
















IForgeIron Blueprints
Copyright 2002 - 2011 IFORGEIRON, All rights reserved
BP0592 Knife Sheathe
by Rich Hale and James Joyce

If you make knives and would like to know how I make a sheathe, these pictures and text may help. Like everything we do there are many ways and this is only one. What I would like to show is how I fit a sheathe to a knife and how I sew the seam. Almost all of the tools I use are available from Tandy. This is not about stamping patterns but I will show when I do that in the pictures. Tandy has a couple of books that will help as will any of there latest catalog for finding supplies and tools. One book I like is how to hand sew. It is not a pricey book.

List of the tools I use in this Blueprint. Starting from the left is an awl for marking on leather, a grover to cut into the leather where the stitching holes will go, an overstitch wheel that lays out the spacing for the holes, a hole punch for the rivet holes, dividers for laying out the area for the basket stamp pattern, skiving tool for tapering the billet, sewing awl with bobbin, sewing needle, mallet, thread and an old antler for shaping the finished sheathe around the knife handle.

These are the products I use to dye my sheathes. The large bottle is the oil dye and the small is edge coat. I dye the leather several times until I get the look I like. I do the edges with the edge coat. I put on one coat with a cue tip and when it is dry I hands sand it. Another coat and it is smooth and nice.
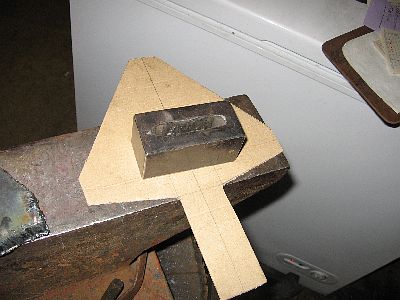
I use 8 oz leather for sheathes. I lay the knife on the leather and cut a large enough piece with the scissors that it will fold over the knife. The leather cuts better if you wet it first. Several time in this demo we will expose the blade to wet leather and if you have a carbon steel blade please take the time to wipe the moisture from your blade to prevent rust.

I have placed the knife on the leather and trimmed the outside. making sure I have enough when folded over to leave room for the seam.

This is a right handed sheathe. I have laid out the area for the pattern with the dividers and awl and have started the stamping. I used the grooving tool to lay out the line for the stitching. It actually cuts little shallow trench for the thread seam to lay into. I then used the overstitch wheel to mark where the stitching holes will be drilled. You just run the wheel in the groove and it spaces the marks. They sell wheels for different spacing's have them show you several and choose which you like. They are made to mark so many stitches per inch.

I have marked up another piece of leather and laid it on the inside of the sheathe. I will cut this to match the blade and use it as a spacer, called a billet.
I lay the knife on the billet and mark around it where i will cut it to fit. The billet is a key to making the knife fit into the sheathe nice and snug . And if you do not put a billet in and sew the folded over sheathe together the knife edge may cut the threads.

I have cut the billet and laid it in place to show how it follows the edge of the blade and leaves room for the guard . The billet will need to be thicker on this sheathe to make room for the handle and guard.

I have glued on two more piece of leather on top of the billet. You can use rubber cement for this to hold things in place for sewing but I prefer Barge cement.

I use the skiving tool to taper the last two pieces I glued onto the billet. The tool has a blade in it and cuts when you pull it. You can also do this with a sharp knife or razor blade.

The edge of the sheathe showing the billets, and how they taper down to make a smooth line along the edge. Sheathe is ready to be folded over and cemented in place.

After sewing I wet the whole sheathe with water and push the knife in and using my fingers and an antler I mold the sheathe around the knife so it fits nice. I then remove the knife and let the sheathe dry in the sun. I then use a belt grinder to dress the edge of the sheathe and smooth it up so all pieces of the billet and outer layers appear as one. I use a 120 grit belt for this, You could shave the edge with a blade and hand sand the edge.

I have a small block of wood clamped to the drill press table to provide a back support for the leather when I drill with the 1/16" drill.

Drill through the sheath using the marks you made with the overstitch marking wheel as a guide. Use care to keep the sheathe flat so the holes exit the back of the sheathe in a straight line.

Sheathe is all glued up and in stitching horse I start the first stitch in the second hole and pull about 20" out the other side for this size sheathe.

I have pulled the thread through and attached a needle to it,, the needle always stays on the side away from the stitching awl.

Go into the first hole now. when you push the awl through and pull it back a little bit it will leave a small loop on the other side push the needle through that loop and then pull withdraw the awl,,pull evenly on the strings from both sides so they make a nice tight stitch keep the tension the same all through the sewing for nice looks.

When you get to the end of the sheathe start back and sew about three or four hole to lock things tight. Then push the awl though and put the needle like this. pull the awl out and the needle will keep a loop of the thread on the back side ,,pull that loop out a bit and cut the awl loose. Now you have both ends of the thread on the back side. cut them short.
Now its the time to put some finishing touches on the seam.
Lay the sheath on its face side on something nice and hard and real smooth. Tap flat on the back of the seam all down its length with the mallet. Then take the overstitch wheel and run down the seam on both sides of the sheathe. this makes the stitches look real clean.

Different styles of knives may take different types of sheathes. We covered the fold over push type and this is a flat sheathe sewn all around. to fit this sheathe you would make a billet like in the demo and it would go all the way around the knife and be sewn in like the other but this would only need to be one layer between the front and back pieces. I hope this gives you and idea on where to begin or may just let you know that how you are doing your leather work is better than mine.
This is what all the work has been about. I feel that when I spend a lot of time on a knife it is only right to compliment it with a well fit attractive sheathe.
Special thanks to Jim Joyce for flying in to take the photographs, And to my hands for the modeling assignment.




































































































































bloom from scale.
in Smelting, Melting, Foundry, and Casting
Posted
I would leave out the clinker