

fluidsteel
-
Posts
244 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by fluidsteel
-
-
If it's a 300# anvil I'd pay $300 as is. I'd attempt to negotiate of course. Cash in hand helps. I'd get there quick. That anvil wouldn't last a couple hours on CL here in Oregon. BAM!!!! It'd be gone!
If it's only 200# I'd still pay $300 if it past a ball bearing test. -
I like actual test data over "theorizing"! (and as well all know "Who knows what Evil lurks in the heart of Re-Purposed Metal?")
Which is EXACTLY what my reasoning is on doing the heat treat over. I am getting the exact specs on the steel next week.
-
One option is to have em jet and put the one I keep through it's paces. As of now I only have a two top swages...
I guess I'll need to buy that power hammer after all... -
IF YOU ARE CUTTING IT COLD YOU DON"T NEED TO RE-HEATTREAT. Only if you are annealing it before cutting would you then need to re-harden and temper. Fork lift tine comes at a perfectly good hardness/toughness for swageblocks and one far superior to cast iron usually used for them.
Lol. Sorry Thomas. I read your earlier reply. These are drops from special order tines. One end was cut on a plasma table when these pieces were cut from the new tines upright to modify the upright to a shorter height.
My reasoning on the heat treat is this. By re-heat treating the tines I will ensure the swage blocks are fully hardened, and tempered to the specs I determine are appropriate.
After the water jetting is done I could have the tines hardness tested. But... My cost for heat treating the tines is just under $200 for 8 pieces. The total is $19 each. I'd rather pay the $19 each for a product I plan on selling to get a known result.
If I was just making one swage for myself I'd do as you suggest. Intact, the post anvils that 3 of my friends made from some bigger pieces were all used as is.
Any thoughts on my reasoning? -
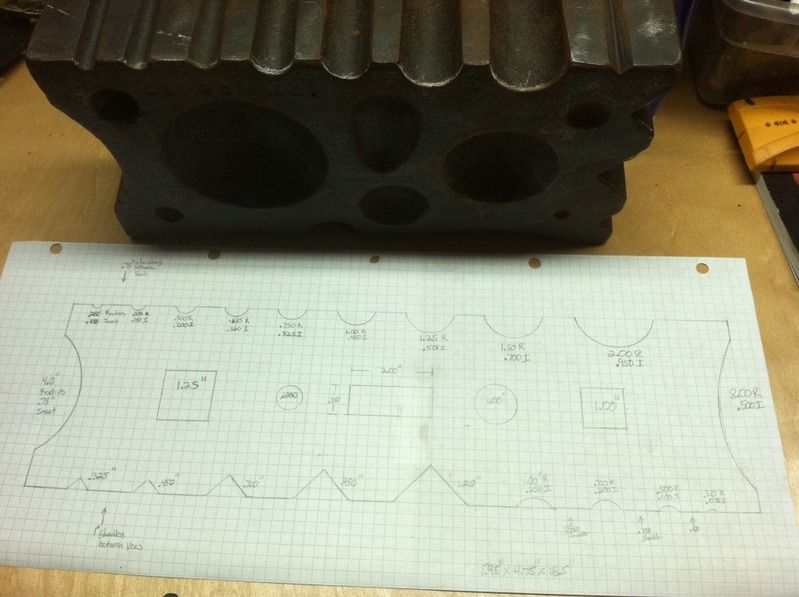
Here's my new drawing. I eliminated the hex and added shallow circles. All the half circles are .050 less than half, so the .50 circles is only inset .200.
I will transfer this to Google Sketchup or some such program and add the slight radius to all the edges. I wasn't too worried about stress risers in the squares. I'll talk to the heat treater about his thoughts. I'd be more concerned about cracks in quenching than the squares cracking in use after I harden and draw them back in the temper cycle.....
I'm going with 1-1/4" and 1" squares as they are common(ish) sizes for hardies. I have an 1-3/8" on my Fisher, so I'll just file the one I keep out.
I have enough tines to make 8 swage blocks total. I might just have to buy a power hammer to forge some top tools to go with the blocks....
II might move thye 1-1/4" and 1" holes closer to center so that someone can dish out the area on the ends if they desire....Hmmmm....
I appreciate all the feedback guys! -
Nice. Enjoy! At the most all you need is a wire wheel to clean it up to use.
-
Thanks for the feedback. I'm new to blacksmithing so I'm still(always will be) learning.
I'll shallow up the half circles so they are only .40-.45 of the depth of the radius on the smaller ones and maybe add a couple that are even shallower in the 5/8"-3/4" size accross the face if the block?
I hesitated about the hex. That's why there's only one. I'll likely add the shallow radi there. Are the 1/2",5/8" sizes the most useful?
I might add a rectangle through hole. What size and what would it's use be?
Since I can't have the face dished with the water jet. What about my idea of running across the face with a shallow half round or two? -
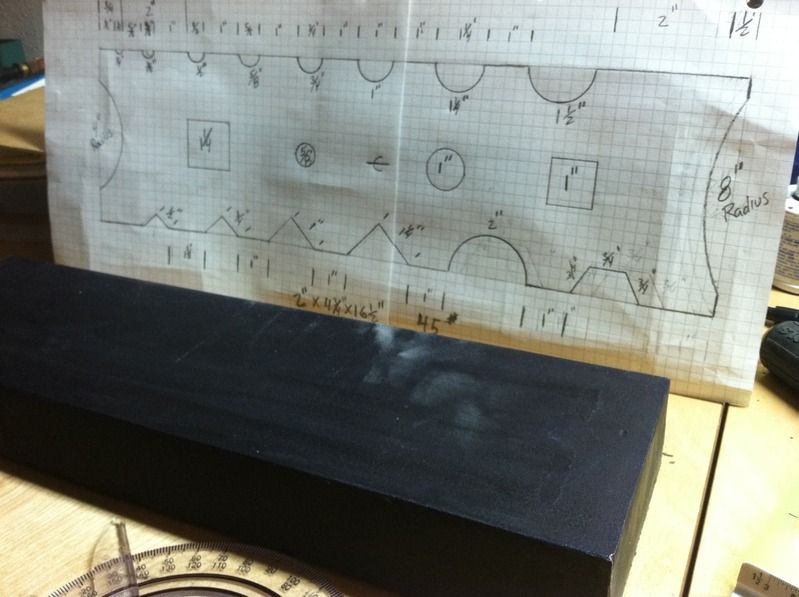
What do you guys think of this design?
2"x4-3/4"x16-1/2" using my forklift tine pieces...
it has half circles from 1/4"-2", 1/2"-1-1/4" vees for squares, one 3/4" hex, a 4" and an 8" shallow radius.
The through holes are 5/8" and 1" circles, and 1" and 1-1/4" squares. I put the squares at the end of the block on either side so if you had a 1" or 1-1/4" hardy you could drop a piece through the hole into your hardy to hold the block in place.
I'll build a stand for the one I keep.
I got good pricing for the heat treat and depending on the final drawing will have the price for the water jet tomorrow.
Any thoughts? Is that enough through holes? I could add a couple more squares and circles if needed, but figure those four will do most punching and upsetting a person is likely to do??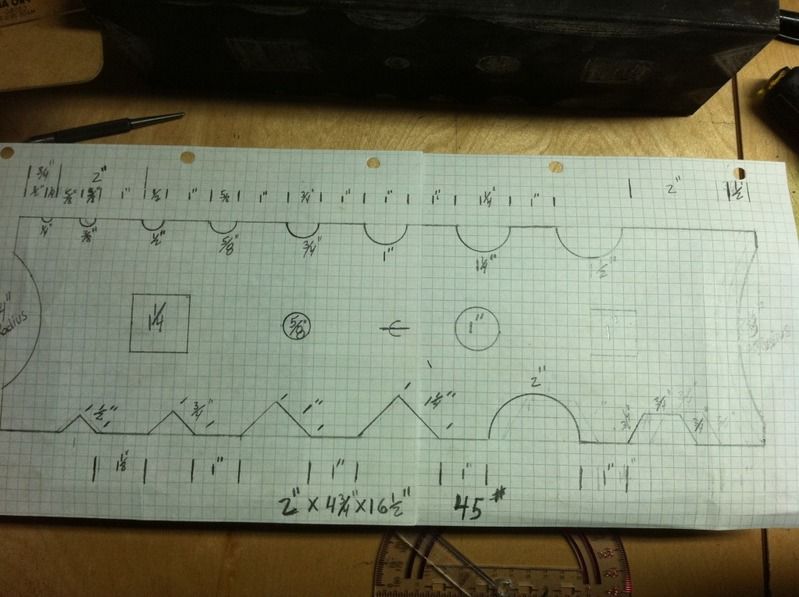
-
Facing it with tool steel isn't an easy option. If it was mine I'd pre-heat it and weld it up. Clean up the edges and fill in the worst spots. Then use it. You could easily get a flat piece of steel for the hardy to help flatten your blades after forging. I sometimes use my post vise to straighten blades.
I know several other bladesmiths who uses vises to do the final straightening after forging. -
What everyone else said. That isn't rusty at all. Twenty minutes with a wire wheel and WD-40 or a splash of diesel and it will look like new.
That's a wonderful anvil and I'd gues scarce in Wy. Buy it now before he changes his mind.
Trust me. If you stick with blacksmithing you'll laugh at yourself a year from now for hesitating a single second. Seriously. -
She's a beauty!
I'm tempted to buy one to stick in the corner and look pretty till I move in two years. I gotta stick to anvils and a forging press to keep the neighbors happy. What am thinking? Forget the neighbors!!!
Happy for you. You are amassing a nice collection of tools. All the better that they are all old and full of history! Well done! -
I'd guess it's either a Sodefors or a Kohlswa. Both are good anvils.
-
I put a picture of my swage block cut on a CNC machine on here a week or so ago. Can't remember what the subject line was,but it was a discussion about swage blocks.
I saw that one Eric. It was actually what got me thinking.I was happy you shared it.
I have been wanting a swage block with through holes and figure this is the best way to go. -
Not sure if this should be in Anvils or tools?
I got a few drops from forklift tines from a customer last year and have been trying to decide what to do with them. I have given several to knife maker friends and was going to build a Brazeal inspired striker anvil from one of the larger pieces.
As best as I've been able to determine they are 4140. I will get the exact steel type from the customer for heat treating...The heat treating will be done by a local professional HT shop.
I have 8 smaller pieces that are 2"x4-3/4"x17" I was thinking of having them water jet into swage blocks.
This way I can have round and square holes cut in the center and different radi like 1/2".3/4,1",2", 3", 8" etc along the sides and end.
I want it to be similar to my small swage block with holes instead of dished areas.
I will get the exact steel type from my customer so I can have them heat treated...
What do all of you think of my project? Any recommendations on size of radi on the sides and holes? Just squares and circles or hexes too?
I'll add a drawing tonight of my idea. -
112+28x2+18=186#
The simple answer is no. You can't grind it flat. The top is a layer of tool steel that was forge welded to the wrought iron body when the anvil was made. Any grinding should wait until you learn a bit more about your anvil.
Any pictures? Having a super flat anvil isn't the end all. I'd say use it as is and in time you can upgrade! -
Riverside Machine Uncle Al's will make a stamp. http://www.riversidemachine.net/item78651.ctlg
Ernie will make you a stencil for electro etching
http://www.erniesknives.com/knifemaker_stencil.html
I personally spent $500 bucks and bought a pantograph... -
That makes me even more jealous than I was.
I'd be torn on whether or not to use it... Gah. I feel for you! -
I'd have happily paid $100 for that anvil. It'd be a perfect anvil for me as I'm mostly a bladesmith. I wouldn't try drilling a hardy, I'd just make a heavy steel stand with a hardy designed into the stand at the heel. Run the barstock or heavy wall tube(whatever you use to make the hardy) all the way to the ground and add a 1/2"x6"x6" or bigger base to it so you can hammer on it.
-
Hmmm. This is where the more experienced guys, maybe NJAnvilman can help? It sure looks like an old Mousehole to me. It's a great looking anvil. I'm jealous!
I wonder if it's a really early Fisher? -
You could not weld another plate onto the existing is the short answer. For $200, get it and make something! For that price you can always sell it/upgrade later.
Take a ball bearing and check for rebound, especially any areas you are worried about delamination of the faceplate. Because it's a cast iron it will have more of a thwack than a ring like a cast steel or wrought anvil will. -
And.... Fisher's are American.So no English weight system. And.... Typically Fishers have the weight cast into the front foot. I'm not sure of the technical term, but on a Fisher the weigh is abbreviated. For example. My 300# Fisher says 30. My friends 100# Fisher 10 and my other friends 260# says 26.
Is your anvil stamped on the side? Any pictures? We love playing guess the maker and will gladly help you try to find out about your anvil! -
TOngs are harder to find here. I'd say 2 pair there are $15-20 the rest $5? I will be making my own from now on, but can buy tongs from GS Tongs that are REALLY nice for $30 each set.
-
Yup. LOTS of threads on this. That being said. The general consensus I'd say, is to use it for awhile to decide what you want in an anvil.
-
To clarify. My price was assuming it was a Vulcan with "decent" rebound.
Also, if it's a Vulcan and cast iron like my Fisher, it wouldn't have a ring so it's based upon rebound, not ring.
If it's a ASO $50 with a disclaimer that it's an ASO.
Restored - 10 inch Buffalo drill press
in Drills, Post drills, Mag drills, etc
Posted
Wow Mark!!
That's a tough one. What I love about blacksmithing is using the old tools. But it's always a veritable quandary when you have a pristine tool. Use it or collect it???
I LOVE that it's in your living room. Do you stare at it and call it my precious? Lol
That's one of the few things I like about being single after being married for twenty years. I get to decorate how I want. I have two bookcases full of knife handle wood and blacksmithing collectables. :-)
That drill would be stunning in the corner by my TV....