metalanton
-
Posts
80 -
Joined
-
Last visited
Recent Profile Visitors
3,246 profile views






-
thanks Kozzy that is a good point that I had not thought about.,. makes me think I should add my bolster to the top die instead so that most of the time the cylinder will not be as fully extended
-
I am currently building an h frame myself and am going to leave extra space between the dies, so that I can just pad that area to make it close completely with drawing dies. this way if I need more space for punching or fullering operations I have it. my cylinder has a range of 8" so I will probably just add an inch more. the only factor is that it will change the height of the working area (top die) and overall height of the press, so you will just have to do the calculations and make sure that you are happy with the height. my press is like the carolina knife press and I plan on just having a removeable die on the bottom plate that will bolster the die holding plate... of course if you go this route you will want the bolster to be very firmly attached because you don't want to add extra play to the mechanism.
-
that looks great, I am building one just like it right now. could you tell me what size angle iron you used for the uprights? thanks
-
I highly recommend searching youtube and focusing on makers like walter sorrells videos which are an incredible resource for the beginning knife maker. good luck, you will need to learn a lot but it is a fun journey!
-
Forging a Colonial Axe
metalanton replied to JRigoni's topic in Axes, Hatchets, Hawks, Choppers, etc
very clean forging and well produced video. thanks -
Thanks Kozzy, that is extremely helpful, I figured Batson's book was accurate. just learning the language of hydraulics.
-
I am building a 24ton hydraulic press and the valve recommended by batson is grainger item 6x844 or Prince RD-2575-T4-ESA1 When i did research on this valve i found someone on bladeforums that used this valve and couldn't get it to work because the "SA" in the serail number means single acting. Did batson make a mistake in his book recommending this valve. Please recommend a valve that you have used and worked well. I would love to know exactly which valve is used on the carolina knives press since that is essentially what I am building. thanks
-
Show me your Bottle Openers!
metalanton replied to Arbalist's topic in Blacksmithing, General Discussion
I make the corkscrews out of the shank portion of a 5/16" grade 8 bolt (grind off the zinc coating before forging!) 4140 would work great as well. I think you could make a strong enough corkscrew with mild as well, so just try it with whatever you have on hand. here are the steps: 1. using an edge of the anvil that has a 1/4" radius take a bite about 3/4" away from the end of the bar. one hit and rotate 90 degrees and repeat the rotations on those same faces.. the goal here is to isolate the stem you are creating to one quadrant of the end of the bar not creating a stem that comes out of the center. keep this stem square as you work, as it gets smaller it will be easy for it to start forming a diamond, if so just turn it into and octagon and back to square again. you are using a rounded portion of your anvil face because you want the transition from the base to the corkscrew to be round and soft because this area is very prone to cold shuts later on. draw the stem out until it is a 1/8" square about 4" long. Now take the corners off the square and planish round. 2. now sight down the spear you have created and put the quadrant that the stem comes out on the lower left corner. For a clockwise screw bend the stem 90 degrees over very close to the base so that it crosses the lower right quadrant in this position.. this step is important for getting the coil to start close to base. 3. With scrolling tongs loop the stem clockwise in a large circle of about 1" beginning the coil 4. place this large circle in the step of your anvil and starting at the base hit it with light blows to compact the pigstail, while simultaneously rotating the bar. repeat this until you form a pigstail that is tight, compact enough to fit in a cork, and round and has about 3-4 coils. 5. now take a chisel or a screwdriver and starting at the base wedge it between the coils and open up about an 1/8" throughout the entire coil. 6. Normalize and finish as desired.. the base can be made into a tenon to fit into the handle of the corkscrew, or it can be riveted through the handle. I myself just drill a matching hole in the handle and fillet braze it with bicycle brazing wire that is sweat soldered into the joint and practically disappears once wire brushed. -
folded eye axe with 5160 bit
metalanton replied to metalanton's topic in Axes, Hatchets, Hawks, Choppers, etc
thanks, I must admit I "cheated" a bit with my belt grinder. I usually prefer forged to finish, but on this one I had a bit too much material between the bit and the eye and chose to grind it out vs. drawing it out and upsetting the proportions that I wanted in the axe,..just didn't want the axe to get any longer -
Show me your Bottle Openers!
metalanton replied to Arbalist's topic in Blacksmithing, General Discussion
this is my go-to wedding gift lately

-
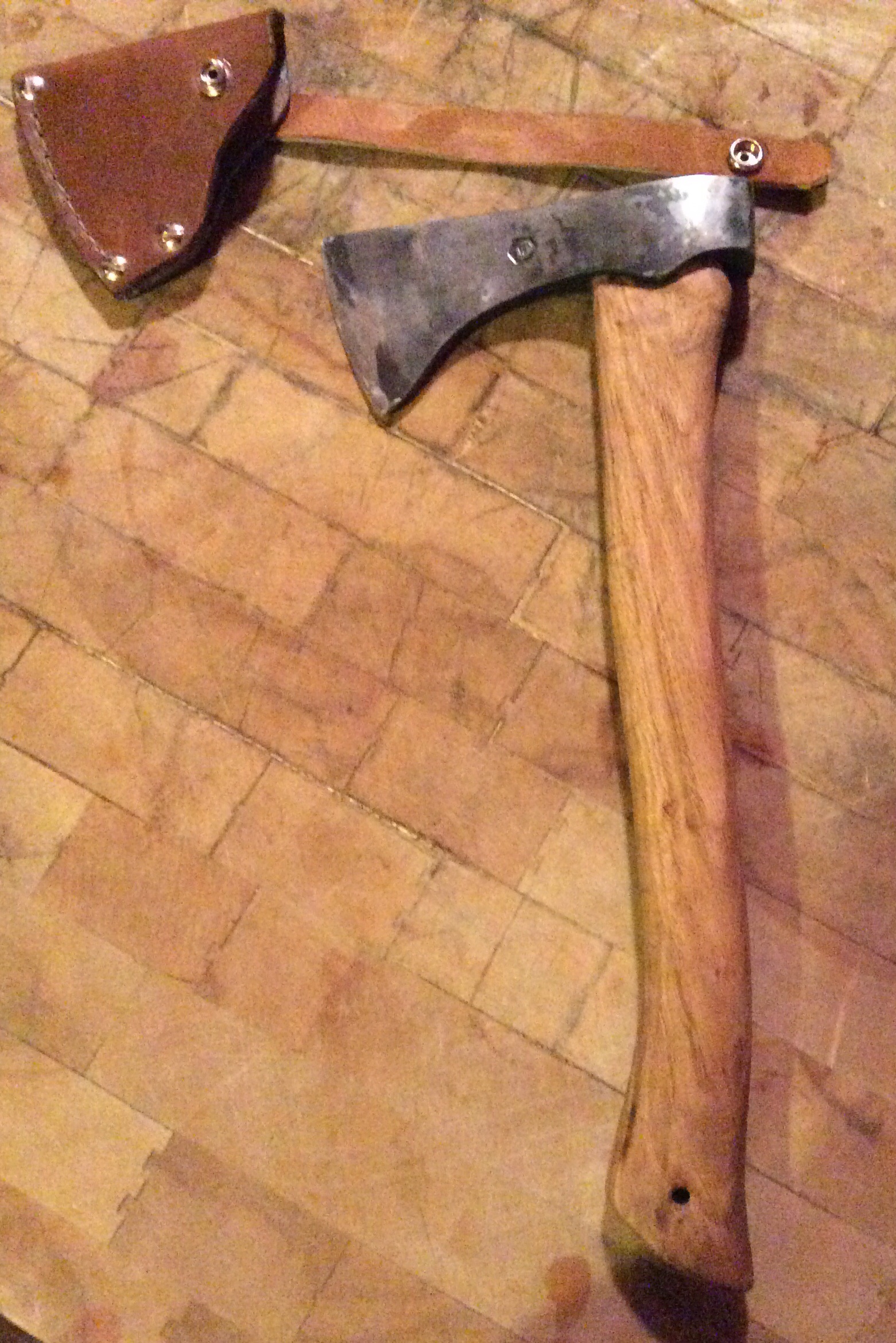
this is my fifth axe and definitely the best to date. I finally have become very confident in the forge welding process and am very happy with the quality of the weld on this one, hopefully the hardening and tempering of the bit is up to par as well. I started with a 1/2" by 1" by 7" piece of mild flat bar folded to form the eye. then inserted a 1.25" wedge of 5160 for the blade. triple normalized, then held at low non magnetic in a propane forge for 10 minutes, then tempered at 400 degrees for two hours. had some white oak that had not been kiln dried laying around so I made the handle of that. let me know what you think



-
I highly recommend jim Austin's asymmetric axe DVD. I have watched it many times and learn something new every time, he has some tricks for getting a good eye weld. one in particular is upsetting the section in front of the eye before welding so that you have more material to work with. also looking at your axe I would suggest making sure your joint has no gaps before welding, especially if you are using spring steel, because it will want to spring open after each hammer blow making it nearly impossible to get a good weld. also you should make a dedicated drift for your axe and do not hammer it into the eye very aggressively, instead use it like a mandrel and hammer on the cheeks and poll to form and enlarge the eye, this will prevent opening your weld during that stage. good luck axe making is fascinating!
-
that is amazing workmanship. Osage is definitely one of my all time favorite woods
-
Please help! Axe maker in peril.
metalanton replied to Svartalfar's topic in Axes, Hatchets, Hawks, Choppers, etc
I have been a bit fixated with axe making myself, and would love to hear other's input on this subject. from what I can see, there is a very distinct relationship between the drift and the resulting axe. one drift shape will not be universal for all axe types and every axe maker has a subtly different eye shape that will fit their design specifically. this is the beauty in it really. there is not right or wrong answer, the resulting tool will have attributes that will make that tool specific for its task, splitting vs. chopping vs. carving, etc. as we gain experience in this art form, we gain an intuitive grasp on which drift shape will suit the desired final axe, and since we may use any size along it's tapered length, we also begin to grasp when we have drifted the proper size hole for the desired outcome. a lot of axes have probably been made on small bick anvils with no drift at all. after all the drift is really nothing more than an anvil for the inside of the eye. this would make a very versatile tool indeed for forming the eye of any shape and size. I could be wrong about this, I am sure the experts can chime in. -
Anyone built Batson's H frame 24 ton press or have carolina knives 24T?
metalanton replied to metalanton's topic in Presses
i have the exact same "time constraints" I look forward to the pictures