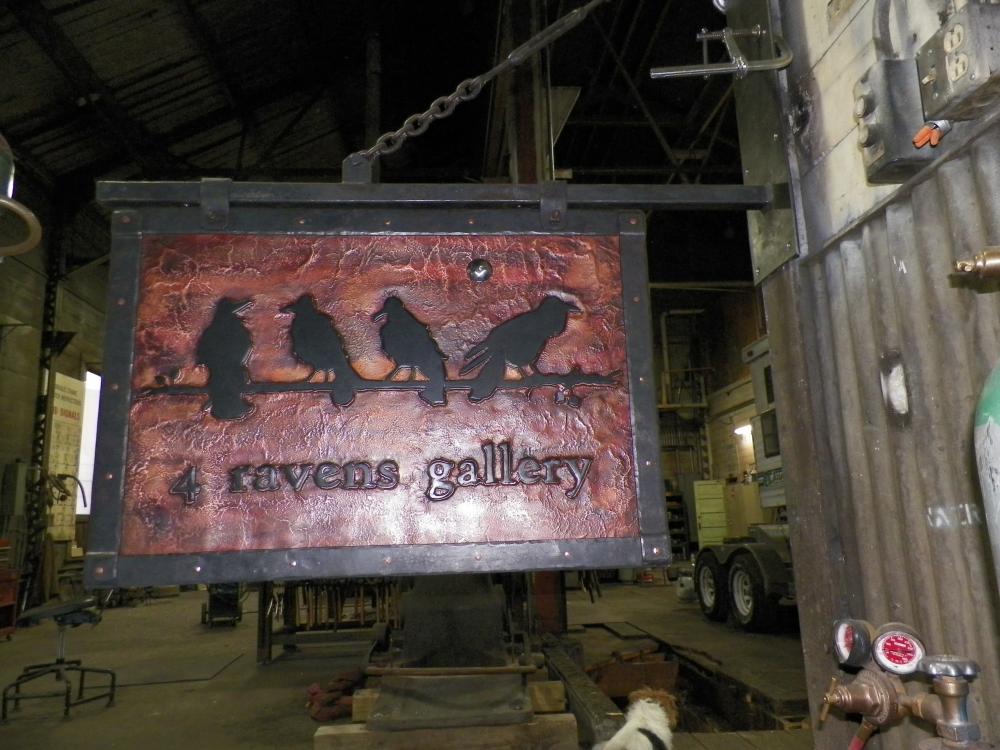
The "ravens" and script stand off the copper sheet. The holes are for the mounting pins that were plug welded into the ravens and script. They go into a center, indexing plate. The sign was 2 sided.
-
Yes. Think thinner. 20g or even lighter. 16 gauge is too thick to work with the needle scaler. Push it around until it work hardens and you'll start developing the "ridges". Makes a very neat effect and doesn't take all day. I try to NOT anneal at the final so the work has some rigidity and defense against denting.



-
Looking for Foundation plans for Nazel 4b
Wroughton replied to DanielC's topic in Power Hammers, Treadle Hammers, Olivers
Well? -
Masters of Traditional Arts -- Francis Whitaker
Wroughton replied to JHCC's topic in Blacksmithing, General Discussion
Thanks for posting that. "The Depression," he said, "taught me that if you're dedicated to your work and do good work and are uncompromising about it, there will always be a place for you in society. The others can fall by the wayside, the second-raters." In addition to ornamental ironwork, Whitaker sharpened tools, welded fenders, built truck bodies and stair railings and made fireplace tools and andirons. He maintained high standards for his work, and his reputation grew. -
Candy cane failure
Wroughton replied to Michael Cochran's topic in Blacksmithing, General Discussion
Slit the receiver bar. Square works well since it's easy to grab with a wrench or vise but it could be round. It probably goes without saying, but I pre fit the space for the copper with a mild steel dummy and file out any extra material that's left over from the slitting in the receiver bar. Get the receiver bar hot and tap it down around the dummy slug so it makes a nice fit. This will help everything stay where it should when you start upsetting the copper. Go slow, work from each side, and give it some good whacks. You do want the "head" to mushroom out like a rivet but you need deep blows to expand the copper closer to the center also. On slitting - lay out your lines with a cold chisel or cut off wheel. I've used slitting tools in my power hammer but nothing works as slick as using a hot cut in the hardy and a hot cut tool hammering from the top side. And yes, if you do the math you realize that technique uses 3 hands so find a friend to strike or hold the hot piece. I've already finished that one. The WiP shots will have to come from you.




