edennis
-
Posts
115 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by edennis
-
Super useful ! Thank you both for the quick replies. After the cast is released do you do any curing cycling with heat or do you just let it sit until hard enough? From what I understand mizzou benefits from various curing cycles in a heated environment? Or am I simply trying to force the moisture out? Eric
-
Hmmm... I cast the ribbon burner and messed it up when I tried to remove the bottom piece of the form. Knocked it with a hammer over the edge of a table and the casting disconnected from the steel. The cast had sit 3 days before I touched it. Any tips on getting that bottom piece off without breaking the cast? Another question. On the first casting and now the second as well- if I add too much water it will be weak, so I try to minimize my water ratio as per the instructions (peanut butter consistency). With less water however it becomes extremely hard to push the steel body down into the mizzou. I need to put my weight behind it and rock it back and forth. Even then its hard for me to be sure it really pushing up behind the steel completely. Should it be this hard to set the steel down into the castable? Or should it actually just be more wet? It seems like "peanut butter" might not be an appropriate description? Thoughts by those who have experience? Thanks, Eric
-
I am going to continue posting questions on this thread, but I figure maybe I will start a new thread dedicated to photos of the building process of the burner and forge. So look out for that soon I guess. Thanks, Eric
-
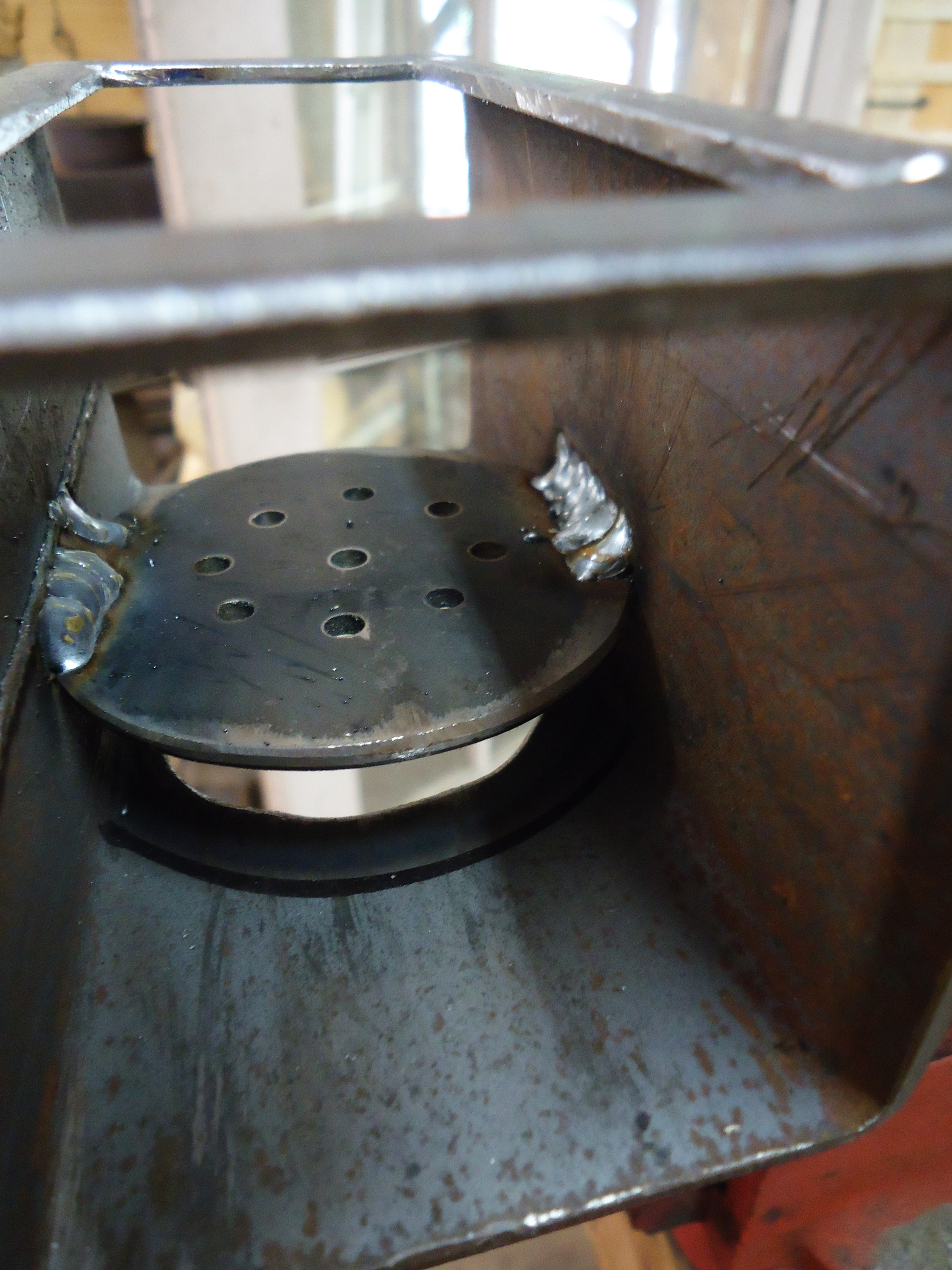
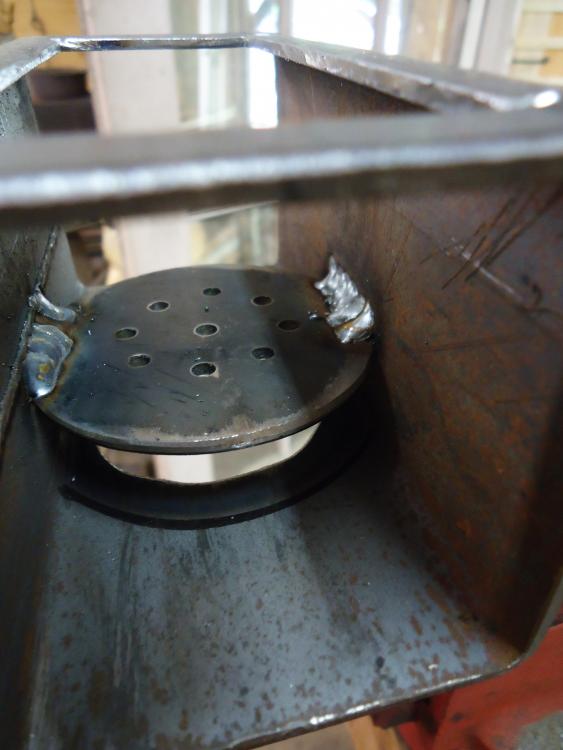
I almost have all the materials I need. Getting the paint off of the propane tank is really not fun. At this point i'm using a knotted wire wheel on an angle grinder followed by a flap disk. Even then the paint just gets smeared around a lot before finally coming off. I haven't yet tried paint remover, but maybe that would be the proper way to accomplish this efficiently? Here are some process pictures of the ribbon burner so far. Square pipe is 3"x3"x6", 1/8" wall thickness. The inlet hole is 2.25" diameter to accept a 2" pipe (which I believe measures 2 3/8" OD)



-
If building a 3"x3"x6" ribbon burner, any reason I shouldn't, for the inlet, use a 1.5" pipe instead of the 2" described in Emmerling's instructions? It should create slightly more pressure into the plenum, yes? I don't see that being a bad thing necessarily. Thoughts? Thanks,
-
Nevermind- after a little more reading I decided to go with Mizzou for the burner casting as it has a higher density rating and I will use the kast-0-lite 30 for the interior of the forge.
-
One more: Is Kast-O-Lite 30 an acceptable refractory for casting the ribbon burner? Or is Mizzou going to be a better alternative? It sounds like people have used both. Thanks,
-
So I picked up the square tubing for the ribbon burner, but I accidentally grabbed 3"x3"x1/8". I can't really think of a reason why that wouldn't work over 3/16" wall thickness. It shouldn't get hot enough to warp, yeah? Any thoughts?
-
This is a bit of a divergence from ribbon burners, per se... but I'm not finding a direct answer via search to another question I have. I'm pricing out various materials and wondering: I understand that Kast-O-Lite 30 is a bubble alumina refractory. That said, if I buy (the very expensive) "bubble alumina refractory coating" from hightemptools and do a floor coat over the kast-o-lite, will I see an improvement to the flux resistance/longevity of the underlying materials? Or will I be fine forge welding with an high alumumina kiln shelf with just the kast-o-lite underneath? One of these days I will start actually building this thing... and posting pictures when I do. Thanks,
-
Crappiew: What are the dimensions of your mini burner? And what blower did you end up using for it? Why did you need to rebuild the larger one twice, was it a casting problem? Thanks,
-
This is great, I'm really looking forward to working on this project and having this forum as outlet for questions and answers. Thanks everyone.
-
Will do, thanks for responding. Something I've been wondering is if the diameter of the burner holes has been experimented with. I'm assuming it has. Is the crayon diameter just a lucky coincidence or is there a more optimal hole size? Would you start to lose efficiency with smaller holes? Or would the gain in velocity actually negate some of the reasons for using that style of burner? Are there recommendations for making the diffuser? On my previous forge the propane simply entered the air tube at a 90 degree bend in the pipe. If the gas mixes with the air far enough from the burner, is that enough for thorough mixing, or should there be some sort of structure that mixes the two better? I'll post pics once I actually start working on the thing, and it's nice to know I can come here with questions! Sometimes the internet is a good thing. Oh, I live in VT Eric
-
Wayne: I've read both articles posted on your website, thanks for the great resources. I likely will contact you the near future to inquire about ordering some of your supplies. Lou: I've read the one's he wrote about the naturally aspirated ribbon burners (if that's what your referring to). I'm more interested, as of now, in a forced air forge. So, say I build a 6" long burner for a propane bottle forge. In terms of the blower, what sort of pressure am I looking for? THIS ONE seems pretty sweet, but i'm unsure how convert it into inches of water column pressure. Can you just convert mm to inches in this case, making it 1.3 inches pressure? In reading some of the discussion at the bottom of the Emmerling article, someone mentioned that a blower with 2.5 seemed insufficient for an 8" burner- better performance from one with 5 inches pressure. What do other people use? Just trying to understand this stuff. Thanks for the fast replies! Eric
-
Hello, I've fairly new to the forum. Been reading... and reading... and reading... and, um, reading. Last fall I built a forced air forge running on propane and it's doing ok. However I'm wanting to upgrade (and also I just want to build another forge) and I'm looking into ribbon burners. I know there is a fair amount out there on them. I've read through "THE" instructions (Emmerling), as well as all the information I can find in these forums. I'm still in the early designing stages of this particular forge, but I still have some unanswered questions that are preventing me from deciding if a ribbon burner is the way to go for my needs. I am interested in making the burner myself (as opposed to forking out $200 for a nice pre-made one). As I said, the forge is still in the design stage so I don't yet have definite numbers in terms of size, etc. However I am wondering if a ribbon burner can be effectively used in a forge that is under 1000 cubic inches interior space. I noticed that the smallest Pine Ridge Burner ("4x4 mini-burner") claims to be too large for a forge under 1296 cubic inches volume. I don't anticipate my forge to be over 1000 cubic inches. Can Emmerling's instructions be modified for a forge smaller forge? Has someone already discussed this? I'll leave it at that for now. I'm know I have more questions, and as I think of them I will post them here and hope someone can help. Thanks, Eric