
jmccustomknives
-
Posts
1,252 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by jmccustomknives
-
 I have a 200lb Fisher, all be it a little newer. It is awesome.
I have a 200lb Fisher, all be it a little newer. It is awesome. -
I believe that comes from the same book of bladesmithing where RR spikes are high carbon steel and you should quench in the blood of your enemies with the blade facing north.
-
I used a diamond back for a couple of years before I burned the box up after relining it several times. I do a lot of cable Damascus and that's messy. I still use the burners in another brick forge that is even better insulated that the original. It can get hot enough to red short 52100 bearing steel.
-
Damascus welding in induction forge
jmccustomknives replied to jason0012's topic in Induction Heating, Oil forges, etc
I've kinda been kicking that idea around. The possibilities are there but there are limitations. Once could, in theory build an induction autoclave. That would be a completely oxygen free (argon filled) forge environment giving you the ability to do some interesting stuff. -
Anvil identification early colonial??
jmccustomknives replied to Burt's topic in Anvils, Swage Blocks, and Mandrels
That is a lovely anvil. Early colonial, pre -1830's I'd think. I'd love to host that one in my shop, I say host because it will outlast me. -
Drop test, or a Glitch in the Matrix?
jmccustomknives replied to jmccustomknives's topic in Knife Making
I thought some of you might get a laugh out of that. Got 'er buttoned up today.
-
Sorry for the poor quality of the pic. All I had was my phone. So I make it a habit of doing the drop test on my rough use blades. A guy wanted a Saeux for hog hunting. This was a Nicholson specialty file with a soft back draw. I've done this to at least a thousand blades, first time this has happened. I cringed as the blade swayed back and forth, but it stuck with no damage. I think the HT is right. lol. Dropped on concrete from about 6ft. I know some don't like this test, for most blades it's a little much but I'd rather it break for me than the end user.

-
Alternatives to Oxy acetylene
jmccustomknives replied to RobbieG's topic in Welding/Fab General Discussion
You can run a oxy/propane set up. You can also get a turbo torch that runs off propane only. Without the oxygen though the amount of heat is limited. Look up Frosty's T burner. You can build a small gas forge to do that. -
Thanks, I'm planning on revisiting the pattern with a more appropriate handle material. I'm thinking snakewood, but I haven't found the right piece.
-
Thanks guys. One day I'd like to be a good maker. This was an experiment that worked out. Sometimes it does, most of the time, not so much.
-
I got bored last weekend and had a hot forge so i found this piece of 5/8" crane cable that had very fine wires. Usually I avoid these cables due to decarborization that occurs during the forge welding process. But I've been experimenting with putting charcoal in the flux with the idea that the carbon wouldn't be able to burn off and the borax would carry it into the core. In the past with cables like this I could bend them over without breaking and drilling wasn't to difficult out of the quench. I've been pleased with the performance enhancements this process has imparted. I used the knife to cut the 7oz leather out for its sheath. The cable was squared, stacked and forge welded then forged out with the cable running stacked down the blade. The guard is 1/2" cable with cocobolo handle and brass pommel. I think I can see the carborization in the close up. I've not ever seen one etch like this.
-
Unfortunately I haven't been able to contact him in several months. Idk if the coal industry collapse got him or not.
-
Cable question - need a quick reply
jmccustomknives replied to Michael Cochran's topic in Knife Making
I'm thinking the patterns going to be pretty blah for the big cable. Just wanted to give it a go for the heck of it. I'm thinking I'll do a wakizashi with that billet. Much prefer smaller cable though. Those guys have to understand, until the smith makes it into something useful it's just scrap. -
Cable question - need a quick reply
jmccustomknives replied to Michael Cochran's topic in Knife Making
I'm using a 10lb sledge. It would take forever to move that much metal with a 4lb. Sure would like a power hammer for it though. lol. That cable I'm having to work with is 2 1/2", I wish it was 1 1/2, that would make things much easier. -
Cable question - need a quick reply
jmccustomknives replied to Michael Cochran's topic in Knife Making
Yeah, a guy cursed, ur, gifted me with some rather large cable. It's not fun to work with hammers. Been working a 5" long piece today. Got a 1 3/4 square billet worked out so far.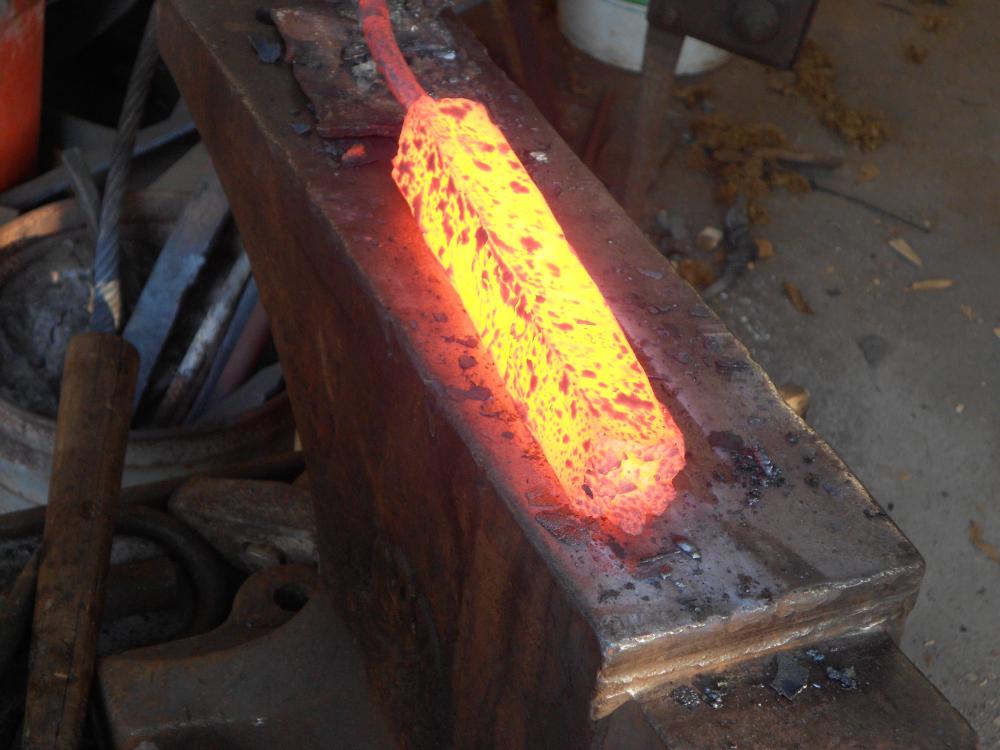
-
Takes 2 sq ft of kay-o-wool, a little refractory for the floor.

-
Question about a torch
jmccustomknives replied to alangerhans's topic in Welding/Fab General Discussion
It's all about parts availability. Esab bought out Victor and canned the Oxweld and Purox lines, in a few years parts will not be available for them. They now push Victor, which is a good torch and probably the easiest (most common) to get parts for. Harris makes the best 1 piece scrap torch. Smith is also a very good torch, but not as common so those pesky parts aren't as easy to get. Every company (off brand) makes Victor and Harris clones. Some big companies will have contracts with Victor/Harris to rebrand their torches. -
Here's a helium tank forge I built. Works pretty good.

-
There are a few factors. First, what is the altitude where you live? High altitudes can effect venturi forges. What does it sound like? Does it sound like a jet or does it pulse?
-
My whole hang up on it isn't the making of knives per say, although I'd rather guys not do it they can be a fun and interesting challenge. No, my hang up is the guys who claim they are "high carbon". I see them on message boards, facebook and even selling them on ebay making this claim. One guy selling on facebook claimed his spikes were .60% carbon, he came by that # by doing a spark test.... Ok, and the other day one kid was telling another the spikes were 1084 because his mentor, a farrier, told him they were. Both those guys most assuredly came by their belief because somewhere in the past that "high carbon" tag got pinned to the spike. And now they are passing it on to other newbs. Now if these fellas were to learn how to do comparative testing they would figure out real performance of the materials and their workmanship. Instead they show what they made, like a proud mama, make their claims and screw up the next newb.
-
The Athens forge is a very active group. From what I've seen of them you can learn a lot by visiting a meeting.
-
Which commercial forge would you go with?
jmccustomknives replied to HaywardForge's topic in Gas Forges
Here's some things to look at. Are you planning on forge welding? If so understand that the borax will destroy the lining, floors and just about anything it comes in contact with eventually. Because of that some things to take into consideration is how easy it is to re line. While you can forge a sword with a single burner you will never be able to h/t it. I used a Diamondback for a couple of years before I melted down the case. Still use the burners though. -
Like Steve said, there are a lot of mitigating factors concerning carbon loss. The 3 main factors are the billet materials, forging time and forge atmospher. The billet materials can have the largest impact, if you use a high/low steel mix not only do you fight carbon loss to oxidization but to diffusion through the material. The longer the billet is worked (number of heats) + the forge atmosphere will combine increase the loss. So if you are hand forging carbon loss will have a larger impact than if you have a power hammer. There is a technique I've been working on to mitigate this, by adding charcoal to the borax flux. I haven't tested it on pattern welded material yet but on cable Damascus I've seen a 15% increase in edge holding. I think it works with cable due to the large surface area it starts with, I don't expect those results with a pattern welded billet but it will take several billets to test.
-
Would you recommend this anvil?
jmccustomknives replied to Fochops's topic in Anvils, Swage Blocks, and Mandrels
I would take a ball bearing or small hammer and check it out. Looks like the face plate may be coming off at the shelf. A ball bearing should bounce back most of the way to your hand when dropped. The hammer should have some bounce and the anvil should have a clear ring. Any buzzing or dead thuds is a problem. If it's a live anvil then it's good. Be careful, let us know how it goes. -
would like to move to stainless steel
jmccustomknives replied to Shamus Blargostadt's topic in Knife Making
Forging stainless will test your patience and your manhood. Heat treating stainless is even more difficult. First forging. Stainless like 440C is an air hardening steel, steels like that reach their critical temps around 1900F (+ or-). So when you are forging you either have to keep it above that temp or never get to that temp. If you go above that temp and drop below while forging it begins to harden and you've cracked it. Forging below is slow going (not that it's a pleasure above either). Heat treating, as mentioned before critical temps takes place around 1900F (+ or -) depending on the alloy. These steels need to be brought to that temp and held. I've read that with some of those alloys 50 deg below or above can mean 2 Rockwell points. For this reason most stainless knives (or air hardening steels) are made by stock removal and the makers send their blades to a heat treater or have a proper oven.




