yahoo2
-
Posts
340 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by yahoo2
-
Making a Brake Drum Forge More Effecient
yahoo2 replied to GoodThing Factory's topic in Solid Fuel Forges
if you stick with the bottom blast, the grate needs to be bigger for charcoal to get that gentle airflow, the holes should cover at least a 3 inch area. the way to do this is make a steel ring to place on the forge floor and drop the grate on top. -
Making a Brake Drum Forge More Effecient
yahoo2 replied to GoodThing Factory's topic in Solid Fuel Forges
any light coloured clay brick will handle far higher temperatures than their red brothers. you can cut and lay them like pavers in a bed of sand. The only spot that may need some tweaking is where you want the heat from the coals reflected back into the fire. it is possible to sculpt a depression from white clay and coat it with high temp coating if you have some handy. it makes a big difference to the heat of the fire. -
there are muscles in the palm, the muscles that move the fingers are in the forearm, there are no muscles in the fingers. sore fingers will be in the tendons and joints from gripping hard with no finger movement. you may have a little flexor tendinitis which is a swelling of the tendons vibration that causes tingling is affecting the nerves and blood flow and will damage the nerves if it is continued for long periods. the other soreness is when the protective pads of the fingers are bruised or damaged.
-
shaping corners and edges down in a recess require tools with odd shapes due to the angles and off-centre hammer blows and plenty of mental agility is also needed.
-
Testing a forge weld, what to look for?
yahoo2 replied to Seek's topic in Blacksmithing, General Discussion
Hi Seek, find Mark Aspery on YouTube there is a video called "forge welding: scarfe-theory" have a try at the first weld he makes by folding the end of a piece of rod onto itself. 2 minutes into the video. that is a good starting point. -
that is a vacuum cleaner motor and the dial on the front of the box is a rheostat used to reduce the motor speed. I would run out a couple of extension cords and give it a try. if it works then longer term cord with some heavier wire in it would help to keep the voltage up to the shed for a 50 meter distance. I lay out and pick up extension cords most days and dont see it as a task. your power problem with the kettle could be a couple of things, if the earth leakage device is triggering it is likely that the problem is in the kettle or the power point, try another power point or another kettle. if it is the circuit breaker tripping, the breaker could be faulty or worn out.
-
nothing on the felt, the cloth only dislodges the dust on the wire before it gets to the liner
-
you can pull it to bits and try and run some compressed air through it gently. maybe use some acetone like nail gun or brake cleaner. the old trick of using a clothespin and a bit of rag clipped to the wire or one of those alligator paper clips and some scotchbrite keeps the crud out of the liner.
-
Heavy equipment part Alloy ID
yahoo2 replied to ThorsHammer82's topic in Blacksmithing, General Discussion
if you could find out the tensile strength grade of the pins it would help. If it is class 12.9 it will be an alloy steel If it is class 10.9 there is a choice of three options medium carbon steel, medium carbon alloy steel and low carbon boron steel. you should be able to spark test and compare a medium carbon steel and a low carbon boron steel with bits of known steel from your scrap pile. its a cross between educated guess and process of elimination. I daresay you already know its not medium carbon from experience. as for what alloy it might be to meet 12.9 spec, it is not designed to wear or resist abrasion or corrosion so all of those are out of the picture and it is a throw away one use item. the manufacturer is going to keep the costs down, that eliminates all the fancy expensive stuff. There is not a lot of options left. -
It looks like the old iron oxide rust paint, you probably need a flap disc with a coarse grit or use an angle grinder to remove the top surface. I use a Z60 grit flap disc for most things on a 5 inch angle grinder, interestingly it will barely mark an anvil but tear masses of metal from spring steel. the trick with seasoning is the first few layers needs to be super thin, like, wiped dry with paper towel thin otherwise it will crack and lift. Oils or fats with a high iodine index work the best I have had some success with grapeseed oil when I haven't got any fresh linseed oil handy.
-
guide idea for a power hammer
yahoo2 replied to andys MQ's topic in Power Hammers, Treadle Hammers, Olivers
if the ram is shorter than the stroke half a cup of oil in the cylinder will keep the seals lubed, if it is a long shaft two rams might be needed. The most common ram I see is 8 inch stroke and inch shaft. I can tell you inch shaft flexes a lot and is quite easy to bend. -
guide idea for a power hammer
yahoo2 replied to andys MQ's topic in Power Hammers, Treadle Hammers, Olivers
Hi Andys MQ, Chrome shaft is very cheap in standard sizes, it should be possible to use the cylinder and caps from two rams and run a shaft through the middle and do away with the piston. there is only a seal and a rod wiper in the cap that the shaft exits from. the trick will be finding two cheap and crusty old bolt together rams to wreck. -
Did I over pay for my anvil?
yahoo2 replied to Zyphiza's topic in Anvils, Swage Blocks, and Mandrels
At a guess I would say it was owned by a farmer who had no forge. there are dents from cold steel, oxy torch cuts and a chisel mark. It looks like it has not been used much. -
the picture shows a stand for holding hex shaft that was made during a forging demo. The steel is 1045 and was welded with sand only, as a matter of fact, apart from the hot cutting everything you see was done in the one very swift unspectacular and relatively cool heat. It was a sobering lesson in efficiency from a retired professional.

-
My cheat sheets for Bisplate (the Australian equivalent to A514 most grades) tell me it is a minimum preheat of 140 C (285 F) for a joint with a combined thickness measurement of over 100mm plus 25 C (77 F ) for a rigid joint or high humidity conditions. Max interpass is 220 C (430 F) heat input 1.5 - 5.0 kJ/mm (37 - 123.5 kJ/in) That last number seems a little high to me but it has been a while since I have welded anything that size. P.S. it is my favorite stuff, it is staggering how much punishment it will take without fracturing.
-
Another Accident w/scrap steel
yahoo2 replied to SReynolds's topic in Blacksmithing, General Discussion
It is likely that it is a boron steel, it cracks like that a lot, most modern ground engaging tools that are a "throw away bolt on item" are made with boron in them. If somebody has a technique for working with boron steel I would like to know what it is. -
Technically galvanized steel is coated with zinc chromate to stop those streaks of white growth from marring the look of the surface. A paint with an oil based solvent will react with this alkaline surface and form a soap like substance that delaminates the paint layer. A product like colourbond corrugated iron is not zinc chromate coated and is lightly media blasted on its way to the paint shop. The old style acid/ZnCr/resin primers had to be mixed onsite and used within a few hours and were recommended to be used in a spray booth due to health effects. I have tried to get the Urethane type coatings here with no luck at all.
-
I dont usually burn wood directly in the forge, i make a fire a suitable distance away and use a long handled posthole shovel to sneak fresh coals from underneath the burning timber. it works fine if you dont get distracted and turn them to ash.
-
-
congrats Andreas, you have got the idea! Nice bit of lateral thinking there. Good chance the sheave will not handle the pressure and crack a piece out at some stage but hey, if it is not a keeper then its not a problem. Rod bender 1.0 equals two thumbs up!
-
source, the practical dilettante a hoop bender is an alternative, it is important to support the rod as it is bent (like dodge is doing) or do it vertically so you can tweak as you go or else the curves will wander out of the nice flat plane you want, the gate will have bulges out the front and back that looks very unprofessional and sad. PS this is for a 12 foot hoop, it needs to be scaled down to some 4-12 inch versions
-
That is the trick with bending, it needs to be stretched as it is rolled, I usually have a lever at 90 degrees right up close to the jig clamped behind on the rods shaft with some doctored over centre vice grips for the stretching then a second pipe lever to help with the bending. I guess the nails could be tempered/softened in the forge in batches while you have it running for other jobs if that would make them easier to work.
-
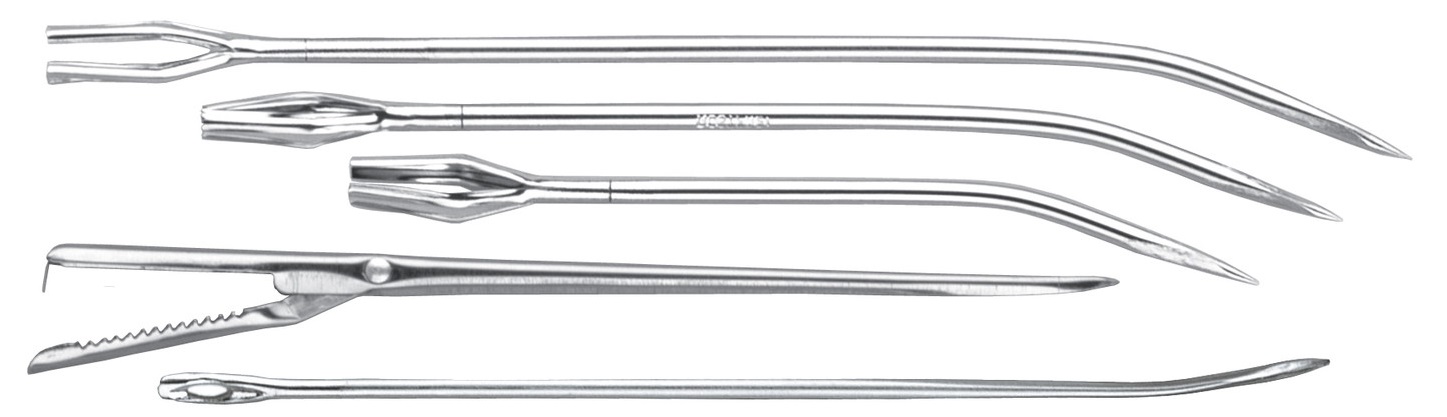
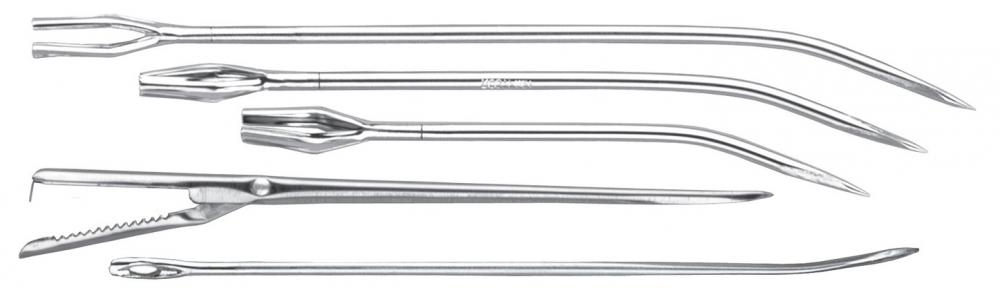
there is a soft patch on this set, the other blade tore a chunk out of it the first time I used it after I modified the blades, I managed to salvage it with some filing but only because they are a left handed set and I couldn't get a replacement

-
Maybe you need to work your way up to the final product carboard template then thin sheetmetal or do one in mild steel. there is only two bits of forging, thinning the spring and curving the handle, both these things can be done with hand tools although higher carbon steel is quite stiff to work. hardening and grinding the blade would be something you could get a knife guy to do (I have ruined a couple thinning the blades by getting them too hot on the grinder)
-
http://www.burgonandball.com/shop/scripts/prodView.asp?idproduct=196 no turnover shears http://www.burgonandball.com/agri-news-entries.php#60 video of how they make them